测量不确定度评定在三坐标测量机中的应用*
2015-11-23张克欣
张克欣
(中国电子科技集团公司第五十四研究所,河北石家庄 050081)
0 引言
三坐标测量机广泛用于机械制造、仪器制造、电子工业、汽车及航空等工业部门,用于测量零件和部件的几何尺寸、形状以及相互位置。用三坐标测量机进行测量时,为了确保尺寸精度的可追溯性,并将其应用于工件尺寸的检验,需要评估测量结果的不确定度。
1 工作原理
三坐标测量机[1]具有空间三个相互垂直的X、Y、Z运动导轨,测量时,把被测零件放在三坐标测量机的测量空间内,测头与零件表面接触,便可获得被测几何型面上各点的坐标尺寸。将这些数据送入计算机,通过相应的软件进行处理,就可以精确地计算出被测工件的几何尺寸和形位公差等。
本文以三坐标测量机测量某一箱体孔径为例,对三坐标测量装置测量结果的不确定度进行相应的评定。
2 测量方法
首先打开气源开关,待气压达到0.6 MPa以上后打开控制开关,再打开计算机。根据提示完成系统复位,进行测头校正,将被测件放置在三坐标测量机的测量平台上并装夹稳固,进入测量系统,建立测量基准,测量孔径,测量完成后输出测量结果。
3 数学模型
D=R式中:D为被测件的孔径,mm;R为三坐标测量机测量孔径的读数,mm。
4 方差和灵敏系数
5 标准不确定度分量的评定
5.1 示值误差引起的不确定度分量u1
三坐标测量机经过校准,并证明符合技术要求[2]。本三坐标的示值误差为(1.8+l/500)μm,l为实测长度,取100 mm。按均匀分布处理,则不确定度分量为:

5.2 测量重复性引起的不确定度分量u2
三坐标测量机对该孔径自动重复测量10次,得到一组测量值,100.002,100.000,100.002,100.000,99.999,99.998,100.000,100.003,100.002,100.001。算术平均值为ˉx=100.001 mm,实验标准偏差为,则测量重复性引起的不确定度分量u2=1.567μm。在程序设计中采用图形化编程、界面简洁、运行可靠,可以快速构建为虚拟仪器,在一般仪器定制成本及采购周期上具有优势。
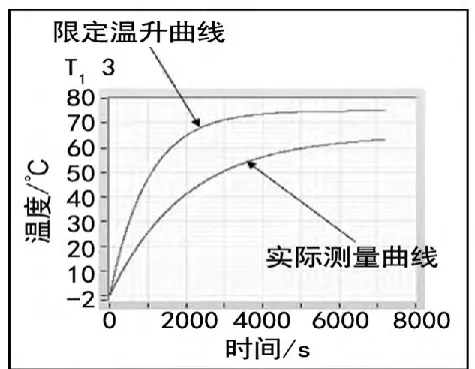
图4 窗口显示

图5 试验温度测量
5 结语
通过该检测系统,可以精确跟踪减速机运行时各个敏感位置的温度变化情况、直观的数据显示,并能保存数据供检查。相对一般的检验方式更加准确,自动化程度高,节约人力物力,更方便进行大批量时的管理。在仪器设备开发中LabVIEW与Arduino平台组合使得开发周期大大缩短,在工控领域具有很好的应用前景。
[1] 梁国伟,陈芳全,林祖伟.基于LabVIEW的串口数据采集的实现及应用[J].现代机械,2009(10):30-31.
[2] 杨继志,郭 敬.Arduino的互动产品平台创新设计[J].单片机与嵌入式系统应用,2012(4):27-29.
[3] 惠 特 (Dale Wheat).Arduino技术内幕[M].北京:人民邮电出版社,2013.
