一种小型自动刷杯器设计与试验*
2015-11-23王军洋朱思洪王恒兵张海军
王军洋,朱思洪,2,王恒兵,张 超,张海军
(1.南京农业大学工学院,江苏南京 210031;2.江苏省智能化农业装备重点实验室,江苏南京 210031)
0 引言
水杯是每个家庭甚至每个人所必备的。水的质量不完全取决于你所取的水源,也取决于水杯的卫生状况。因此把好水杯卫生这一关对提高每个人的饮水质量起着至关重要的作用。现在商家为追求某些审美效果,把杯子制作的细高,杯壁超薄,这样的杯子清洗很困难,尤其是杯子底部的清洗[1]。
水杯的清洗机械一直是研究人员关注的重点,并进行了大量的研究,取得了一些成就。但是,仍存在着自动化程度不高,对杯子型号局限性高和清洗不全面等问题,很难用现有技术将水杯洗净。笔者设计了一种自动化程度较高,便于操作,清洗洁净率大于90%,每个杯子的清洗时间为30 s的刷杯器。
1 总体方案设计
所研制的自动刷杯器总体结构如图1所示,其主要由机架、清洗系统、夹持系统组成。机架由上圆筒、伸缩杆和支撑底座组成,上圆筒和支撑底座之间通过伸缩杆相连接。
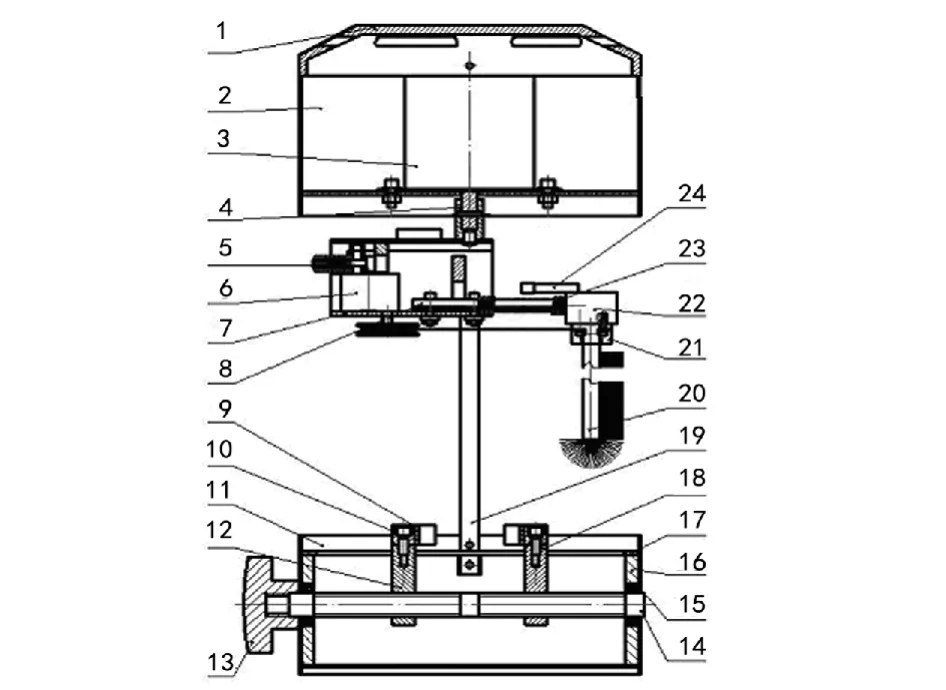
图1 总体结构
图中清洗系统位于中间位置,其核心部件为毛刷杆,一方面毛刷杆在交流电机的驱动下,围绕中心轴作旋转运动,用于水杯内壁的清洗,另一方面步进电机在单片机和光电开关的控制下,驱动毛刷杆沿导轨作径向运动,用于水杯底面的清洗,而毛刷杆径向运动控制系统镶嵌在箱体内部,其在交流电机与步进电机的相互协作下,以线运动成面的原理完成清洗,用毛刷可压缩性特性清洗有一定斜度或曲率的杯壁,同时清洗死角与杯口;夹持系统位于支撑底座内,其核心部件为双向螺杆,两端由深沟球轴承支撑,旋转双向螺杆驱动带有V型块的两个凸形螺纹块同时相向或背离运动,实现水杯的定位与夹紧。
2 关键部件设计
2.1 伸缩杆设计
所设计的机架结构如图2所示,其核心部件为伸缩杆,由固定杆和运动杆组成,其形状和尺寸如图3所示,其中图3(a)为固定杆,图3(b)为运动杆。固定杆固定在底盘上,其上上有销孔;运动杆固定在上盖,运动杆上带有浮动销。运动杆可在固定杆内上下移动,伸缩杆处于伸长状态时,浮动销嵌入销孔中,防止运动杆滑动,方便杯子的安装;伸缩杆处于缩短状态时,运动杆沉入固定杆,保证清洗的稳定性。考虑到杯子和毛刷杆的尺寸,伸缩杆长度最大值应大于杯子高度和毛刷杆高度之和。
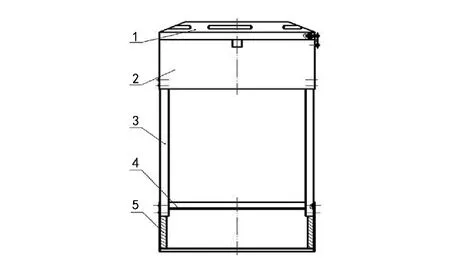
图2 机架

图3 伸缩杆
2.2 清洗系统设计
2.2.1 清洗系统总体方案
所设计的清洗系统如图4所示。刷杆通过其一端的螺纹和异形螺纹块10相连接,异形螺纹块固定在滑块11上,能够在牵引线7的作用下沿导轨5径向运动。步进电机3和塑料导轮6相连,在其控制系统2的指令下,以一定的速度正转或反转。整个清洗系统通过轴套1与交流电机轴相连接,随着电机一起旋转。此外,弹簧12套在导轨上,其两端分别固定在箱体和滑块上,能将滑块推离中心轴线。
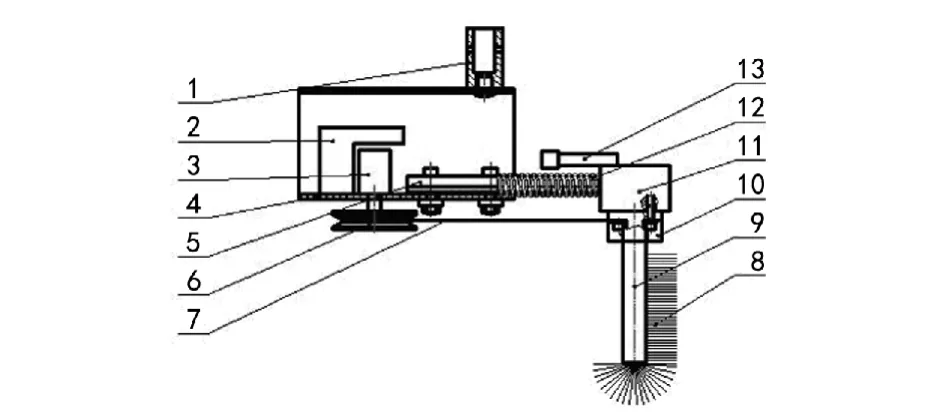
图4 清洗系统总体方案
2.2.2 毛刷杆设计
所设计的毛刷杆如图5所示,其由毛刷和刷杆组成。根据张长杰对不同型号杯子内径和深度所做的市场调研,杯子的高度在40~210 mm之间的居多[2],毛刷杆长度的设计以此数据为依据,取210 mm,考虑毛刷的长度、材质等对清洗效果有很大影响[3],采用塑料制作毛刷,其通过铁丝镶嵌到毛刷杆内。毛刷杆的一端设计成螺纹,方便其与异形螺纹块之间的安装与拆卸。
毛刷上任意一点的运动轨迹如图6所示。以杯子中心O为坐标原点,水平向右为X轴正向,竖直向上为Y轴正向,建立如图5所示的坐标系。设电机逆时针旋转,角速度为ω,则毛刷的位移方程如下:

式中:r为杯子底端半径;β为毛刷上任一点与原点所在的直线和X轴之间的夹角;ω为电机主轴角速度;t为清洗杯子的时间;Vm为毛刷杆向圆心运动的速度;
为了彻底清洗杯底,须满足以下条件:

式中:tm为电机旋转一周所用的时间;L为毛刷的宽度。

图5 毛刷杆
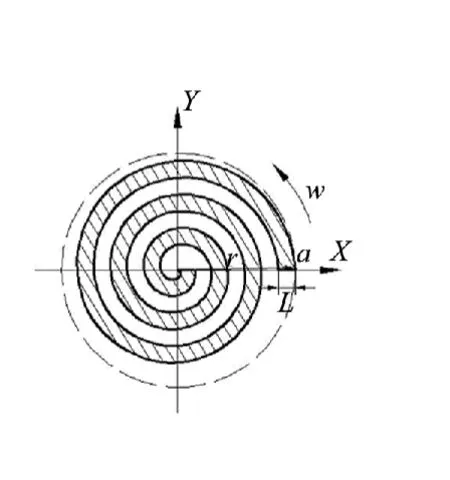
图6 毛刷运动轨迹
2.2.3 交流电机选择
选取60KTYZ型交流电动机作为整机的主动力,其基本参数见表1。

表1 60KTYZ型交流电机基本参数
2.2.4 控制系统设计
所设计的控制系统[4]框图和原理图如图7所示。
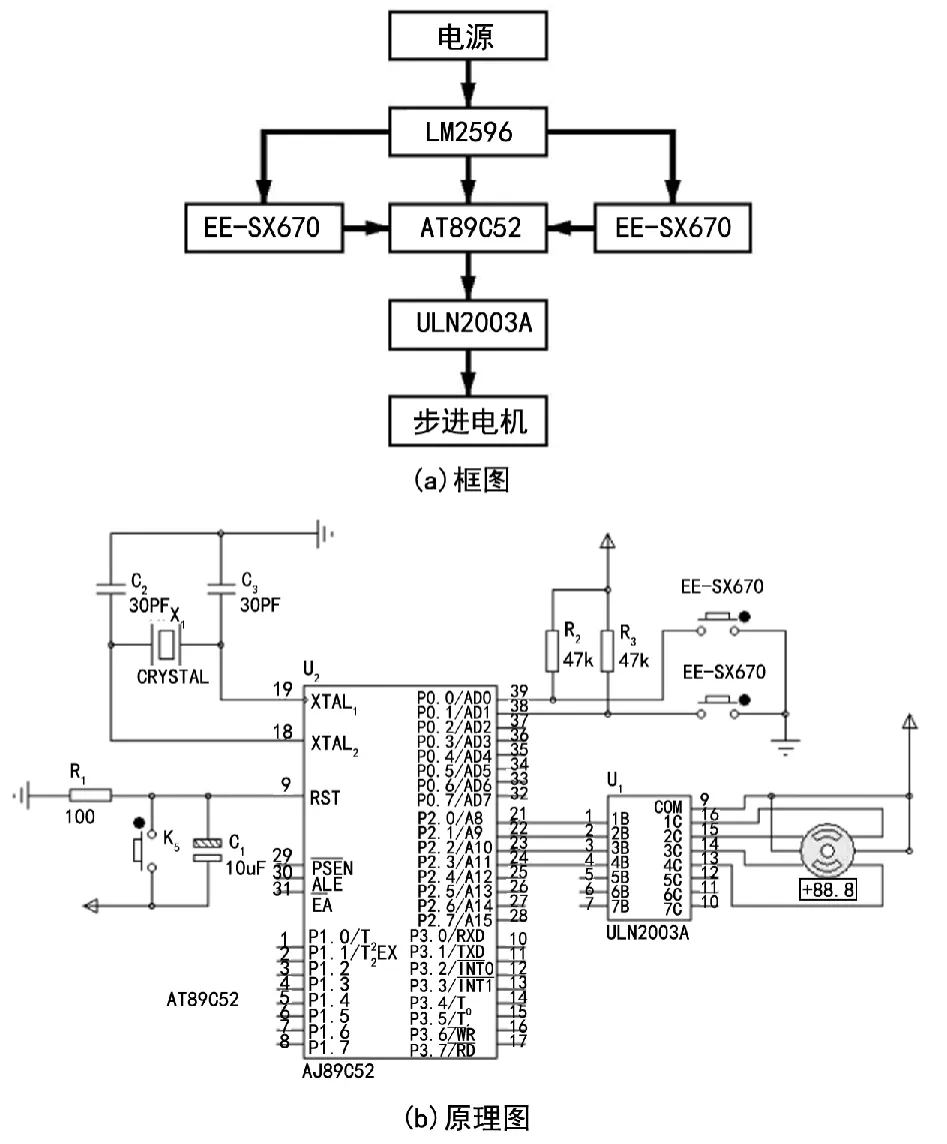
图7 控制系统
其由单片机 AT89C52、光电开关EE-SX670、直流电源、稳压器 LM2596、步进电机和驱动器ULN2003A组成。直流电源经过稳压器稳压后,为AT89C52和EE-SX670提供电能。ULN2003A按照单片机发出的指令,控制步进电机正转或反转。整个控制系统镶嵌在清洗系统的箱体内部,随着清洗系统一起运动。
在控制系统启动之前,刷杆轴线与交流电机轴线相重合,弹簧处于挤压状态。启动控制系统的开关,光电开关1控制步进电机反转,在弹簧的作用下,毛刷杆沿径向运动,靠近杯子的内壁,适当控制毛刷与内壁之间挤压力。开启主开关,交流电机启动,清洗系统开始清洗杯壁。10 s后,单片机自动控制步进电机正转,牵引毛刷杆向杯子中心移动,运用线动成面的原理清洗杯底。当毛刷杆运动到杯子的中心时,遮光片会触动光电开关2,单片机发出步进电机停止旋转的指令,关闭主开关,整个杯子清洗完成。
2.3 夹持系统设计
所设计的夹持系统如图8所示,其主要由把手螺帽,深沟球轴承,凸形螺纹块,双向螺杆,橡胶垫和V型块组成。夹持系统不仅需要保证杯子在被清洗时处于静止状态,还要使杯子的中心轴线和交流电机的轴线相重合,保证杯子的各部分都能得到彻底的清洗。

图8 夹持系统
用胶水将橡胶垫5黏贴在V型块6上,凸形螺纹块3的一端固定V型块,另一端通过螺纹旋在双向螺杆4上,左旋螺纹和右旋螺纹的设计,能使两块V型块同时相向或背离运动,保证杯子的中心轴与电机轴重合。双向螺杆通过深沟球轴承2固定在底座上。通过旋转把手螺帽1可以轻松准确实现杯子的定位和夹紧。

图9 试验样机
3 样机试制与试验
根据上述设计方案制作的样机如图9所示。选择50个形状和清洁度不同的杯子进行了清洗试验,以检验毛刷杆和伸缩杆的适应情况,以及刷杯器的清洗效果。试验结果表明,自动刷杯器工作时,伸缩杆能很好地保证毛刷与杯子接触,杯子的清洗程度在90%以上,平均清洗时间为30 s。
5.3 温度差引起的不确定度分量u3
三坐标测量机与被测件的温度应达到平衡后进行测量[3],但由于存在温度差,温差以等概率分布在±1℃范围内,被测件的线膨胀系数 α=11.5×10-6℃-1,当 L=100 mm 时,三坐标测量机与被测件最大温度差引起的不确定度分量为:
6 合成标准不确定度u c
估计各不确定度分量之间无相关性,则合成标准不确定度 uc=u2(R)=u21+u22+u23,得 uc=2.06 μm。
7 扩展不确定度
查t分布表,按置信概率P=95%,k=2,则U=k×uc=2×2.06 μm≈4.1 μm。
8 标准不确定度一览表
标准不确定度如表1所列。
9 测量结果报告
由三坐标测量机测得的孔径尺寸为:D=100.001 mm,扩展不确定度为:U=4.1μm。

表1 标准不确定度一览表
10 结语
笔者结合三坐标测量机在实际工作中的应用,综合分析了测量过程中的影响量,对测量结果的不确定度进行了评定。给出测量结果的同时给出了测量结果的不确定度,形成了完整的测量报告。
[1] 梁荣茗.三坐标测量机的设计使用维修与检定[M].北京:中国计量出版社,2001.
[2] 张素清.圆度误差测量结果不确定度评定[J].计量与测试技术,2010,37(10):88-91.
[3] 杨雪莉.三坐标测量机不确定度分析与检测能力评价[J].工具技术,2009,43(5):115-117.
