基于图像处理技术的零件圆度评定研究
2015-11-04余文咏朱世根骆祎岚
余文咏,朱世根,骆祎岚,丁 浩
(东华大学机械工程学院纺织装备教育部工程研究中心,上海 201620)
基于图像处理技术的零件圆度评定研究
余文咏,朱世根,骆祎岚,丁 浩
(东华大学机械工程学院纺织装备教育部工程研究中心,上海 201620)
采用图像处理技术实现对零件中的圆形特征进行非接触式测量。该系统通过CMOS镜头采集被测零件,进行灰度变换、中值滤波,采用Canny算子提取边缘,然后利用最小二乘法对被测零件中的圆形特征进行拟合,计算得到最小二乘法拟合圆,同时采用最小二乘法评定被测零件的圆度。实验结果表明,所提出的图像测量方法测量误差小,能够满足被测零件的一般精度测量要求,适用于测量精度不高的在线测量和接触式测量方法无法完成的测量任务。
图像处理;图像预处理;非接触测量;最小二乘法
0 引言
随着现阶段工业技术的迅猛发展,机械零部件的生产方式也呈现出高精度、高速度、自动化的发展趋势。传统的接触测量方法速度缓慢,测量精度也不够高,而且该测量方法需要与零件接触,可能会对零件的表面产生划痕[1]。
近年来,数字图像处理技术不断发展,基于数字图像的在线检测技术在工业自动化生产中越来越受到大众的关注。图像检测技术作为一种新兴的应用科学,它具有非接触、速度快、操作简单、信息量丰富等诸多优点,在制造加工业中具有广泛的应用前景[2-3]。
目前,某种纺织零件生产批量大,零件小,对于圆形孔检测比较困难。传统的检测方法以离线的投影法为主,这种生产方式不能适应现阶段的工业流水线生产模式,而且检验的精度也对工人的技能要求较高。本文以该批量式生产的零件中的圆形特征为例,对圆形特征进行测量,同时对圆度进行评定。检测思路为:首先,采用CMOS镜头获取被检测零件图像,对其图像进行预处理、滤波及边缘检测处理,提取被测零件的轮廓,针对其轮廓的圆形特征采用最小二乘法进行拟合,求出圆形工件的尺寸。然后以最小二乘法图像轮廓进行圆度评定,最后给出评定结果。
1 系统整体结构构成
系统框架结构分为物理硬件和图像处理分析软件。
1.1 硬件结构
检测系统的硬件主要包括工作台、CMOS摄像头、光源、图像采集卡与计算机。系统的整体如图1所示。其工作过程为:将被测零件平放在平台上,LED灯光从底部发出的平行光使被测零件产生阴影轮廓,CMOS摄像机和图像采集卡将被测零件图像采集到计算机中,计算机软件采用灰度变换、平滑滤波、图像分割等算法实现图像预处理,然后提取相应的被测零件轮廓进行分析判断。
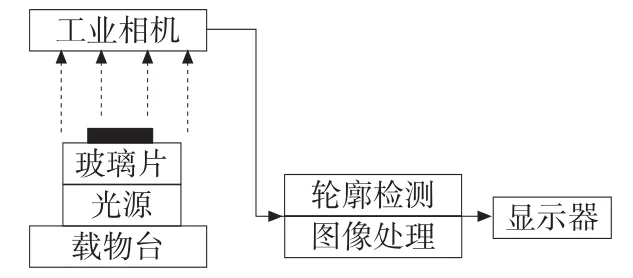
图1 硬件结构
1.2 系统应用软件组成
系统软件按照图像处理的流程进行,主要包括图像滤波、边缘轮廓的提取、尺寸检测、圆度判断、显示和输出等几个模块。其系统流程图如下图2所示。

图2 图像处理流程
2 图像预处理
由于获取的原始图像中通常含有各种各样的噪音和畸变,大大影响了图像的质量[4]。因此,首先应对原始图像进行图像预处理,将图像中感兴趣的特征有选择地突出,为下一步特征提取与分析做好必要的准备。
2.1 图像灰度变换
由于摄像机采集的被测零件图像是彩色图像,为了提高计算速度需要在数字化时要进行灰度处理。结合人眼对颜色的敏感度原理,故采用加权平均法,即

式中,ωR、ωG、ωB分别为颜色分量R、G、B所对应的权重;Y为灰度图对应点的像素值。
由于人眼对绿色的敏感度最高,对红色的敏感度次之,对蓝色的敏感度最低,因此使ωR>ωG>ωB,将得到较合理的灰度图像。一般常用的参数设置为ωR=0.30、ωG=0.59、ωB=0.11时,得到灰度图像的像素值为256级[5]。
2.2 图像滤波
在获取图像的过程中,由于受到摄像机,周围环境等影响,会使图像受到噪声污染。噪声的产生是随机的,大小和分布也没有规则。而图像滤波就是为了减小或者消除这种噪声,使图像达到检测的要求。
图像平滑处理的方法根据其噪声本身的特性进行选择。在空间域中采用邻域平均来减少噪声。而在频率域中噪声频谱通常表现在高频段,可以采用低通滤波方法来减少噪声[6]。
本文采用中值滤波进行图像预处理。中值滤波是最简单的非线性滤波,其基本思想是将一个奇数个像素点的模板窗口与原图像(见图3)逐个重合,然后读取模板下各个像素的灰度值,将灰度值进行排序,最后取该序列的中值来代替模板重心像素点的值[7]。滤波后的图像如图4所示。
图3 原图像
图4 滤波后的图像
2.3 图像二值化
对图像进行降噪后,需要将背景与被测零件分割开,提取出被测零件的图像。
照明系统按其照射方法可分为:背向照明、前向照明、同轴光照明和漫反射照明等。其中,背向照明是被测物放在光源和摄像机之间,它的优点是能获得高对比度的图像。前向照明是光源和摄像机位于被测物的同侧,这种方式便于安装。同轴光的形成即通过垂直墙壁出来的变化发散光,射到一个使光向下的分光镜上,相机从上面通过分光镜看物体。连续漫反射照明应用半球形的均匀照明,以减小影子及镜面反射[8]。
本文采用的是背光照明系统,这种光源照射虽然使被测零件的表面特征有丢失,但是被测零件的轮廓边缘被很好的保留了下来,而且被测零件与背景之间的灰度分布也比较均匀,有利于采用阈值法对图像二值化,如图5所示。

图5 二值化图像
2.4 亚像素边缘检测
亚像素边沿检测最早由Hueckel提出,现在常见的有插值、几何矩、空间矩、正交空间矩、Zernike矩、最小二乘拟合、曲面拟合、小波变换等多种检测算法。
本文主要采用基于插值的亚像素边缘定位技术,因为这一技术易于理解并且算法简单。其计算原理如下:首先采用传统的边缘算子(如sobel,canny)对边缘进行像素级的粗定位,然后利用边缘点的二阶导数值为零这一特点,在边缘点两侧的某一小领域内取点(一般3~4个点,若点过多通常会导致定位不准确),利用这几个点的梯度值进行插值计算,求解插值基函数中的未知参数,最后求该函数的最大值点,即一阶导数的零点[9],那么这个点就是边缘的亚像素位置。
图6为采用Canny边缘检测算子对二值化的数字图像进行边缘检测后的整数级的边缘图像,从图中可以看到获取的边缘清晰连续,结果较为理想[10]。图7为基于canny边缘算子对灰度图像进行插值计算后获得的亚像素边缘图像。
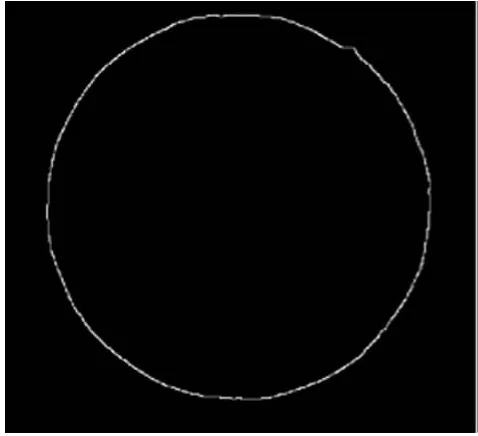
图6 canny边缘图

图7 亚像素边界点
2.5 最小二乘法
当得到的亚像素边缘点位置后,采用最小二乘法拟合得到圆方程,即可求出精确的圆心和半径等参数。设半径为r,圆心坐标为(x0,y0),则圆方程为:
3 零件检测与结果分析
3.1 系统标定
在数字图像中处理的对象都是像素,但是要转化成被测零件的实际尺寸,需要计算出实际尺寸与像素值之间的比例值。因此,要先测量零件的实际尺寸W,然后求出零件被相机拍摄后数字图像中所占的像素数N,最后计算出该比例值K,即K=W/N。K表示一个像素所对应的实际尺寸。由于标定过程中也会引入误差,为了去掉系统误差,采用多次标定法来确定比例系数K。实验证明,被测零件的实际尺寸和对应的像素个数之间满足下列关系:

式中B为测量中的系统误差。通过多次标定即可确定K和B的值,这样就可以去除系统误差对测量精度的影响了。
3.2 测量计算与结果分析
采用最小二乘法对获取到的圆形边缘进行拟合计算,得到圆心坐标(x0,y0)。遍历圆形边缘离散点(xi,yi),计算这些离散点与圆心之间的距离。圆度即为最大距离与最小距离之差。如图8~图10所示。

图8 离散点

图9 最小二乘法拟合

图10 圆度计算
采用CMOS测量法与千分尺对5mm的被测零件分别进行10次测量,表1为两种方法的测量数据。如表1所示。

表1 测量数据
从表中的数据可以计算得出:经过10次测量,用千分尺测量时被测零件的平均半径D1=2.47955,方差=0.000116914,均差=0.010812673;用CMOS测量法测量时该被测零件的半径平均值D2=2.47741219,方差=1.31854E-05,均差=0.003631171。图像处理结果与实际千分尺测量结果误差相差小于0.005mm,半径相对误差小于-0.2%。
4 结束语
本文以线性CMOS作为图像传感器,结合图像处理技术,可以对微小零件进行快速的圆的尺寸与圆度测量,克服了传统需要离线进行投影检测的工序,且保证了测量结果的精度。
该系统使用图像传感器代替目视检测,实现了非接触式测量,不会受到被零件的尺寸限制,能够应用在很多传统测量方法不方便测量的环境中。[参考文献]
[1]赵秀锦,候学晖.图像处理在零件检测中的应用[J].微计算机信息,2008,24(8):306-307.
[2]朱铮涛,姚钦,任涵文.基于图像处理的液晶保护屏玻璃板在线尺寸检测[J].组合机床与自动化加工技术,2010(3):55-58.
[3]陈向伟,王龙山,刘庆民.图像技术在微小零件几何尺寸测量中的应用[J].工具技术,2005,39(8):86-89.
[4]赵永涛.基于CMOS的机械零件尺寸测量研究[D].西安:西安工业大学,2010.
[5]阮秋琦.数字图像处理学[M].北京:电子工业出版社,2001.
[6]宋志刚.利用数字图像处理技术检测锥螺纹[D].长春:吉林大学,2004.
[7]黄志辉,龙赛琼,张利,等.基于图像处理技术的机械零件小孔径尺寸测量方法[J].计算机测量与控制,2006,14(5):592-593,606.
[8]万好,肖尧先,李伟光.基于机器视觉的发动机气门入模状态检测[J].机电工程技术,2014,43(4):7-11.
[9]李帅,卢荣胜,史艳琼,等.基于高斯曲面拟合的亚像素边缘检测算法[J].工具技术,2011,45(7):79-82.
[10]张少军,艾矫健,李忠富,等.利用数字图像处理技术测量几何尺寸[J].北京科技大学学报,2002,24(3):284-287.
(编辑 李秀敏)
Study on Roundness Assessment of Circular Partsw ith Image Processing
YUWen-yong,ZHU Shi-gen,LUO Yi-lan,DING Hao
(College of Mechanical Engineering,Engineering Research Center of Advanced Textile Machinery Ministry of Education,Donghua University,Shanghai201620,China)
Image processing technology is used to measure circular feature in the inspected part.The image of a circular parts is captured by CMOS camera lens,treated by gray-scale transformation and median filtering.The edge of the image is extracted with Canny.And the circle curve is fitting by least square.At last,the radius and roundness of curve is calculated.Experimental results indicate that the error of thismeasurementmethod is suitably small and it can suffice for the requiring of ordinarily measurement precision,and it is applicable for some on-linemeasurementw ithout requiring of high precision.And it is also applicable for themeasuring task in which the contactmeasuring methods are noneffective.
digital image processing;image pre-processing;non-contactmeasurement;least squares
TH162;TG506
A
1001-2265(2015)07-0074-03 DOI:10.13462/j.cnki.mmtamt.2015.07.020
2014-11-06;
2014-12-22
余文咏(1987-),男,湖北仙桃人,东华大学硕士研究生,研究方向为数字图像处理;通讯作者:朱世根(1963-),男,浙江义乌人,东华大学教授,博士研究生导师,研究方向为金属成型与强化,(E-mail)sgzhu@dhu.edu.cn。
