自动铣削十字槽的工装设计
2015-11-24施学斌
□ 施学斌
苏州大学 机电工程学院 江苏苏州 215021
自动铣削十字槽的工装设计
□ 施学斌
苏州大学 机电工程学院 江苏苏州 215021
某零件生产批量大,其顶部端面需要铣削十字槽。该槽在以往加工时,使用传统加工方法,由生产者手动装夹工件进行加工,生产效率低。为提高生产效率,设计了一种自动化铣削的工装,能自动装夹工件进行加工,生产效率高,且产品质量稳定。
自动 铣削 十字槽 工装
图1所示的传动套,生产批量大,其制造工艺路线为:铸造→退火→夹小端外圆→按毛坯找正→车端面→粗车小端外圆以外的各档外圆→粗车内孔各部位→掉头装夹→车端面→车小端外圆→再次掉头装夹→精车小端外圆以外的各外圆至尺寸要求→精车内孔至尺寸要求→铣顶部端面十字槽。该零件顶部端面的十字槽在以往加工时,由生产者手动装夹工件,在立式铣床上完成铣削。生产效率不高,且劳动强度高。
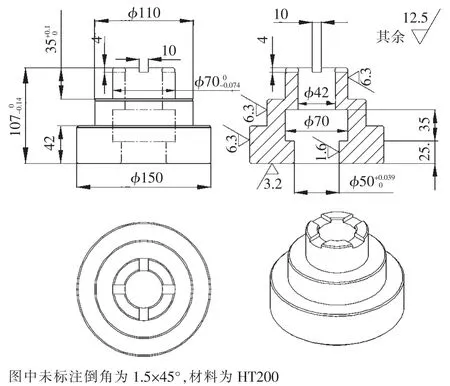
▲图1 传动套
1 总体设计思路
工件采用机械手自动上料、自动夹紧加工、机械手自动下料的方式,如图2所示,自动上料机械手、夹具、自动下料机械手组成了自动铣削十字槽的工装。
整个铣削生产线如图3所示,由上料输送线、工装和下料输送线组成。
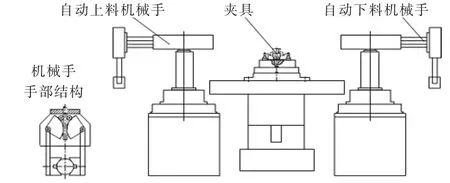
▲图2 工装
2 上料方案
工件由上料输送线运送过来,到位后,光电开关发出信号,输送线停止运动[1]。上料机械手的手臂旋转到位,控制手臂伸出液压缸来驱动手臂前伸到位,手臂在升降液压缸的驱动下手臂下降,同时手指液压缸使手爪张开到位,手爪夹紧工件,机械手手臂开始上升,到位后,手臂回转至夹具上方,手臂下降到位后,手爪松开,放下工件。机械手手臂上升,回转,返回到原点初始状态。
3 工件定位方案
零件的定位方案如图4所示,机械手放下工件时,夹具上的定位销插入工件底部孔中。工件以底面定位,限制3个自由度,分别是沿Z轴方向的移动自由度和沿X轴方向以及Y轴方向的翻转自由度。定位销是短销,共限制2个自由度,分别是沿X轴方向和沿Y轴方向的移动自由度,这样共限制了5个自由度。加工时,先铣出十字槽的第一个方向的槽,然后回转台带动零件一起旋转90°,再铣削十字槽第二个方向的槽,因此这种定位方式完全能够满足加工要求。
4 夹具
如图5所示,夹具由回转台、夹具体、旋转推进液压缸、钩形压板、定位销、压板等组成。夹具体按中心安
装在回转台上,保证夹具定位销的回转中心与回转台的回转中心重合,这样,工件的回转中心就与回转台的回转中心重合。用压板将夹具体固定在回转台上。
工件定位后,旋转推进液压缸拉动钩形压板下移,该压板下移的同时,在水平面内旋转90°后将工件夹紧[2]。加工完毕后,旋转推进液压缸带动钩形压板上移,同时在水平面内旋转90°,松开工件,这样压板就不会妨碍装卸工件,图5所示为工件夹紧状态。
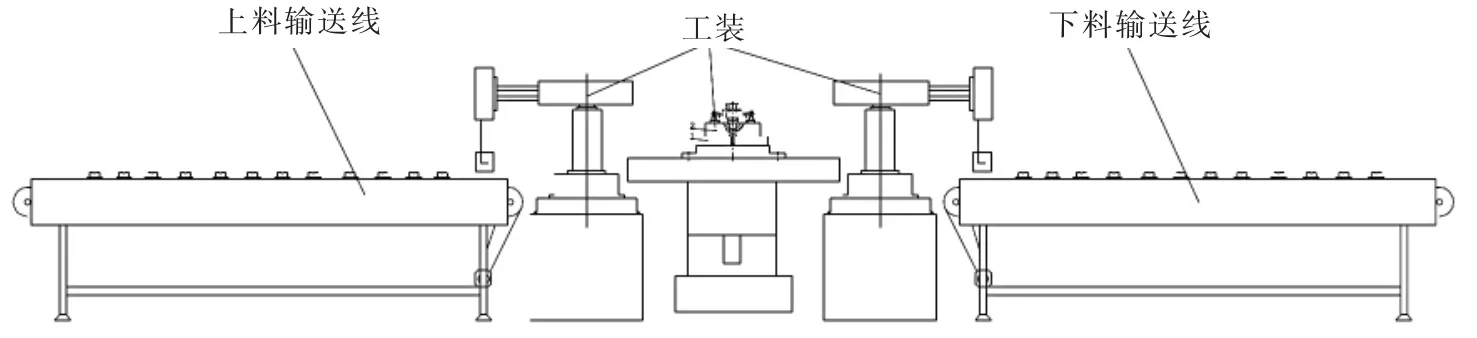
▲图3 铣削生产线
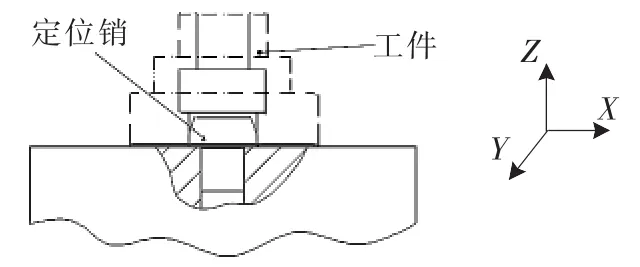
▲图4 定位方案
5 铣削过程
加工设备采用立式升降台铣床,为满足加工要求,对铣床电气控制部分进行了适当改进,使其上下进给和水平进给能通过行程开关接受电气控制。铣削过程为:工件夹紧后,传感器向PLC发出信号,PLC开始控制工作台正向进给,实现铣削,当十字槽的第一个方向铣完后,行程开关被触发,给PLC发出信号,PLC控制工作台下移到规定位置后停止。此时工作台进给机构反向旋转,工作台快速返回,到位后,工作台上移到初始位置。同时,回转台带动工件旋转90°。工作台再进行正向进给,铣刀对十字槽的第二个方向进行铣削。铣削完毕,行程开关再次给PLC发出信号,PLC控制铣床工作台重复上述返回的流程,回到初始位置。同时,回转台反向旋转90°,也回到初始状态,整个铣削过程完成。
6 下料方案
铣削完毕后,旋转推进液压缸推动钩形压板上移并旋转90°,松开工件。下料机械手的手臂旋转到位,下移,卡爪将工件夹紧、上移到位后,手臂旋转到下料输送线的上方,手臂下移到位后,卡爪松开工件,机械手手臂上升,并返回到初始位置,工件则由下料输送线送走。
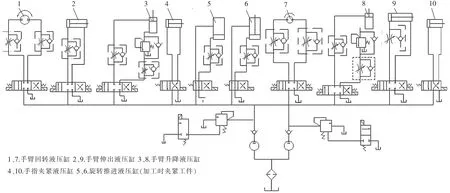
▲图6 液压工作原理
7 控制方案
通常情况下,机械手有气动和液压等不同种类。液压传动相对于气动来说,运行平稳,位置精度高,更适
合于被加工零件的定位,因此在本设计中选用液压型机械手。同时,液压夹紧力大,夹紧可靠,故工件加工时的夹紧方式也采用液压夹紧[3]。整个系统液压传动原理如图6所示,采用双泵供油的方式,一个是小流量泵,一个是大流量泵。在相应回路中,设置单向节流阀给予调速,在手臂升降回路中,为保证运行平稳,还设置了单向顺序阀。图中各换向阀采用电磁换向阀,由可编程控制器控制。当机械手运行到位时,会触发相应的行程开关(图中未画出),行程开关给PLC发出信号,PLC控制相应的电磁阀,从而控制液体流向,使上料、夹紧(便于铣削)、下料等动作有序进行。
8 结束语
该工装采用了工件自动上料、自动定位、自动夹紧、自动下料的方式,实现了工件的自动铣削,生产效率高,且加工质量稳定,较好地满足了生产的要求。
[1]黄健求.机械制造技术基础[M].北京:机械工业出版社,2011.
[2]陈旭东.机床夹具设计[M].北京:清华大学出版社,2010.
[3]谢旭华,张洪涛.机械制造工艺及工装[M].北京:科学出版社,2007.
(编辑 平 平)
TH122
B
1000-4998(2015)10-0082-03
2015年5月
