无醛大豆基胶黏剂细木工板热压工艺研究
2015-11-18邓腊云王金明陈泽君范友华
邓腊云, 王金明, 陈泽君, 王 勇, 范友华
(1.湖南省林业科学院, 湖南 长沙 410004; 2.炎陵振盛木业有限公司, 湖南 炎陵 412500)
无醛大豆基胶黏剂细木工板热压工艺研究
邓腊云1, 王金明2, 陈泽君1, 王 勇1, 范友华1
(1.湖南省林业科学院, 湖南 长沙 410004; 2.炎陵振盛木业有限公司, 湖南 炎陵 412500)
以热压温度、热压压力、施胶量为影响因素设立正交试验,采用杉木芯板和桉木单板为原料,测试产品的横向静曲强度和浸渍剥离长度,对无醛大豆基胶黏剂细木工板热压工艺进行了研究。结果表明:当杉木板芯厚度为11.5 mm、桉木单板厚度为2.6 mm、热压时间为8 min时,最佳工艺参数为热压温度125 ℃、热压压力1.2 MPa、单面施胶量250 g/m2。各因素对细木工板力学性能和耐水性能影响的主次为施胶量>热压温度>热压压力。
无醛大豆基胶黏剂; 细木工板; 热压工艺
细木工板是利用天然旋切单板与实木拼板经过涂胶、组坯、热压而成的人造板材。由于细木工板产品的资源综合利用率高、质量轻,而且在利用过程中易于加工、尺寸稳定,在室内装饰领域中被广泛应用。目前我国的细木工板产量已经超过1000万m3。现有细木工板主要采用甲醛类胶黏剂生产,随着人们对装饰材料环保性能重视程度的不断提高,游离甲醛释放已经成为消费者选购人造板产品的重要参考指标[1-9]。采用无醛胶黏剂生产细木工板是提高细木工板产品环保性能的有效途径。大豆基胶黏剂无甲醛释放,在国外已经被广泛应用到胶合板的生产。2005年,美国Columbia Forest Products公司将基于聚酰胺—环氧氯丙烷树脂(PAE)改性的大豆胶用于胶合板及地板制造,其产品的耐水性显著提高。该类产品一经问世就迅速得到市场的认可。据北美硬木胶合板与单板协会(Hardwood Plywood & Veneer Association of North America)估计,2010年北美地区使用豆胶制造的硬木胶合板,占胶合板总产量的50%以上[10-13]。大豆基胶黏剂黏度高、水分含量高、胶合强度相对较低[14]。影响细木工板产品质量的关键工序是板芯和中板的胶合工艺。本研究采用大豆胶作为胶黏剂,以杉木板芯与桉木单板的热压工艺为研究对象,测试横向静曲强度和浸渍剥离性能指标来考察力学性能和耐水性能,为生产无醛细木工板提供参考[15]。
1 材料与方法
1.1 试验材料
杉木条产自湖南株洲,宽度40~60mm,长度400~800 mm,经砂光后的厚度11.5mm,含水率8%~12%;桉木单板产自广西,厚度2.6mm,含水率8%~12%;无醛大豆基胶黏剂产自山东临沂,固含量32%~38%,pH值5~7,外观为淡黄色至浅棕色粘稠膏状体,储存期15天,属于单组分胶黏剂。
1.2 试验设备
试验设备有单层热压机(上海人造板厂制造)、力学试验机、空气对流干燥箱、针插式含水率测定仪、电子秤、砂光机等。
1.3 试验方法
1.3.1 制作工艺 将含水率为8%~12%的杉木条经铣齿机铣齿后,于侧面单面涂胶,再在拼板机上进行指接拼板,然后放入带有侧压的热压机进行六面热压。由于杉木含杉木油等成分,热压时需要采用较高温度使其内含的杉木油挥发一部分,以免影响下一道工序的胶合效果。一般采用的热压温度为125~130℃,侧向压力为1.2MPa,表面压力为1.0MPa,热压时间为8~10min。热压后进行修补,并存放7天左右,使含水率达到12%以内。
将厚度为2.6mm,含水率为8%~12%的桉木单板经过均匀施胶后横向贴在杉木板坯的上下两面,常温下预压40~60min,预压压力为0.8~0.9MPa。
桉木单板预压后,必须在6h内进行热压,并且在待热压期间必须上压重物。由于大豆基无醛胶黏剂的固含量较传统的脲醛胶低,水分含量较高,在热压过程中会产生大量高温高压的水蒸气。为了让水蒸气在板坯中有效排出以免产生鼓泡分层的现象,热压加压时间为8min,再缓慢降压到0.2~0.3MPa保压2min后卸板。采用L9(33)正交设计进行热压试验,影响因素分别为热压温度、热压压力、施胶量(见表1)。
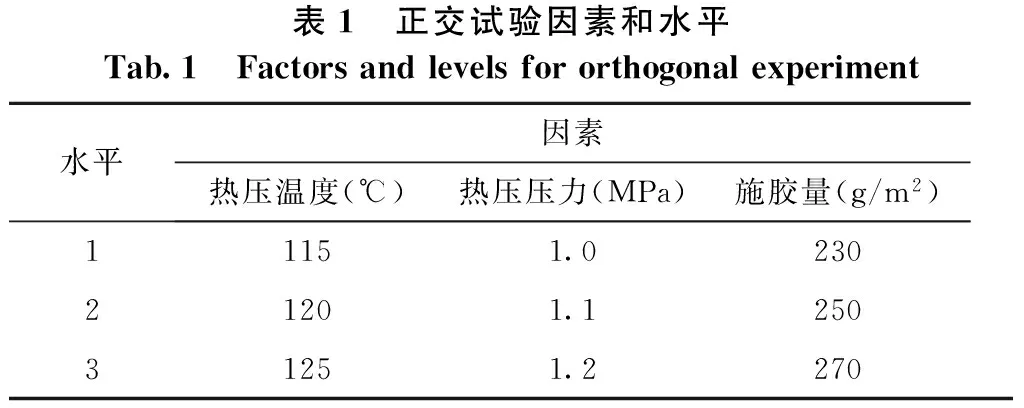
表1 正交试验因素和水平Tab.1 Factorsandlevelsfororthogonalexperiment水平因素热压温度(℃)热压压力(MPa)施胶量(g/m2)11151.023021201.125031251.2270
1.3.2 性能测试 板材热压冷却后,砂光至厚度15.8mm。按照《GBT/5849 — 2006细木工板》标准制取尺寸为208mm×50mm的横向静曲强度检测试件,制取尺寸为75mm×75mm的浸渍剥离长度检测试件。横向静曲强度按照GBT/5849—2006《细木工板》标准进行测试,浸渍剥离长度按照GB/T17657—1999《人造板及饰面人造板理化性能试验方法》中的室内用细木工板Ⅱ类浸渍剥离试验进行测试,即将试件放置在(63±3)℃的热水中浸渍3h,取出后置于(63±3)℃的干燥箱中干燥3h。浸渍试件时应将其全部浸渍在热水之中。
2 结果与分析
正交试验的性能检测结果如表2所示。
2.1 力学性能
横向静曲强度是细木工板产品力学性能的重要指标,在生产实际中发现横向静曲强度与板材的胶合性能有很大关系。表2结果表明:施胶量对横向静曲强度的影响较大,当杉木板芯厚度为11.5 mm、桉木单板厚度为2.6mm时,热压温度为125℃、热压压力为1.2MPa、单面施胶量为250g/m2时的细木工板产品横向静曲强度最大;热压温度对横向静曲强度影响也较大,热压压力对横向静曲强度影响相对较小。大豆胶的黏度高、流动性不佳,施胶的均匀性控制难度较大,说明在生产过程中对施胶工艺的控制非常重要。综合分析得出,当杉木板芯厚度为11.5mm、桉木单板厚度为2.6mm时,细木工板生产的最优化工艺参数为:热压时间8min、热压温度125℃、热压压力1.2 MPa、单面施胶量250g/m2。从极差分析结果可以看出,各因素对细木工板力学性能影响的主次为施胶量>热压温度>热压压力。
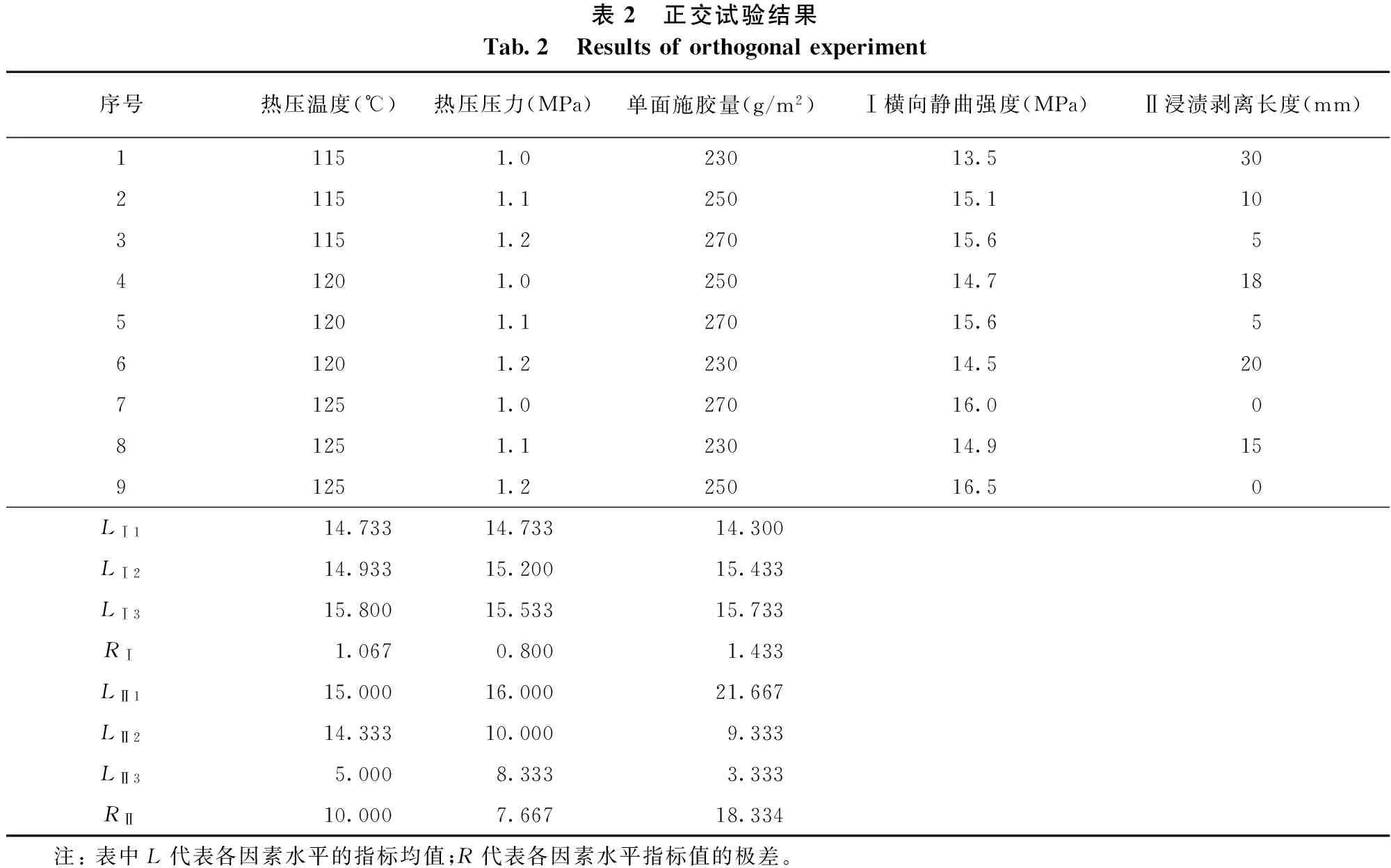
表2 正交试验结果Tab.2 Resultsoforthogonalexperiment序号热压温度(℃)热压压力(MPa)单面施胶量(g/m2)Ⅰ横向静曲强度(MPa)Ⅱ浸渍剥离长度(mm)11151.023013.53021151.125015.11031151.227015.6541201.025014.71851201.127015.6561201.223014.52071251.027016.0081251.123014.91591251.225016.50LⅠ114.73314.73314.300LⅠ214.93315.20015.433LⅠ315.80015.53315.733RⅠ1.0670.8001.433LⅡ115.00016.00021.667LⅡ214.33310.0009.333LⅡ35.0008.3333.333RⅡ10.0007.66718.334 注:表中L代表各因素水平的指标均值;R代表各因素水平指标值的极差。
2.2 耐水性能
耐水性能也是细木工板产品的重要质量指标。大豆基无醛胶黏剂是以豆粕为主要原料,经水解、交联改性后获得的。试验发现,大豆基无醛胶黏剂耐水性能良好,按照室内用细木工板要求进行测试的结果(见表2)表明:在试验9中,热压温度为125℃、热压压力为1.2MPa、单面施胶量为250 g/m2,浸渍剥离长度为0,静曲强度达到了最大值;在试验7中,热压温度为125℃、热压压力为1.0MPa、单面施胶量为270g/m2,浸渍剥离长度也为0,静曲强度则较试验9略低,但施胶量大于试验9。从降低成本出发,试验9的工艺参数最佳。除试验1之外,其他试验的浸渍剥离长度均低于25mm,满足GB/T5849 — 2006对于浸渍剥离指标的要求。各因素对耐水性能的影响与力学性能呈现一致的趋势,影响的主次为施胶量>热压温度>热压压力。
3 结论与讨论
当杉木板芯厚度为11.5mm、桉木单板厚度为2.6mm、热压时间为8min时,最佳热压工艺为:热压温度125℃,热压压力1.2MPa,单面施胶量250g/m2;大豆基胶黏剂黏度较高,施胶工艺的均匀性和施胶量对力学性能影响最大,当施胶量在实验范围内增大时,横向静曲强度会提高,同时浸渍剥离结果也更好;通过实验发现,经过改性后的大豆基无醛胶黏剂,在合理的生产工艺条件下,生产的细木工板具有良好的力学性能和耐水性能,能满足用于室内环境的细木工板的性能要求。
由于在实际生产中会采用不同厚度的原材料,以及不同种类的木材作为原料,热压工艺会随着原材料厚度和种类发生变化。生产中为了提高生产运转速度,需要进一步缩短热压时间。更短热压时间的热压工艺有待进一步的试验确定。
[1] 池永亮.浸渍胶膜纸饰面细木工板生产工艺及影响质量的主要因素分析[J].中国人造板,2014(4):17-21.
[2] 韩彦雪,张求慧,赵广杰,等.大豆基胶黏剂改性的研究进展[J].大豆科学,2009,28(1):164-167.
[3] 吴頔,于志方,刘小青. 无醛大豆胶制备胶合板工艺及性能探究[J]. 林产工业,2012,39(1):15-18.
[4] 张浩,钱付平,朱庆明. 细木工板中甲醛释放特征及规律[J]. 过程工程学报,2012(2):335-339.
[5] 桂成胜,刘小青,吴頔,等.大豆基木材胶黏剂及其产业化应用[J]. 木材工业,2014,28(2):31-35.
[6] 朱一军. 我国细木工板产品质量状况分析[J]. 中国人造板,2014(5):26-28.
[7] 杨越飞,司琳琳,李权. 福建省细木工板产品的质量现状与发展建议[J]. 福建林业科技,2011,38(1):147-149.
[8] 杜安磊,谢力生,唐忠荣.无胶人造板的研究进展与展望[J].中南林业科技大学学报,2012,32(1);130-133.
[9] 张绍明.室内装修中游离甲醛控制措施初探[J].湖南林业科技,2004,31(3):89-90.
[10] Li K, Peshkova S, Geng X. Investigation of soy protein-kymene adhesive systems for wood composites[J].Journal of the American Oil Chemists Society, 2004, 81(5): 487-491.
[11] Zhong Z K,Sun X S,Fang X H. Adhesive strength of guanidine hydrochloride-modified soy protein for fiberboard application[J].Intern J Adhesion Adhesive,2002,(04):267-272.
[12] Liu Y,Li K C. Development and characterization of adhesives from soy protein for bonding wood[J].Intern J Adhesion Adhesive,2007,(01):59-67.
[13] 李娜,谢建军,曾念,等.胶合板用SDS改性大豆分离蛋白胶粘剂的制备及性能[J].中南林业科技大学学报,2012,32(1):88-93.
[14] 杨涛,雷文,王考将. 改性无醛大豆基胶粘剂的研究[J].中国胶粘剂,2009(3):40-43.
[15] 申明倩, 向仕龙, 张昌富,等. 芯板材种与施胶量对细木工板横向静曲强度的影响[J]. 木材加工机械, 2004, 15(3): 11-13.
(文字编校:唐效蓉)
Hot-pressingtechnologyofblockboardbondedbysoy-basedformaldehyde-freeadhensive
DENG Layun1, WANG Jinming2, CHEN Zejun1, WANG Yong1, FAN Youhua1
(1.Hunan Academy of Forestry, Changsha 410004, China;2.Yanling Zhensheng Wood Co.,Ltd., Yanling 412500, China)
Setting up orthogonal test on three factors of hot pressing temperature, hot pressing pressure and adhensive amount, the hot pressing technology of blockboard bonded by soy-based formaldehyde-free adhensive was studied by testing their transverse MOR and impregnation stripping length, with Chinese fir block as the core and eucalyptus veneer as the top layer. The results showed that with thickness 11.5mm of Chinese fir core, thickness 2.6mm of eucalyptus veneer and 8min of hot pressing time, the optimal parameters were 125℃for hot pressing temperature, 1.2MPa for pressure, and 250g/m2for adhensive amount. The blockboard had excellent performances of mechanical properties and hydrolytic resistance. Adhensive amount had the biggest effect on mechanical properties, the pressing temperature effect was less, and the pressure had the least effect.
soy-based formaldehyde-free adhensive; blockboard; hot pressing technology
2014-10-24
2014年度湖南省林产工业建设专项(20140108)。
邓腊云(1982-),男,工程师,湖南省祁阳县人,主要从事木材深加工研究。
TS 653
A
1003 — 5710(2015)01 — 0023 — 04
10. 3969/j. issn. 1003 — 5710. 2015. 01. 006