基于PLC焊接摆动器控制系统的设计
2015-11-23邹文昊高鹏远黄俊强
王 信,吕 涛,邹文昊,高鹏远,黄俊强
(1.北京石油化工学院,北京102617;2.北京化工大学,北京100029)
基于PLC焊接摆动器控制系统的设计
王信1,吕涛1,邹文昊1,高鹏远2,黄俊强1
(1.北京石油化工学院,北京102617;2.北京化工大学,北京100029)
针对焊接过程中焊枪摆动的需要,设计了一套以PLC为控制核心,触摸屏为人机交互模块,两相混合式步进电机执行驱动的焊炬摆动控制系统。通过FPWIN GR对PLC编程来实现焊接摆动器所设计的各种功能,满足焊接过程中焊枪摆动的需要。
PLC;触摸屏;焊接摆动器
0 前言
随着焊接技术水平的不断提高,对焊接构件的焊接精度、质量和速度的要求也越来越高[1],焊枪的控制从原来的手动控制变为现在的半自动、全自动控制。在这些自动、半自动焊接中,采用各种摆动器来满足焊接工艺要求。焊接摆动器控制系统因此也各种各样。其控制板从开发周期长、成本低、系统维护困难的各类单片机发展到应用DSP(数字信号处理器)、FPGA(现场可编程逻辑门阵列)、PLC(可编程控制器)等更具优势的控制元件。本研究设计了一种基于PLC与触摸屏的焊接摆动器控制系统,可编程控制器功能强大、可靠性高、容易使用,通过与步进电机及触摸屏的结合,使得用户输入焊接参数更加方便快捷,提高了焊接效率和焊接质量。
1 系统组成
1.1硬件组成
焊接摆动器一般由执行机构和控制系统两部分组成。执行机构包括电机、机械传动机构等。机械传动机构通常采用凸轮连杆传动和丝杠螺母传动两种方式[2]。凸轮连杆传动为钟摆式,因其摆动速度非线性且摆动幅度不能无级调节,在实际应用中局限性太大,不能满足现代焊接的各种技术要求。因此本研究摆动器传动机构采用丝杠螺母传动,驱动元件选用步进电机。
控制系统的核心主控制单元采用松下FPORC32T可编程控制器,其人机交互界面采用松下GT02触摸屏,步进电机驱动器采用MOONS公司的SR3-MINI。FPOR系列PLC是松下公司最新推出的小型可编程控制器,具有超高速运算处理、定位功能充实、大容量程序数据内存、I/O口外设连接充裕等优点,并满足焊接摆动器控制实时性要求。而且体积小,布线简单,工作稳定可靠,外接线路简单,很好地满足了焊接工程的需要。焊接摆动器系统硬件框图如图1所示。

图1 焊接摆动器系统硬件框图Fig.1System hardware framework of welding oscillator
1.2系统工作过程
系统工作时,通过触摸屏将参数直接输入给PLC,PLC将输入的数据转换为脉冲信号,并将脉冲信号传输给电机驱动器,电机驱动器接收进给脉冲,通过脉冲混合电路将其混合为正向或负向脉冲进给信号,通过加减速脉冲分配电路将信号合成为单一方向的进给脉冲,然后通过加减速电路、环形分配器、功率放大器将信号送至步进电机绕组。步进电机接收信号通过传动机构控制焊枪的摆动。电机驱动流程如图2所示。

图2 电机驱动流程Fig.2Motor-driven flow chart
2 控制系统设计
焊接摆动器的另一部分为控制系统,控制系统由松下FPOR系列PLC和松下GT02触摸屏组成。触摸屏用于焊接参数的输入与焊接过程中焊接参数的调节,PLC则将触摸屏输入的焊接参数转换为步进电机需要的脉冲个数和脉冲周期。PLC输出两路脉冲来控制电机的正反转,输出一路控制步进电机脉冲信号,输出一路控制摆动幅度,另输出三路控制电机在左右边界、焊缝中心的停留时间。
2.1摆动模式设计
步进电动机是一种将电脉冲信号转换成相应角位移或线位移的电动机,脉冲频率决定了电动机的旋转速度,改变绕组的通电顺序可以改变电机旋转的方向[3-4]。
焊枪完成引弧后,步进电机正转,焊枪向右摆动,焊枪摆动指定摆动幅度,焊枪达到焊缝右边界。步进电机停止转动,根据焊接工艺要求保持右边界停留时间。右边界停留时间结束后,步进电机反转,焊枪向左摆动,步进电机反转至设定的角度后,焊枪达到焊缝中心。步进电机停止转动,根据焊接工艺要求保持中心停留时间。中心停留时间结束后,步进电机继续反转,焊枪向左摆动,步进电机反转至设定的角度后,焊枪达到焊缝左边界。步进电机停止转动,根据焊接工艺要求保持左边界停留时间。左边界停留时间结束后,步进电机开始正转,焊枪向右摆动,步进电机正转至设定的角度后,焊枪达到焊缝中心。步进电机停止转动,根据焊接工艺要求保持中心停留时间。中心停留时间后,重复上述步骤。
通过控制电机在左右边界及焊缝中心的停留时间,可获得8种摆动模式,具体如图3所示。其中L表示左边界驻留,M表示焊缝中心驻留,R表示右边界驻留,0表示不驻留。
2.2控制系统设计
2.2.1电路设计
整个控制系统的硬件电路主要围绕PLC来构成,硬件电路主要由输入电路和输出电路组成。
输入部分电路是由各种数字量模块、人机交互界面模块、上位机编程模块、电源模块所组成的最基本的外围电路。本研究中电源模块选择新星厂家出产的H100S24V开关电源,实现高电平转低电平的稳定输出。触摸屏5 V电压来自PLC COM口,无需外接电压转换。输出部分电路主要由步进电机驱动模块电路、电机模块电路等组成。步进电机接收的驱动脉冲(CP)信号和方向控制(DIR)信号。PLC的输出引脚Y4连接步进电机驱动器STEP端,此端作为脉冲输入端,PLC的输出引脚Y5连接步进电机驱动器DIR端,此端作为方向控制端。控制系统的各项硬件选好型后,控制系统所要实现的功能通过PLC与触摸屏编程实现,PLC编程采用梯形图编程,简单方便,易于修改,快捷明了。触摸屏程序采用松下自带组态软件编写,主要进行画面编制与地址配给。整体电路只需要解决电压与通讯问题即可运作,部分电气电路设计如图4所示。

图3 八种摆动模式Fig.3Eight kinds of swing mode

图4 部分电气电路设计Fig.4Part of the electrical circuit design
2.2.2焊接输入参数设计
焊接参数通过触摸屏输入,设计参数为:摆动速度0~100 mm/min,摆动幅度±39 mm,左中右停止时间0~5 s。触摸屏界面通过GTWIN软件编写,该软件提供了各种属性的元件开关,编辑时与PLC程序中的元件地址相对应。联合PLC编程,预设5组参数和8种摆动模式,每组参数包含摆动幅度、左中右三点停止时间及摆动速度。通过触摸屏选择调用预设数据即可准确高效的控制焊枪摆动,同时也可以通过触摸屏自定义各项参数在摆动极限范围内获得无级调节。部分触摸屏画面如图5所示。
2.3程序流程图设计
基于需要实现的功能,控制系统的核心部分即为控制程序,流程框图如图6所示。
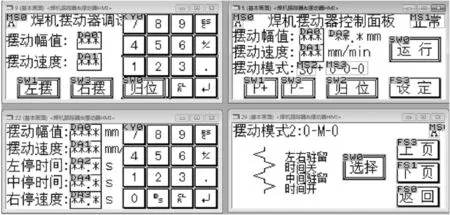
图5 部分触摸屏界面Fig.5Part of the touch screen picture
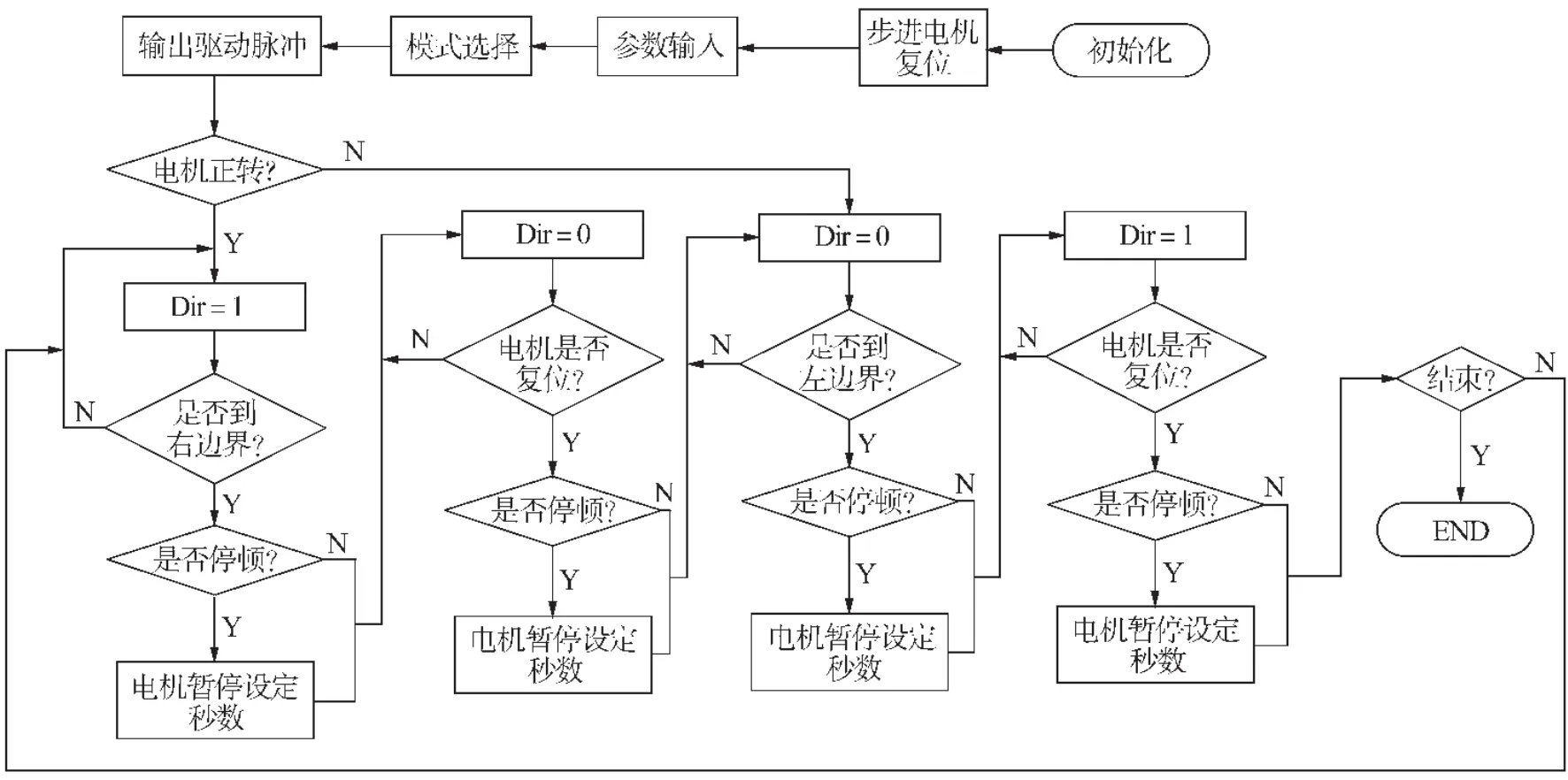
图6 程序设计流程框图Fig.6Programming flowchart
采用梯形图编写程序,松下PLC控制系统梯形图程序通过FPWIN GR编程所得。
3 结论
基于PLC与触摸屏进行焊接摆动器的设计,该焊接摆动器具有定位精度高、抗干扰能力强、人机界面操作方便高效,可以应用于实际生产,前景良好。
[1]郭祖魁.摆动电弧焊缝跟踪技术的研究现状[J].电焊机,2009,39(04):36-38.
[2]蒋爽,姚河清,钱丽娜,等.基于DSP的焊接摆动器研制[J].电焊机,2009,39(10):78-80.
[3]张文明,焦万才,张蓉,等.焊接摆动器PLC控制系统设计[J].电焊机,2003,33(03):25-27.
[4]孙建忠.电机与拖动[M].北京:机械工业出版社,2013.
Design of control system of welding oscillator based on PLC
WANG Xin1,LV Tao1,ZOU Wenhao1,GAO Pengyuan2,HUANG Junqiang1
(1.BeijingInstitute ofPetrochemical Technology,Beijing102617,China;2.BeijingUniversityofChemical Technology,Beijing100029,China)
In order to meet the needs of welding gun oscillation,a welding gun oscillation control system is designed,and its control core is PLC,human-computer interaction module is touch screen and driving element is two-phase hybrid stepper motor.Through the FPWIN GR for PLC programming,this system can achieve the various functions of the welding oscillator and meet the needs of welding gun oscillation during welding process.
PLC;touch screen;welding oscillator
TG435
A
1001-2303(2015)11-0046-04
10.7512/j.issn.1001-2303.2015.11.09
2015-03-10
王信(1990—),男,湖北黄冈人,在读硕士,主要从事数值仿真研究与PLC编程的研究。