一种可变位螺栓拧紧装置机构设计
2015-11-04袁付贵刘云飞
袁付贵,杨 涛,刘云飞
(大连豪森设备制造有限公司a.机械设计部;b.电气设计部;c.研发部,辽宁大连 116036)
一种可变位螺栓拧紧装置机构设计
袁付贵a,杨 涛b,刘云飞c
(大连豪森设备制造有限公司a.机械设计部;b.电气设计部;c.研发部,辽宁大连 116036)
针对发动机装配线某些工位上不同位置的螺栓拧紧问题,提出了一种可变位螺栓拧紧装置。为了实现工件的准确定位,设计了发动机的专用夹具。重点描述了拧紧装置和夹具的结构、工作原理。本装置的控制器使用了西门子工控机IPC677,应用其内部软PLC模块对整个系统进行控制,代替了传统PLC,可以稳定可靠地控制夹具完成对工件的定位抬起工作,时序控制可变位拧紧机构在不同位置对螺栓进行拧紧的操作,最后检测本工序是否完成,目前该系统在装配线上运转良好。
可变位拧紧机构;结构设计;夹具设计;软PLC
0 引言
在发动机装配线上,有多个工位是为了完成螺栓的拧紧操作。在这些工位上,往往需要对多个不同位置的螺栓进行拧紧操作。传统装配线上通常采用工人手持拧紧枪移动的方式,但这种方式费时费力,装配效率低。为了节约劳动成本,提高生产效率,某些企业使用可控制拧紧枪的自动拧紧机构完成上述工作,这类机构不但存在定位不够准确的问题,而且由于这种拧紧机构中拧紧枪的后端要连接多条电缆线、数据线等传输线,这些传输线在拧紧机构工作时会发生缠绕,影响自身的使用寿命和整个设备的运转。因此,在发动机装配线上,在一个特定工位上如何实现工件的准确定位、并且完成该工位上工件不同位置螺栓的拧紧工作,是企业提高装配效率,建立自动化装配线需要解决的十分重要的问题。
本文提出了一种动作流畅,操作方便,运行可靠,可提高拧紧工作效率的可变位拧紧机构,同时提出了一种凸轮式抬起定位装置,可以实现工件的准确定位。这两种装置配合使用,可以在特定工位上,实现发动机整体的定位夹紧,并且完成发动机不同位置上螺栓的拧紧工作,大大缩短了装配节拍,是发动机装配工艺的重要突破。
1 工件的装配要求与装配工艺分析
工件的装配要求如图1所示,该工序需要拧紧图1中皮带轮上4个M10的螺钉,皮带轮与曲轴通过这4个螺钉连接,螺钉中心位于φ24±0.3的圆上。曲轴姿态在之前工位已经保证,不在本工位实现,曲轴在本工位已与缸体固定。如果完成半自动装配,首先要设计发动机夹具,使发动机准确定位,其次要设计螺栓拧紧设备,而且还要保证二者的精度之和小于0.3,同时还要考虑在拧紧螺栓时,皮带轮不会发生转动,最后还需要考虑如何在多个位置实现拧紧工作。
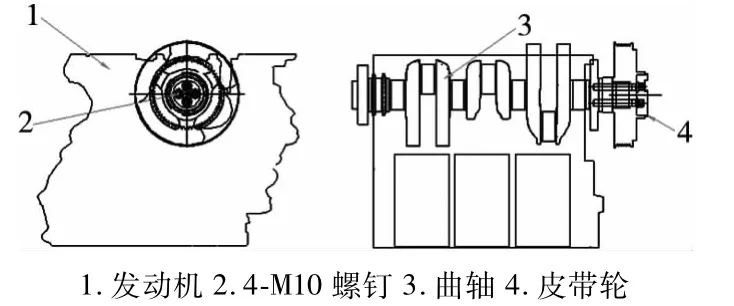
图1 工件装配工序图
通过以上分析,可知该变位拧紧机构的设计难度较大,要保证其装配精度,首先要很好的解决工件的装夹问题。
2 工件定位夹具的设计
传统的抬起定位装置上实现抬起动作的驱动装置为气缸,而采用气缸则存在着以下的缺陷:为了限制气缸的上升高度,需要在抬起定位装置上设置死挡铁,而一旦需要对气缸进行维修甚至更换,就需要重新设置死挡铁,工作量较大。要获得较大的顶升力量,需要采用规格较大的气缸,这样就存在成本高、占用体积大的问题,然而即使采用了规格较大的气缸,仍会存在抬起不稳定。
工件的夹具图设计如图2所示,此夹具的主要组成包括变频电机、驱动轴、凸轮、滚轮连接架和升降板等。升降板上还对称设有距离为320±0.02的两个支撑柱和定位销,定位方式为一面两销定位[1-4]。

图2 夹具简图
当工件随托盘运动到该工位时,抬起定位装置升起,其上的定位销将托盘顶起并定位,可实现工件在该工位的准确定位。
当载有工件的托盘在辊道的输送下运动到夹具上方时,电机工作,带动驱动轴转动,驱动轴带动另一端的凸轮也一并转动。由于凸轮上的凸轮凹槽中嵌有滚轮,因此在凸轮转动的过程中,滚轮的水平高度也会随之发生变化,最终实现驱动升降板的竖直方向运动的目的,而升降板在纵向运动的过程中,设置在升降板下方的导柱会在导套中纵向运动,起到导向的作用。支撑柱对上方的托盘进行支撑,定位销的顶端插入托盘底端的定位孔中,实现对托盘的支撑和定位、托起。这样利用电机的扭矩输出,即可实现定位销的竖直方向运动,以实现定位销对托盘的抬起或放下的动作的转换。
3 变位拧紧装置的设计
图3为变位拧紧机构图,为保证拧紧螺栓过程皮带轮及相关工件能够克服拧紧轴传递的拧紧力,在曲轴的另一侧(安装飞轮侧)增加反力臂装置,旋转工件到位后,推拉气缸将反力臂装置运行到工作位 ,起到克服拧紧力作用[5-7]。
在初始状态下,拧紧枪头对应第一个拧紧位置,操作者控制拧紧枪工作,带动枪管和枪头旋转,将该位置的螺栓拧紧。然后操作者转动手轮,手轮带动外套筒转动,由于内套筒与中套筒之间为偏心的结构,并且中套筒又固定的设置在机架上,因此外套筒转动时,会带动与其直接连接的内套筒以及内套筒中的拧紧枪运动,这样拧紧枪就会在中套筒中做圆弧运动。而拧紧枪和拧紧枪壳体在运动的过程中,设置在拧紧枪壳体下方的滑块就会在滑道内相对滑动,而与在滑块的带动下,随动板也会做出相应的摆动动作,以适应于拧紧枪壳体的位置变化。在运动的过程中,设置在外套筒周围的多个接近开关能够随时检测外套筒的转动角度,进而换算出枪头的运动位置,当枪头运动至第二个拧紧位置时,接近开关检测枪头运动到位,会向控制系统发出信号,控制系统控制定位气缸工作,由于此时与该加工位置相对应的定位孔运动至与定位销相配的位置,因此定位气缸前端的定位销会插入该定位孔,外套筒定位并锁定,此时拧紧枪的枪头准确的对准第二个拧紧位置,操作者只需要控制拧紧枪工作、将该拧紧位置上的螺栓拧紧即可;如此反复操直至所有的拧紧位置上的螺栓都被拧紧。

图3 变位拧紧机构设计
4 控制系统的设计
软PLC是一种基于PC的新型工业控制软件,它不仅具有传统PLC在功能、可靠性、速度、故障查找等方面的优势,而且更有效的利用了PC的其它技术,具有高速处理数据和强大的网络通讯能力,软PLC工作原理如图4所示。
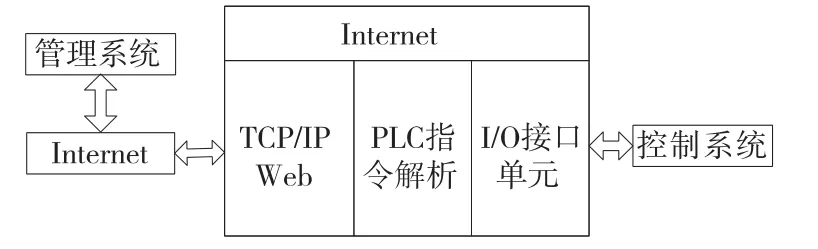
图4 软PLC工作原理图
传统PLC控制系统利用现场总线技术将PLC及现场设备连接起来,通过上位机来对现场PLC状态进行监控,然后再将信息反馈到企业管理层,造成系统耗时较长,通信不便。而软PLC控制系统是通过高效、快捷的网络来实现对现场设备的操作和控制,真正实现了从工厂设备层到企业管理层的直接通讯,使企业管理与现场控制无缝地集成为一体,大大地提高了工作效率和设备运行可靠性。
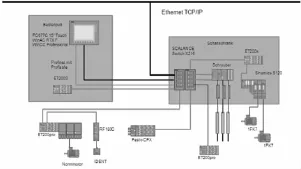
图5 控制系统硬件结构图
模块控制拧紧枪动作,使拧紧力达到预期值。
该工位属于半自动工位,软PLC需要检测工件是否到位,顺序控制工件定位抬起,检测本工序操作是否完成等,流程图如图6所示[8-10]。
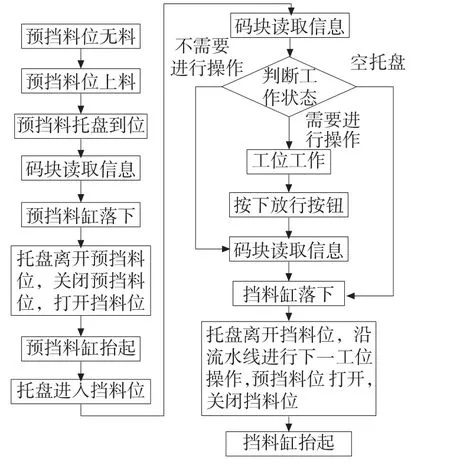
图6 软PLC程序流程图
5 结论
本文针对发动机装配线的一个特定工位,完成了一种可变位拧紧装置的机构设计,实现了对一组不同位置的螺栓进行拧紧操作。该机构操作方便,运行可靠,而且可以避免传输线在拧紧机构工作时发生缠绕的现象。同时,本文提出了同时提出了一种凸轮式抬起定位装置,可以实现工件的准确定位。控制器采用了基于西门子工控机IPC677的软PLC,能够可靠的完成既定动作。整套可变位拧紧装置具有较强的应用价值。
[1]濮良贵,纪名刚,机械设计[M].8版.北京:高等教育出版社,2006.
[2]薛源顺.机床夹具设计[J].北京:机械工业出版社,2001.
[3]吴长江.主轴承盖加工自动线典型夹具分析[J].组合机床与自动化加工技术,2014(4):131-132.
[4]蒋波,赖玉活,李健,等.操纵器盖铣加工夹具设计[J].组合机床与自动化加工技术,2014(9):144-146.
[5]李佳林,杨继新,王德权,等.变速箱生产线物料装配拧紧防错系统[J].组合机床与自动化加工技术,2014(5):151-153.
[6]左建民.液压与气压传动[M].4版.北京:机械工业出版社,2007.
[7]马洪新.装配线上变速器箱体定位夹紧机构的改进与实践[J].制造技术与机床,2009(5):145-147.
[8]刘战术.用于控制锥面磨床人机界面的PLC程序设计[J].组合机床与自动化加工技术,2008(2):90-93.
[9]邓娜.专用深孔镗床上下料机械手PLC控制系统设计[J].组合机床与自动化加工技术,2012(9):76-79.
[10]吴亦峰,侯志伟.PLC及电气控制[M].北京:电子工业出版社,2012.
(编辑 李秀敏)
Structure Design of Position-varied Bolt Tightening Device
YUAN Fu-gui,YANG Tao,LIU Yun-fei
(a.Department of Mechanical Design;b.Department of Electrical Design;c.Department of Research and Development,Dalian Haosen Equipment Manufacture Co.,Ltd.,Dalian Liaoning 116036,China)
In order to complete position-varied bolt tightening on some work stations,the paper proposed a structure design of position-varied bolt tightening device.An engine dedicated clamp is also brought forward so that the engine can possess the accurate position.The paper highlights the structure designing and working principle of the device and the clamp.Moreover,a soft PLC controlling method based on Siemens IPC677 was illustrated which has already taken the place of traditional PLC.It functions stably and reliably to position and rise the work piece in certain order,helps to check whether the job has been done in certain process,etc.The device is functioning well on the assembly line currently.
position-varied bolt tightening structure;structure design;clamp design;soft PLC
TH132;TG65
A
1001-2265(2015)07-0141-02 DOI:10.13462/j.cnki.mmtamt.2015.07.039
2015-01-12;
2015-03-23
辽宁省科技创新重大专项(201408001)
袁付贵(1981-),男,河南周口人,大连豪森设备制造有限公司工程师,研究方向为汽车动力总成智能化装备技术,(E-mail)yuanfugui @haosen.com.cn。
