SiCp/Al复合材料超精密车削切屑形成机制及形成过程模型
2015-11-16葛英飞徐九华杨辉
葛英飞,徐九华,杨辉
(1.南京工程学院机械工程学院,江苏南京211167;2.南京航空航天大学机电学院,江苏南京210016;3.北京航空精密机械研究所,北京100076)
SiCp/Al复合材料超精密车削切屑形成机制及形成过程模型
葛英飞1,徐九华2,杨辉3
(1.南京工程学院机械工程学院,江苏南京211167;2.南京航空航天大学机电学院,江苏南京210016;3.北京航空精密机械研究所,北京100076)
通过观察切屑根部和切屑的形态及金相微观组织,采用细观分析法和金属切削理论分析法相结合,研究、分析了天然单晶金刚石(SCD)和聚晶金刚石(PCD)刀具超精密车削SiCp/ 2024Al和SiCp/ZL101A复合材料时的切屑形成机制,并建立了这两种材料的切屑形成过程模型。结果表明:切屑呈厚度准周期性变化的锯齿状;切削变形时工件材料中微裂纹的动态形成和扩展、剪切角周期变化是形成这种切屑形态的两种主要机制;该材料微观上的不均匀性、材料本身的各种缺陷以及大量不可变形增强颗粒的存在,使得切削时剪切区材料产生大量的微裂纹和微空洞,而其微观组织特性、力学性能特性以及切削时周期性的滑-停现象决定了剪切角周期变化;增强颗粒体分比、切削速度、进给量、刀具刃口半径是影响切屑形成的主要因素。
机械制造工艺与设备;颗粒增强铝基复合材料;超精密车削;切屑形成机制;形成过程模型;微裂纹动态形成和扩展;剪切角
0 引言
虽然关于碳化硅颗粒增强铝基复合材料(SiCp/Al)加工性的研究非常之多,但绝大多数的研究都是在常规方式、常规精度下进行的,研究内容一般仅限于刀具磨损、加工表面质量和切屑形态等,而关于切屑形成机制及其对加工表面质量影响的研究很少,取得的成果非常有限[1-3]。近年来,随着SiCp/Al复合材料在卫星天线和轴承、激光反射镜及惯性导航系统等方面的应用越来越多,其超精密加工技术也得到了越来越多的重视,但总体来说,针对该材料的超精密加工的研究还处于初步阶段[4-10]。目前对于这种材料超精密车削时的切削机理、材料变形行为以及它们与表面形成的关系还很有限。关于复合材料切削加工切屑形成机制方面的研究,目前大多采用爆炸落刀和有限元仿真方法[11-13],且研究内容大多采用基于常规金属切削原理的方法来分析切屑形态及形成机制,而从微观上研究增强相对切屑形成过程的影响则鲜有涉及。
本文通过观察切屑及其根部的微观组织形态,深入分析SiCp/Al复合材料超精密车削时的切屑形成机制,并将超精密切削过程、切屑形成机制与加工表面质量联系起来,从而为选择和设计适合超精密场合应用的该类复合材料提供理论依据。
1 试验条件及方案
1.1 试验条件
使用天然单晶金刚石(SCD)和聚晶金刚石(PCD)刀具对体积分数15%的SiCp/2024Al(粉末冶金制备,平均颗粒尺寸为3 μm)和质量分数0~20%的SiCp/ZL101A(搅拌铸造法制备,平均颗粒尺寸为12 μm)复合材料进行外圆车削。工件材料尺寸为φ25 mm×15 mm,铝合金基体的主要化学成分及刀具几何参数分别如表1和表2所示。机床转速n、每转进给量f和切削深度ap分别为400~1 500 r/min, 3~10 μm/r和5~20 μm,在干切条件下收集切屑。
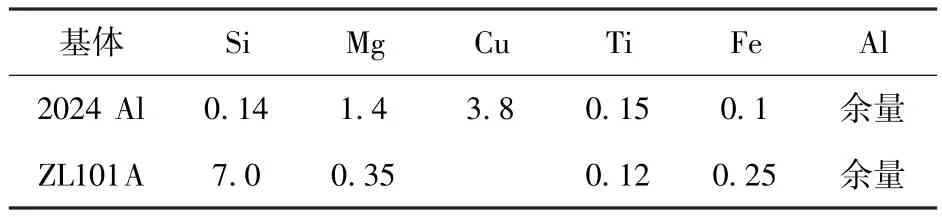
表1 铝合金基体化学成分(质量分数)Tab.1 Main chemical compositions of 2024Al and ZL101A matrix materials(weight fraction)%
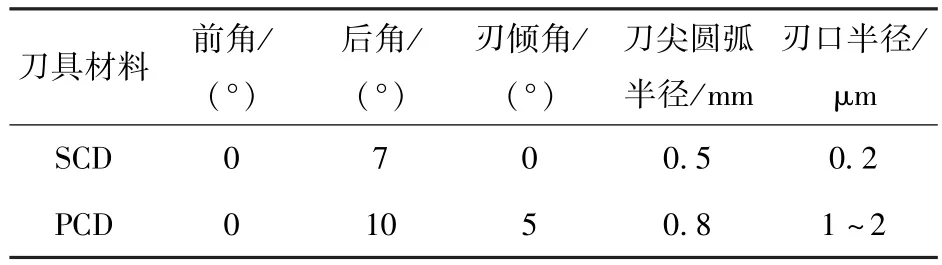
表2 刀具材料及其几何参数Tab.2 Cutting tools and their specifications
超精密车削试验在Nanosys-300型两轴超精密车床上进行,机床主轴转速为10~3 000 r/min,机床系统的测量、控制系统分辨率为1.25~5 nm.切屑经环氧树脂冷镶嵌、抛光,并用2.5 mL HNO3+ 1.0 mL HCl+1.5 mL HF+95 mL H2O溶液腐蚀10~15 s.使用Quanta 200型扫描电镜(SEM)对切屑形态和切屑根部金相组织进行观察和拍摄,显微硬度的测试在HXS-1000A数显显微硬度计上进行。
1.2 试验方案
为研究SiCp/Al复合材料超精密切削的切屑形成机制,需对切屑根部进行研究。由于超精密切削的特殊性,本文采用文献[14]的方法获取切屑根部试样。先在精密机床上精车圆柱形(φ15 mm× 20 mm)试件材料的两端面和外圆,然后在精车后的圆柱面上钻一直径为3 mm的通孔,并在精密线切割机床上沿试件的轴对称面将其切割成对等的两半。分别将这两半材料研磨、抛光,然后用螺栓将这两半材料拧紧。将做好试样安装在超精密机床上,使用金刚石刀具沿结合面做正交切削,此时机床主轴静止,只是刀具沿结合缝处做刨削运动。当形成一定长度的切屑时,突然停车并后缩刀具,此时切屑一般会连在试件上,最后将这两半材料用环氧树脂冷镶嵌、研磨、抛光和腐蚀。试样外形和切屑根部获取示意图如图1所示。
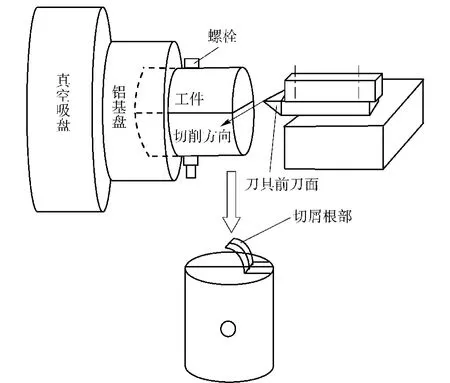
图1 切屑根部获取示意图Fig.1 Schematic diagram of chip root
2 试验结果与分析
2.1 切屑形态
试验表明,在本文所用的切削条件和切削用量下,超精密车削SiCp/Al时切屑一般呈不均匀的锯齿状,准周期的剪切裂纹从切屑自由表面一直延伸至靠近切屑底部的滞流层处,如图2所示,切屑厚度的变化可达80%~100%.

图2 SiCp/Al复合材料典型的切屑形态(ac,max为最大切屑厚度,ac,min为最小切屑厚度)Fig.2 Chip form during ultra-precision turning of SiCp/Al composites(acmax-maximum chip thicknes,acminminimum chip thickness)
2.2 切屑形成机制
2.2.1 微裂纹动态形成和扩展的作用
2.2.1.1 裂纹源及其扩展机制
由图3(a)可看出,在剪切区和切屑中存在大量的微孔洞和微裂纹(如图3(a)中箭头所指),仔细观察这些微裂纹可发现,它们大多在SiC颗粒周围或其附近产生(见图3(c))。对SiCp/Al复合材料,基体本身的晶界、空洞、内部微裂纹、位错,增强颗粒棱角处的应力集中,以及基体和增强颗粒在热应力下由于膨胀系数不同而引起的位错失配应力、界面处的脆性相和杂质、空洞、结合不善等都是裂纹源[12]。由于SiCp/Al复合材料的固有缺陷和其固有特性,造成切削变形过程中不可避免地产生大量微空洞和微裂纹。这些微裂纹随着材料的变形倾向于沿剪切面线性排列,它们的扩展和汇聚导致在切屑自由表面处突发剪切断裂的发生,所以裂纹的动态形成和扩展对该材料的去除和切屑的形成有着重要的影响。
切削时,剪切区的铝合金基体发生弹塑性变形,而SiC增强颗粒阻碍这个变形,当位错攀越SiC颗粒的速度小于切削速度时,就会在颗粒周围形成位错塞积群,当这种位错应力达到一定程度时,在颗粒周围的界面或基体中产生空洞。同时,在切削热的作用下,由于增强颗粒与基体热膨胀系数的差异,在界面处产生位错失配应力[15],从而容易在此处形成微孔洞和微裂纹。此外,切削刃频繁和SiC相互碰撞,使SiC发生断裂破碎或被拔出,这个过程也伴随着微裂纹和微空洞的产生。各种原因产生的上述裂纹在基体中传播,并和基体中原有的裂纹源汇聚、长大。由于微裂纹的存在,剪切区的实际承载面积大大减小,应变在此处集中,当包含大量微裂纹的剪切区材料的剪切应变大于材料的断裂应变时,切屑发生突发剪切并产生部分断裂(图3(b)中箭头所示)。由图4可看出(v为切削速度),正是由于大量SiC周围产生了空洞,它们汇聚、扩展,导致切屑在此处的突发剪切断裂。
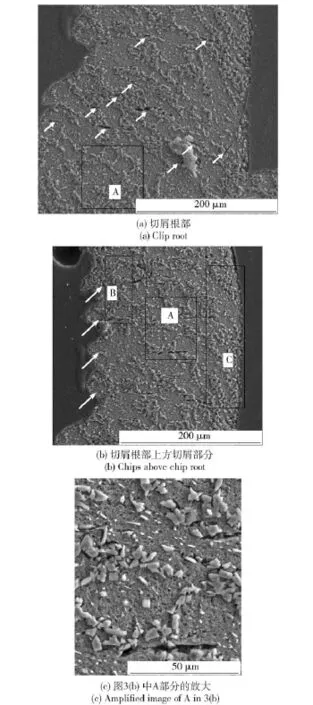
图3 SiCp/2024Al切屑根部(腐蚀后)Fig.3 Chip root of SiCp/2024Al composite(etched)
值得注意的是,在本文的条件下,在裂纹处基本没有发现颗粒的断裂,这一方面是因为试验材料15%SiCp/2024Al的颗粒尺寸较小(平均颗粒尺寸为3 μm),另一方面是因为该材料界面的结合强度小于基体材料和颗粒的断裂强度(基体的断裂强度约为500 MPa,SiC的断裂强度约为2 000 MPa,而界面的剪切强度约为基体的断裂强度的[16].
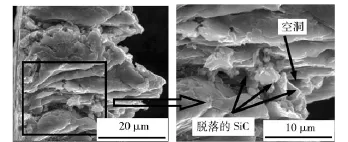
图4 微裂纹和微空洞对切屑形成的作用(v=8.6 m/min,f=10 μm/r,ap=20 μm,SCD刀具)Fig.4 The influences of microcracks and micropits on the chip formation(v=8.6 m/min,f=10 μm/r,ap= 20 μm,SCD tool)
2.2.1.2 微裂纹动态形成和扩展对切屑形态的影响
由图5可看出,SiCp/Al复合材料超精密切削时除了切屑厚度准周期变化外,还发生了剧烈的剪切断裂现象。准周期性的剪切裂纹从切屑自由表面向切削刃方向扩展,并一直延伸到切屑内部深处,从而导致材料在该处的部分断裂,形成一个个近似锯齿的节状切屑。由图5(b)可看出,增强颗粒沿剪切变形方向线性排列,剪切裂纹大多在颗粒聚集处产生,可见颗粒的分布情况对裂纹的形成和扩展有显著的影响。
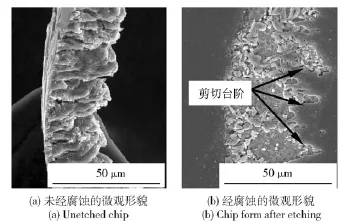
图5 SiCp/2024Al切屑SEM图片(v=39.2 m/min,f=10 mm/r,ap=20 mm,SCD刀具)Fig.5 The SEM chip images of SiCp/2024Al(v=39.2 m/min,f=10 mm/r,ap=20 mm,SCD tool)
值得注意的是,由于材料本身的不均匀性和各种微观缺陷,材料各部分的力学性能相差较大,所以微裂纹和微空洞在切屑材料不同区域产生的数量不一,其形核地点和扩展路径也具有很大的随机性。这就造成在切屑自由表面突发剪切的时间间隔不一致,如图5(b)所示,各个锯齿的尺寸和形状大小相差较大,这说明微裂纹的形成、汇聚和扩展,干扰了锯齿状切屑正常的周期形成过程,在切屑自由表面造成了准周期的突发剪切断裂,从而使得该材料的锯齿形态不像钛合金和镍基合金这些单一金属合金的切屑那样均匀对称(因为这些材料的切屑形成过程中周期性的绝热剪切是主要的机制,而微裂纹的影响可忽略)。可以推断,在切削高体分比的该复合材料时,由于SiC颗粒更多,材料更脆,剪切区形成的微裂纹和微空洞会更多,从而断裂裂纹会从切屑自由表面一直延伸到前刀面,形成节状不连续切屑。
图5还显示,虽然剪切裂纹一直延伸到切屑内部深处,但切屑并没有从剪切裂纹处完全断裂成节状。这有3个方面的原因:1)剪切区内存在的较高的压应力抑制了裂纹的扩展[17];2)切屑和刀具在第二变形区(前刀面处)发生了剧烈的摩擦,切屑底部材料经历了相当大的二次塑性变形并产生了相当高的温度,使得一些裂纹发生机械闭合或焊合(图3(b)中C部分所示);3)一旦材料在切屑自由表面发生剪切断裂,剪切角在很短的时间从最小值转变到最大值[18],从而剪切区的剪切应力和剪应变迅速降低,使得裂纹的扩展被终止。
2.2.1.3 SiCp/Al复合材料超精密切削时材料内部的变形特征
仔细观察图3中材料变形前后SiC颗粒的排列情况可知,未变形材料中SiC的排列呈不规则多边形(如图3(a)中方框A所示),而处于剪切裂纹之间部分的锯齿材料,其上SiC的排列形状仅发生了很小的变化(如图3(b)中方框B所示),由此可知该部分材料在变成切屑的过程中发生了较小和较均匀的变形。而处于剪切裂纹下方与刀具前刀面上方的那部分切屑材料(如图3(b)中方框C所示),其上SiC的排列形状发生了很明显的变化,沿基体材料塑性流动方向线性排列,这说明该部分的切屑材料发生了明显剧烈的塑性变形。通过对切屑中不同部分的硬度测量和分析也证实了这一点,如图6、图7所示,沿切屑厚度AB方向,锯齿内的显微硬度值仅比未变形材料硬度稍高,却比切屑底部硬度小得多;由图7中的曲线CD、EF可知,切屑底部的硬度(A、C点)明显大于第一剪切区中的材料(E点)。由σ=HV/C(其中σ为材料中某点的流动应力,HV为该点的显微硬度值,C为常数)[19]可以推知:切屑底部经历的变形>第一剪切区材料的变形>切屑顶部锯齿部分的经历变形。由此也可推断,切屑在流经前刀面时,在第二变形区经历了剧烈的塑性变形。前期研究表明,超精密切削时在第二变形区的二次塑性变形产生的温度可达505℃[10].
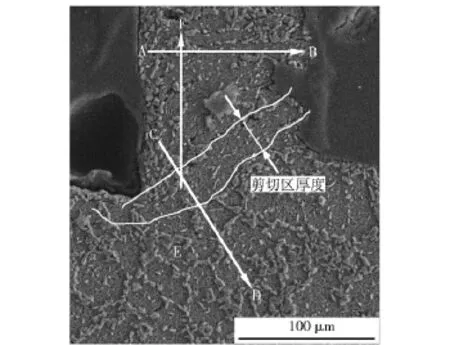
图6 SiCp/2024Al切屑根部各部分材料的显微硬度测试示意图(ap=30 μm,v=4.8 m/min,切削宽度为50 μm)Fig.6 Schematic diagram of micro hardness measurement on the chip of the SiCp/2024Al(ap=30 μm,v= 4.8 m/min,cut width is 50 μm)
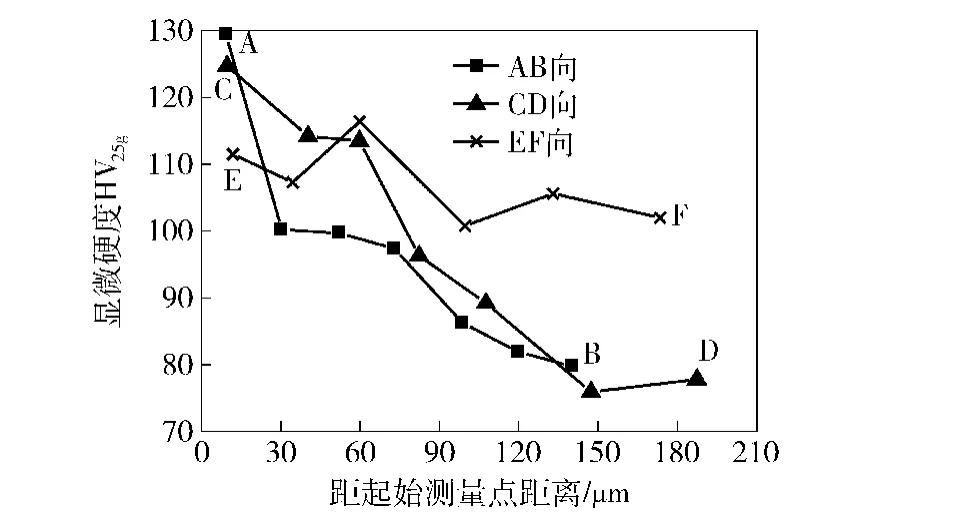
图7 切屑根部各部分材料的显微硬度测试结果Fig.7 The test results of the micro hardness on the chip root
此外,由图6还可看出,由于颗粒的阻碍,基体材料在剪切区的变形不均匀,从而其流线不明显,剪切角也是变化的。
2.2.2 剪切角周期变化及其对切屑形态的影响
2.2.1 节研究表明,微裂纹的动态形成对SiCp/Al复合材料切屑形成过程及切屑形态有着显著的影响。但仅仅微裂纹动态行为的影响还不能完全解释切屑厚度准周期变化的现象,各种原因导致的切削过程中剪切角周期变化是形成这种切屑形态的另一重要机制。
对SiCp/Al复合材料,由于微裂纹的存在,材料具有负应变硬化现象,压缩试验下的真实应力-应变曲线表明应变硬化指数随应变的增大而迅速降低,最后趋近一个饱和值[20]。对于具有这种力学性能的材料,对同一个剪切应力值就存在着两个不同的应变与之对应[21-22],从而容易形成厚度周期变化的切屑形态。而且,由于具有一定三维尺寸的SiC增强颗粒的存在,及复合材料的不均匀性,切削时材料的剪切变形是在一定厚度的剪切区内完成的。因此,由于SiCp/Al复合材料本身的不均匀性和各种微观缺陷,以及剪切区大量微裂纹的存在使得瞬时的剪切应力和剪切面积不断发生变化,使得剪切面的朝向更加不稳定,剪切角不为定值,切削时也更容易形成锯齿状的切屑。超精密切削时,进给量与增强颗粒SiC的平均尺寸在同一个数量级,切削厚度很小,切屑厚度很薄。在这种情况下,SiC周围形成的裂纹和空洞,会很容易扩展至切屑内部深处。此外,在很小的进给量下,切屑厚度对剪切角的变化也越敏感,所以切屑的锯齿状也越明显。
除材料本身特性外,切屑在前刀面上的滑动-粘滞摩擦现象也是促使剪切角周期变化的另一重要原因。在体分比较小(5%~25%)的情况下,SiCp/Al复合材料的塑性较好,切屑与刀具之间存在着紧密型摩擦和峰点型摩擦而以前者为主[23],在前刀面存在的高温、高压下,铝合金基体和刀具很容易发生粘结。此外,SiC颗粒对刀具会造成强烈的磨粒磨损,因此基体材料也很容易镶嵌在磨损形成的沟槽中,这又进一步加剧了彼此粘结的程度,如图8(a)所示。在锯齿形成的初始阶段,切屑以新生的表面抹拭前刀面,造成刀-屑之间的接触面积增大,此时刀-屑开始产生粘结,随着粘结面积的增大,刀-屑摩擦力也增大,当摩擦力增大到足以抵抗前刀面的切向分力时,切屑便不再滑动而层积在前刀面上。在这个过程中,由于摩擦力增大,剪切角不断减小,切削力增大,当沿前刀面的切削力分量增达到能克服刀-屑间的粘结力时,切屑便又开始沿前刀面滑动,此后剪切角又恢复到原来值,如图8(b)和图8(c)所示。

图8 PCD刀具前刀面发生的粘结和切屑的滑动-停留现象(v=78.5 m/min,f=10 μm/r,ap=20 μm,SiCp/2024Al)Fig.8 The build-up edge on the tool rake face and the trace of stick-slip behavior(v=78.5 m/min,f=10 μm/r,ap=20 μm,SiCp/2024Al)
对增强颗粒含量较小的质量分数10%的SiCp/ZL101A复合材料,材料的塑性较好,切削时剪切区形成的微裂纹和微空洞较少,微裂纹对切屑形成的影响较小,从而剪切角变化的两个阶段(Φmax→Φmin,Φmin→Φmax)[24]在所用时间上近似相等,所以其锯齿近似呈对称的抛物线状,如图2(a)所示。而对体分比较高的体积分数15%的SiCp/2024Al复合材料,在它的剪切变形过程中伴随着大量的微裂纹和微空洞,这些微裂纹和微空洞在剪切面沿剪切方向线性排列,它们的扩展和汇聚导致在切屑自由表面产生突发部分断裂,形成一个突出的剪切台阶,因此对该材料,上述剪切角周期变化的后半周期(Φmin→Φmax)是在很短的时间内发生的,从而锯齿上端呈不等腰的三角形,如图2(b)所示。
2.3 切屑形成过程模型
综合上述分析,对体积分数15%的SiCp/2024Al复合材料超精密切削,可以建立如下的切屑形成过程模型,示意图如图9所示:
1)锯齿形成的初始阶段:在材料本身特性和微观组织性能的作用下,剪切面向前方转动(背离前刀面方向),剪切角开始从最大值逐渐减小,从而剪切应力增大、正应力减小(在平面应变状态下,Mises屈服准则[25]为σ2+3τ2=C2),此时在第一变形区开始形成大量微裂纹和微空洞。同时,由于材料具有一定的粘性,切屑和刀具之间开始从滑动转为粘结。在粘滞的过程中,刀具和切屑间的摩擦属于内摩擦,从而摩擦系数增大,这也使得剪切角逐渐减小。
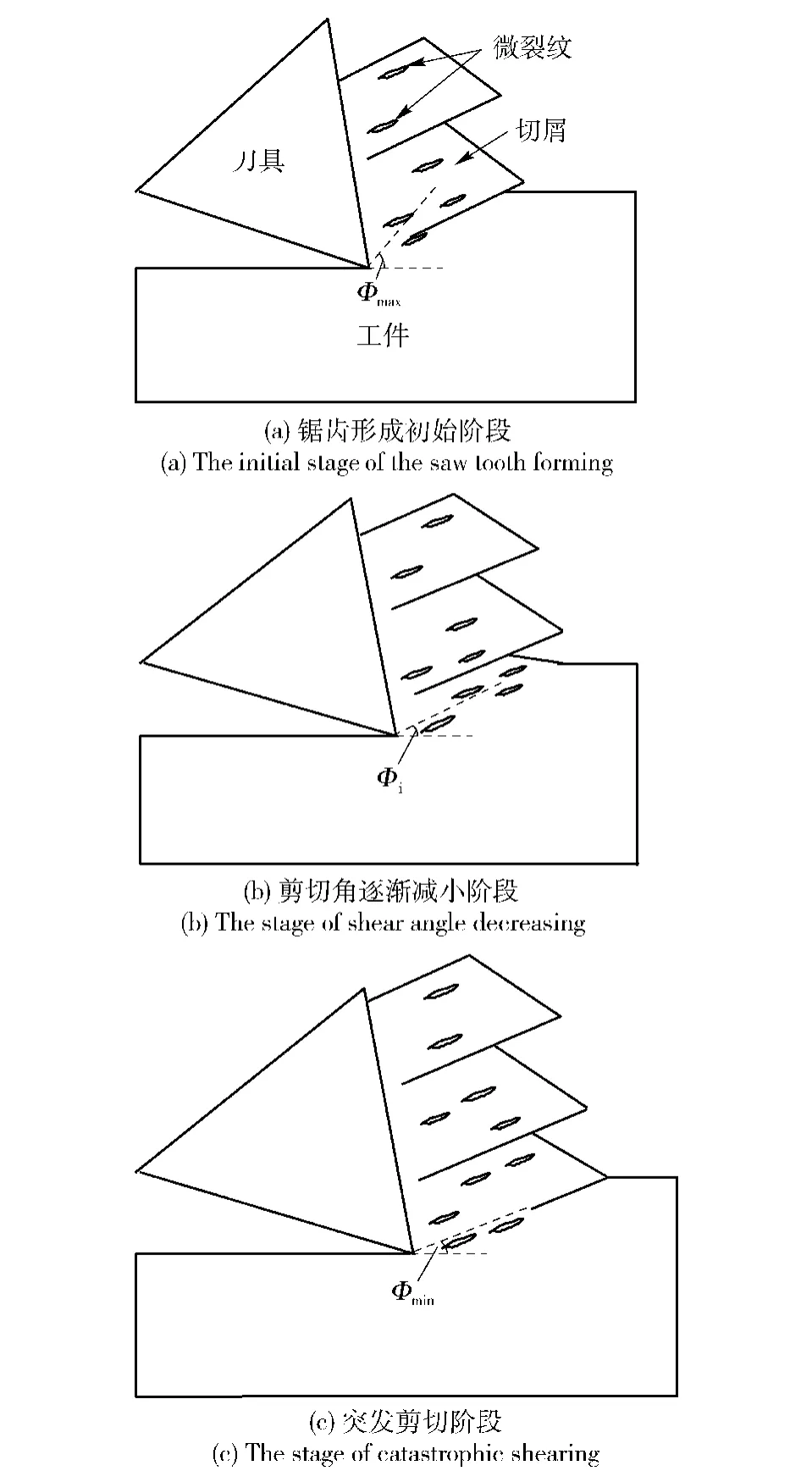
图9 体积分数15%的SiCp/2024Al复合材料切屑形成过程模型(Φmax>Φi>Φmin)Fig.9 The model of chip formation for the 15%vol.SiCp/2024Al
2)剪切角逐渐减小阶段:随着剪切应变和应力的进一步增大,当剪切角减小到一定值,剪切应力足以克服切屑-刀具之间的粘结力时,切屑又开始沿前刀面流动。此时剪切面处的正应力较小,微裂纹和微空洞进一步增多,从而微裂纹开始扩展和汇聚。
3)突发剪切阶段:在微裂纹的影响下,剪切面实际承载面积大大减小,应变在此处集中,当剪切应力增大到接近材料的断裂强度时,由于在剪切面和工件表面交汇处的切屑自由表面的正应力为0,裂纹在该处很快向切削刃处扩展,从而发生突发性的剪切断裂,在切屑自由表面形成一个突出的剪切台阶。但此时剪切面内部仍存在着一定强度的正压应力,使得这种断裂裂纹在延伸一定距离后被中断;另外,发生部分断裂的同时剪切角很快从最小值增大到最大值,剪切应力和应变迅速降低,这也使得裂纹的扩展不能充分进行。一旦切屑发生部分断裂,在多余的切屑形成能的驱动下剪切面迅速向前刀面转动,剪切角在很短的时间内又达到最大值,从而开始下一个锯齿形成的循环。
对质量分数10%的SiCp/ZL101A,由于材料延性较好,能够在高应变率下达到较大的应变。当剪切角从最大值转变到最小值时,材料流动应力达到饱和值[21]。此时剪切区虽然也产生一些微裂纹,但由于它们的尺寸较小、数量较少,不会造成材料的突发剪切断裂;而是主要在最小能量原理的作用下[22],系统自发地通过减小剪切面积来减小切屑形成能,从而剪切面又向相反方向转动,剪切角逐渐增大,形成形状比较对称的锯齿型切屑。
3 讨论
3.1 微裂纹动态形成和扩展对加工表面质量的影响
切屑的形成过程其实也就是切削表面形成的过程。微裂纹的动态形成和扩展对加工表面完整性和切削力、切屑处理有很大的影响,虽然切屑的处理收集很方便,但加工表面质量恶化,如由于颗粒和刀具频繁和剧烈的碰撞而在加工表面形成空洞,以及在加工表面留下切屑碎片和微裂纹等[9]。裂纹形成时,切削力减小,从而平均剪切角增大,有效剪切面积减小,切屑-刀具接触长度减小,裂纹扩展引起应力释放[18]。然而裂纹的扩展引起切削力的波动,特别对不连续切屑(此时增强颗粒体分比较高),这种变化的幅度有时较大,严重时会造成切削系统的不稳定。从切屑形成过程的稳定性及其对加工表面的影响,以及从微裂纹的形成及其对加工表面质量的影响的角度,超精密切削时,应该选择增强颗粒尺寸较小、体分比较低、形状系数较大的复合材料。同时,要选择界面结合强度高、界面缺陷少的复合材料,并且通过选择合适的工艺参数,以尽量减少加工表面微裂纹的尺寸和数量。当然因为切削时增强颗粒不可避免地要和刀具频繁碰撞,颗粒会发生转动、破碎和拔出等现象,在这个过程中也会产生微裂纹和微空洞,所以从这个意义上说,微裂纹在SiCp/Al复合材料切削过程中的产生是不可避免的,即使界面结合达到理想的状态。由于目前绝大多数的SiCp/Al复合材料制备工艺不尽理想,且会在材料中引入各种原始缺陷,所以该材料的切削表面往往存留大量的微观加工缺陷。前期研究表明,要获得粗糙度Ra小于10 nm的切削表面是非常困难的[9]。
3.2 影响切屑形成和切削形态的主要因素
通过上述试验结果和分析可知,由于SiCp/Al复合材料的固有缺陷和其固有特性,造成切削变形过程中不可避免的产生大量微空洞和微裂纹,且剪切角发生周期性波动,从而容易形成不规则或准周期性的锯齿型切屑。增强颗粒体分比、切削速度、进给量、刀具刃口半径是影响切屑形态的主要因素。随增强颗粒含量的增加,切屑中的微空洞和微裂纹的数量也增加,SiCp/Al复合材料切屑形态的不连续性加剧,如图10所示。切削速度较低时,切屑不连续性增强;速度较高时,切屑中微裂纹的数量和扩展深度减小,切屑外形更连续,单个锯齿的宽度也较大,如图11所示。进给量越小,SiC周围形成的裂纹和空洞越容易贯穿整个切屑厚度,切屑整体外形就越细碎;且进给量越小,切屑厚度对剪切角的变化越敏感,所以切屑的锯齿状也越明显,如图12所示。刀具的钝圆半径与增强颗粒SiC的平均尺寸及切削厚度相当时(如使用PCD刀具时),刀具下方的未变形切屑厚度较大,即实际切削深度比名义切削深度小得多,刀具实际前角为负,增强颗粒充当着自然断屑器的作用,刀具大多以挤压和撕裂的方式在去除材料,因此切屑容易折断,不连续性增强,如图13所示。PCD和SCD刀具超精密切削体积分数15%的SiCp/2024Al时的加工表面及表面粗糙度轮廓如图14所示。
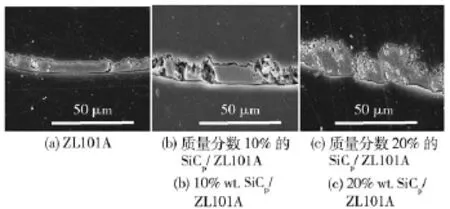
图10 不同增强颗粒体分比下的切屑形态(v= 60 m/min,f=6 μm/r,ap=20 μm,PCD刀具)Fig.10 The effect of volume fraction of reinforcement's on the chip formation(v=60 m/min,f=6 μm/r,ap=20 μm,PCD tool)

图11 切削速度对切屑形态的影响(体积分数15%的SiCp/2024Al,f=10 μm/r,ap=20 μm,SCD刀具)Fig.11 The effect of cutting speed on the chip formation(15%vol.SiCp/2024Al,f=10 μm/r,ap= 20 μm,SCD tool)
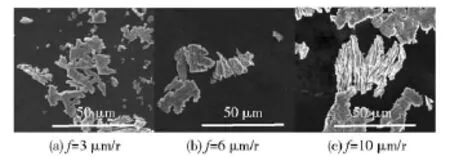
图12 进给量对切屑形态的影响(体积分数15%的SiCp/ 2024Al,v=60 m/min,ap=10 μm,PCD刀具)Fig.12 The effect of feed rate on the chip formation(15% vol.SiCp/2024Al,v=60 m/min,ap=10 μm,PCD)
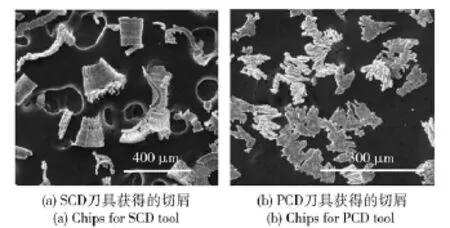
图13 不同刀具获得的切屑形态(体积分数15%的SiCp/ 2024Al,v=78.5 m/min,f=10 μm/r,ap=5 μm)Fig.13 The effects of tool materials and the cutting edge radius on the chip formation(15%vol.SiCp/2024Al,v=78.5 m/min,f=10 μm/r,ap=5 μm)
4 结论
1)超精密切削SiCp/Al复合材料时,切屑呈厚度准周期变化的锯齿状,微裂纹的动态形成和扩展行为和切削时的剪切角周期变化是形成这种切屑的两种主要机制。
2)由于微裂纹的存在,剪切区的实际承载面积大大减小,应变在此处集中,当包含大量微裂纹的剪切区材料的剪切应变大于材料的断裂应变时,切屑发生突发剪切并产生部分断裂。
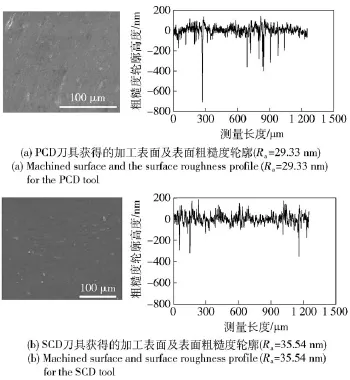
图14 不同刀具获得的加工表面微观形貌对比Fig.14 The effects of tool materials and the cutting edge radius on the machined surface quality
3)SiCp/Al复合材料切削时剪切区具有一定的厚度,并且材料本身特性决定了切削时剪切面的朝向很不稳定。锯齿形成过程中,剪切角从最大值逐渐减小到最小值,最后在微裂纹的作用下,材料发生部分断裂,此后在多余的切屑形成能的驱动下剪切面迅速向前刀面转动,剪切角又达到最大值,从而开始下一个锯齿的形成。
4)由于材料本身的不均匀性和各种微观缺陷,材料各部分的力学性能相差较大,所以微裂纹和微空洞在切屑材料不同区域产生的数量不一,其形核地点和扩展路径也具有很大的随机性,从而造成在切屑自由表面突发剪切的时间间隔不一致。
5)由于增强颗粒的阻碍作用,切屑中不同部分经历的塑性变形程度相差较大,基体材料在剪切区的塑性变形不均匀,从而其变形流线不明显,剪切角不为定值。
(
)
[1]Quan Y M,Zhou Z H,Ye B Y.Cutting process and chip appearance of aluminum matrix composites reinforced by SiC particle[J].JournalofMaterialsProcessingTechnology,1999, 91(1/2/3):231-235.
[2]Lin J T,Bhattacharyya D,Ferguson W G.Chip formation in the machining of SiC-particle-reinforced aluminium-matrix composites[J].Composites Science and Technology,1998,58(2):285-291.
[3]El-Gallab M,Sklad M.Machining of Al/SiC particulate metal-matrix composites part I:tool performance[J].Materials Processing Technology,1998,83(1/2/3):151-158.
[4]Cheung C F,Chan K C,Lee W B.Surface characterization in ultra-precision machining of Al/SiC metal matrix composites using data dependent systems analysis[J].Materials Processing Technology,2003,140(1/2/3):141-146.
[5]Yuan Z J,Geng L.Ultraprecision machining of SiCw/Al composites[J].CIRP Annals-Manufacturing Technology,1993,42(1):107-109.
[6]Hung N P,Tan T C,Zhong Z W,et al.Ductile-regime machining of particle-reinforced metal matrix composites[J].Machining Science and Technology,1999,3(2):255-271.
[7]Cheung C F,Chan K C,To S,et al.Effect of reinforcement in ultra-precision machining of Al6061/SiC metal matrix composites[J].Scripta Materialia,2002,47(2):77-82.
[8]Chandrasekaran H,Johansson J O.Influence of processing conditions and reinforcement on the surface quality of finish machined aluminum alloy matrix composites[J].CIRP Annals-Manufacturing Technology,1997,46(1):493-496.
[9]Ge Y F,Xu J H,Yang H,et al.Workpiece surface quality when ultra-precision turning SiCp/Al composites[J].Journal of Materials Processing Technology,2008,203(1/2/3):166-175.
[10]Ge Y F,Xu J H,Yang H.Diamond tools wear and their applicability when ultra-precision turning of SiCp/2009Al matrix composite[J].Wear,2010,269(11/12):699-708.
[11]Zenia S,Ayed L B,Nouari M,et al.Numerical prediction of the chip formation process and induced damage during the machining of carbon/epoxy composites[J].International Journal of Mechanical Sciences,2015,90:89-101.
[12]Quan Y M,Zhou Z H,Ye B Y.Cutting process and chip appearance of aluminum matrix composites reinforced by SiC particle[J].Journal of Materials Processing Technology,1999,91(1/2/3):231-235.
[13]Monaghan J M.The use of a quick-stop test to study the chip formation of a SiC/Al metal matrix composite material and its matrix alloy[J].International Journal of Fatigue,1996,18(3):213-218.
[14]Arcona C,Dow T A.A new technique for studying the chip formation process in diamond turning[J].Precision Engineering,1996,18(2/3):157-160.
[15]Komanduri R,Brown R H.On the mechanics of chip segmentation in machining[J].Journal of Engineering for Industry,1981,103(1):33-51.
[16]肖伯律,左涛,张维玉,等.高能球磨制备15%SiC/2009Al复合材料的微观组织与断裂行为[J].稀有金属,2005,29(1):1-5.XIAO Bo-lü,ZUO Tao,ZHANG Wei-yu,et al.Microstructure and fracture behavior of 15%SiC/2009Al composite by ball milling[J].Chinese Journal of Rare Metals,2005,29(1):1-5.(in Chinese)
[17]陈剑锋,武高辉,孙东立.金属基复合材料的强化机制[J].航空材料学报,2002,22(2):51-55. CHEN Jian-feng,WU Gao-hui,SUN Dong-li,et al.Strengthening mechanisms of metal matrix composites[J].Journal of Aeronautical Materials,2002,22(2):51-55.(in Chinese)
[18]秦蜀懿,张国定.改善颗粒增强金属基复合材料塑性和韧性的途径和机制[J].中国有色金属学报,2000,10(5):621-630. QIN Shu-yi,ZHANG Guo-ding.Methods and mechanisms to improve ductility and toughness of particle reinforced metal matrix composites[J].The Chinese Journal of Nonferrous Metals,2000,10(5):621-630.(in Chinese)
[19]Li X P,Seah W K H.Tool wear acceleration in relation to workpiece reinforcement percentage in cutting of metal matrix composites[J].Wear,2001,247(2):161-171.
[20]Mondal D P,Ganesh N V,Munechwar V S,et al.Effect of SiC concentration and strain rate on the compressive deformation behaviour of 2014Al/SiCpcomposite[J].Materials Science and Engineering,2006,A 433(1/2):18-31.
[21]Stevenson R.The morphology of machining chips formed during low speed quasi-orthogonal machining of CA 360 brass and a model for their formation[J].Journal of Engineering for Industry,1992,114(11):405-411.
[22]Klamecki B E.Catastrophe theory model of chip formation[J]. Journal of Engineering for Industry,1982,104(4):369-373.
[23]全燕鸣,周泽华.不同颗粒度SiC增强铝基复合材料的切削加工性与适应刀具[J].材料科学与工程,1996,14(4):59-64. QUAN Yan-ming,ZHOU Ze-hua.Machinability of aluminium matrix composites reinforced by different size SiC particles and their applicable tools[J].Materials Science&Engineering,1996,14(4):59-64.(in Chinese)
[24]Komanduri R,Schroeder T A,Hazra J,et al.On the catastrophic shear instability in high-speed machining of an AISI 4340 steel[J].Journal of Manufacturing Science and Engineering,1982,104(2):121-131.
[25]樊建中,姚忠凯,郭宏,等.碳化硅增强铝基复合材料界面研究进展[J].稀有金属,1997,21(2):134-138. FAN Jian-zhong,YAO Zhong-kai,GUO Hong,et al.The interface research status of SiC reinforced aluminum alloy composites[J].Chinese Journal of Rare Metals,1997,21(2):134-138.(in Chinese)
Chip Formation Mechanisms and the Process Model during Ultra-precision Turning of SiCp/Al Composite
GE Ying-fei1,XU Jiu-hua2,YANG Hui3
(1.School of Mechanical Engineering,Nanjing Institute of Technology,Nanjing 211167,Jiangsu,China;2.College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,Jiangsu,China;3.Beijing Precision Engineering Institute for Aircraft Industry,Beijing 100076,China)
Single crystal diamond and polycrystalline diamond tools are selected for ultra-precision turning of SiC particulate reinforced aluminum matrix composites(SiCp/2024Al and SiCp/ZL101A).The appearance and the metallurgical microstructure of chip are observed in order to investigate the formation mechanisms of chip using micromechanics and metal cutting theory analytical methods.The chip formation process models are also established.The results show that a saw-toothed chip with semi-periodic thickness is formed.It is pointed that the dynamic behavior of microcracks and the periodic variation of shear angle are the two main mechanisms for this type of chip.A great number of microcracks and microvoids are produced on this kind of material during machining due to the inherent defects and,non-uni-formity of the materials and the presence of the reinforcement particles.The periodic variation of shear angle is determined by the workpiece microstructure and the mechanical properties and the periodic slipstick phenomenon.Volume fraction of reinforcement,cutting speed,feed rate and tool edge radius are the main factors that affect the chip formation.
manufaturing technology and equipment;particulate reinforced aluminum matrix composite;ultra-precision turning;chip formation mechanism;chip formation process model;dynamic behavior of microcrack;shear angle
TG506.7
A
1000-1093(2015)05-0911-10
10.3969/j.issn.1000-1093.2015.05.022
2014-07-10
国家自然科学基金项目(51275227);江苏省青蓝工程项目(2014年)
葛英飞(1975—),男,副教授,博士。E-mail:yingfeige@163.com
