连续通过式摆床抛丸清理机应用
2015-11-04赵佰连李柏松
赵佰连,李柏松,刘 勇
(潍柴动力股份有限公司,山东潍坊 261061)
连续通过式摆床抛丸清理机应用
赵佰连,李柏松,刘 勇
(潍柴动力股份有限公司,山东潍坊 261061)
连续通过式摆床抛丸清理机是单体缸盖铸件毛坯清理生产线中的关键设备。主要介绍了其构成、结构特点、工作原理、性能特点,并总结了其投产后的使用效果。
摆床抛丸清理机;轧制M n13;抛丸器;分离器
1 摆床抛丸清理机设备构成及主要结构特点
1.1摆床抛丸清理机设备构成
摆床抛丸清理机主要由摆床体、进出件装置、丸砂回收分离供给补充系统、除尘系统、驱动装置、气控装置、电控系统、非标钢结构等组成(见图1~图3)。
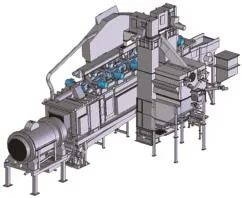
图1 摆床抛丸清理机设备示意图
1.2设备主要结构特点
(1)摆床及抛丸室(见图2)
多角形截面槽体有利于通过的铸件毛坯充分翻转,最大可能的使铸件的所有表面受到丸料的抛打,两端采用迷宫式密封,有效防止丸料向外飞溅。
内衬护板采用可更换的轧制Mn13钢板拼成,由简单的夹板固装在摆床体上,具有使用寿命长,便于安装、固定、调整、更换等特点。此外,内衬护板上有开孔,便于丸料回收。
摆床的外圆面装配两个圆型轨环,安装在四个耐磨塑料支撑滚轮上,在前端的下侧固定耐磨塑料托轮组,以防止倾斜摆床沿轴向移动,结构简单、支撑可靠。
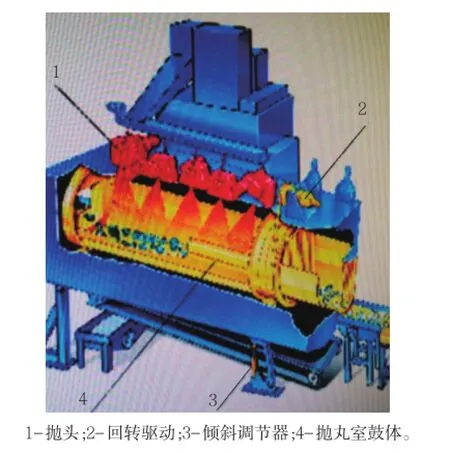
图2 摆床抛丸清理机设备的主要结构特点
(2)抛丸器(见图2)
抛丸器采用悬臂离心式结构,具有抛射速度高、抛射量大的特点,能够显著提高抛丸效率。经过计算机的三位动态模拟设计,抛丸器布置在室体的顶部,顺序排列,铸件通过抛射区后,可以达到抛丸器最大的效率。
(3)驱动、倾斜装置(见图2)
床体的摇摆动作由等扭矩、可连续变频调速、冲击小的减速电机驱动,动力的传输采用安装在床体圆周上的滚子链条完成。床体的前端有两个升降丝杠,由减速电机驱动,可实现倾斜角度调整,方便易行。
(4)丸料循环系统(见图3)
抛丸器的供丸闸门为气控阀控制,与其配套的电动推杆用于丸量的调整。螺旋输送机、皮带输送机、振动输送筛分机、斗式提升机等组成丸料回收系统,收集抛丸后产生的丸料混合物。分离系统由主双磁选分离器和副磁选分离器组成。分离系统将丸料混合物中的合格弹丸分离出回用。丸料补给装置将新的丸料补充消耗掉的丸料,这就保证了供丸系统中有足够的丸料量,补充信号是由料斗料位计传送来的。
(5)进件与出件
纵向进件振动输送机为通过式摆床供件,其安装在弹簧上,由免维护振动电机驱动,内衬采用轧制Mn13钢板、低噪音设计。出件是通过旋转倒丸滚筒,内衬采用轧制Mn13钢板制作,开孔并焊有板条用来漏丸和翻转工件,滚筒的旋转速度根据工件的外形、倒丸的难易和产量由变频器调节。
(6)其它
周边增设隔音罩,降低设备对周边环境的噪音影响。除尘器采用高压气脉冲布袋式、沉降室与过滤室集成技术,过滤效率高、占地面积少,系统中尘粒经过多次沉降,延长了除尘布袋的使用寿命。电控系统采用西门子彩色触摸屏、PLC输入,编程采用FUP,用户界面采用WinCC Flexible设计,装备调制解调器和TS适配器以便于今后的远程维护。
2 设备的工作原理及性能特点
2.1设备的工作原理
冷却后的单体缸盖毛坯经机械化输送,连续加入本设备的纵向进件振动输送机,为通过式摆床供件。毛坯铸件连续进入摆床内,并在摆床的推动下边翻转边向前输送,同时安装在摆床顶部的抛丸器抛出高速弹丸抛打在工件表面。最后清理完好的毛坯铸件经设备尾部及出料滚筒倒丸后输出到后续设备。
抛出的弹丸、工件上的落砂及碎铁渣等经回收系统收集过筛后,由提升机提升到带风选双磁选分离器中进行分离,清洁后的弹丸再分配给抛丸器循环使用。输送机、抛丸室及分离器等处产生的含尘空气经扁布袋除尘器过滤处理,净化后的空气排入大气中。
2.2设备性能特点
(1)清理工艺先进
抛丸清理是现今最先进的铸件表面清理工艺,其原理是利用抛丸器抛出的高速弹丸清理或强化铸件表面,同时还能对铸件进行部分落砂和除芯,它不仅能清除铸件表面氧化皮和粘砂,同时也是铸件后续处理及质量检查前不可缺少的准备工序,也是发现铸件表面缺陷的必不可少的工艺手段。
(2)便于调整,适时满足造型线生产节拍要求
单体缸盖铸件毛坯利用全自动静压造型线大规模生产,最大生产率800件/h,铸件毛坯品种改变会引起造型线生产率的改变,要求该设备的表面处理能力也相应变化。
根据进料振动输送机上的控制门检查铸件毛坯的通过量,调整该设备抛丸室体的倾斜角度、摆动频率及摆动范围和抛丸器的抛丸量可以设置多种运行模式以供选择,适时满足造型线的生产率,确保整个抛丸区域毛坯均布和合适的抛丸量。
(3)符合清理线的设计要求
单体缸盖铸件毛坯从造型线落砂机捅箱落砂出来后,经机械化输送和冷却、浇注系统及出气针清除后,直接连续进入该设备,经该设备抛丸表面清理后自动输送出,期间铸件不落地、不增加其它转运过程。
(4)满足铸件毛坯表面清理要求
我公司WD、WP、226B等系列内燃机配置的单体缸盖铸件毛坯对角线最大尺寸298 mm,单件带砂及浇冒口余根质量28 kg。
该设备允许铸件毛坯最大对角线尺寸850 mm,最大通过量25 t/h,铸件最大单件质量150 kg,确保铸件毛坯表面粘砂及氧化皮的抛丸质量。
(5)耐磨件使用寿命长
与铸件毛坯接触的设备面充分考虑了抗耐磨、抗冲击、无焊缝组装等合理化设计,皆采用轧制高锰钢材料制作内衬,且抛丸区无运动部件。
3 使用效果
(1)铸件毛坯表面清理过程中翻滚轻柔,无机械损伤,且翻滚彻底、均布,抛丸连续、无死角,表面清理效率高、质量好;
(2)全自动化运行,操作工仅需选择运行模式、定时巡视运行状态、进行维护保养,员工的劳动强度很低;
(3)适时选择最合适的运行模式,避免抛丸器(总功率450 kW)一直满负荷运行,相对降低了生产成本及功率消耗,设备运行至今安全可靠,开动率大于98%;
(4)设备周边无颗粒飞溅、空气质量达标,距离设备2.5 m外的噪音小于85 dB(A),对车间工作环境的影响很小;
(5)室体内衬使用寿命大于18 000 h,且外表美观、便于调整与检修。
[1] 王春波.28GN履带式抛丸清理机[J].中国铸造装备与技术,2002(2) .
[2] 罗志清 .DISA公司DV2-450抛丸清理机的应用[J].中国铸造装备与技术, 2004(6).
The Application of Through Continuous Type Bed Shot Blasting Cleaning Machine
ZHAO BaiLian, LI BaiSong, LIU Yong
(Weichai Power Co.Ltd., Weifang 261061, Shandong, China)
The key equipment for single cylinder head casting blank cleaning production line, an imported straight through type shot blasting cleaning machine has been mainly introduced with its composition, structure characteristics, working principle and performance characteristics and with the effect of using in the production also summarized.
Blast cleaning;Put the bed;Rolling Mn13;Shot blasting machine;Cleaning separator
TG234;
A;
1006-9658(2015)01-0024-03
10.3969/j.issn.1006—9658.2015.01.007
2014-09-22
稿件编号:1409-665
赵佰连(1963—),男,高级工程师,主要负责铸造设备的设计及维护工作.
