渐开线螺旋齿轮成形磨削砂轮的修整*
2015-11-03王晓飞李志峰王高勇高卫红
王晓飞,李志峰,王高勇,高卫红
(陕西理工学院机械工程学院,陕西汉中 723000)
渐开线螺旋齿轮成形磨削砂轮的修整*
王晓飞,李志峰,王高勇,高卫红
(陕西理工学院机械工程学院,陕西汉中 723000)
针对渐开线螺旋齿轮磨削加工要求,对磨削螺旋齿轮的砂轮进行研究。基于螺旋面形成的基本思路,得出直母线作螺旋运动形成的渐开螺旋面方程,建立了渐开线螺旋齿轮的数学模型。提出了通过MATLAB软件编程计算磨削砂轮轴向截形的方法。根据截形数据,提出了通过CNC砂轮修整器修整砂轮的方法,对砂轮进行数控修型。用修整好的砂轮对渐开线螺旋齿轮进行数控成形磨削加工。计算结果表明磨削法与其他方法相比可显著提高螺旋齿轮的齿形精度和表面质量,提高磨削效率。
螺旋面;渐开线螺旋齿轮;成形磨削;轴向截形;砂轮修整
0 引言
渐开线螺旋齿轮由于其诸多特点逐渐在机械传动中得到广泛应用。与常用的渐开线齿轮加工方法相比成形磨削是一种高精度、高效率、低成本的硬齿面齿轮精加工方法,成形法磨削渐开线螺旋齿轮时齿轮的精度由成形砂轮的轮廓精度决定[1-2],如何修整出高精度的砂轮廓形精确地加工出渐开螺旋面是齿轮成形磨削研究的重要内容之一。
本文以解析几何和齿轮啮合原理为基础,首先建立螺旋齿轮磨削过程中砂轮和螺旋齿轮的数学模型及砂轮回转面与螺旋齿轮螺旋面之间的空间接触线方程。然后通过MATLAB软件完成方程式的计算得到砂轮截形。最后利用CNC修型技术对砂轮截形进行精密计算和数控修整,实现螺旋齿轮的精密磨削。实验验证采用成形磨削技术可以显著提高螺旋齿轮的齿形精度和表面质量。
1 建立渐开线螺旋齿轮磨削加工数学模型
1.1 渐开螺旋面的方程式及法线方程式
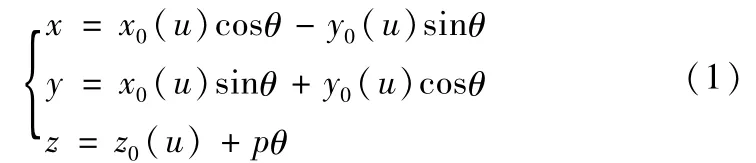
假设在空间有一固定坐标系(O-x,y,z),曲线Γ绕z轴等速转动的同时又沿z轴等速移动,这种运动称为螺旋运动,此时曲线Γ在空间形成的轨迹曲面就是螺旋面[3],如图1所示。根据矢量回转公式,右旋螺旋面的方程式可以表示为:
螺旋曲面上任意一点M(x,y,z)的法线方程为:


图1 渐开螺旋面的形成
图1中有一条既与半径为rb的圆柱面相切又和此圆柱面上螺旋参数为p的螺旋线相切的直母线EH,它和端截面的夹角α等于圆柱上螺旋线的升角γ,此时直母线EH作螺旋运动形成的就是渐开螺旋面[3]。夹角α和基圆半径rb的关系式为:

直母线EH在起始位置与圆柱相切于x轴上的E点,令动点H到E点的距离为参变数u,则直母线的方程式为:

将(4)式代入(1)式,得到右旋螺旋面的方程式为:
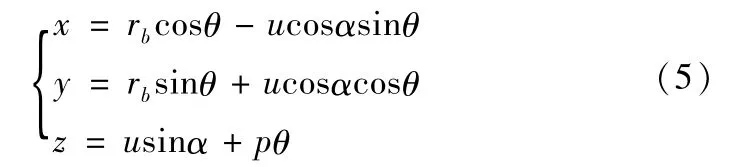
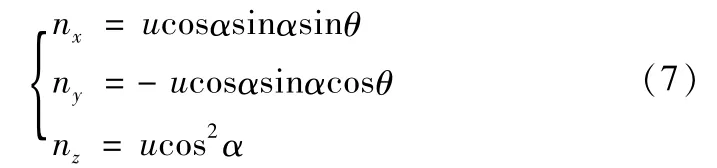
对式(5)中的参变量u求偏导:

代入式(2)得到右旋渐开线螺旋面法线方程式为:

由u与θ的关系式可知,θ为正值时u是负值,得到直母线在基圆柱切点E以下的点形成的右侧渐开线;θ为负值时u是正值,形成左侧渐开线。
1.2 砂轮回转面与工件螺旋面的接触条件式
图2所示为用砂轮刀具回转面加工螺旋面工件时二者的相对位置关系。如果砂轮回转面是已知的,并且已经加工出工件螺旋面,则在砂轮与工件相对运动的任一瞬间,总有一条相切的接触线存在于两表面之间,并且接触线的位置在空间固定不变,砂轮回转面由接触线绕砂轮轴线回转形成;工件螺旋面由接触线绕工件轴线作螺旋运动形成[5-7]。

图2 用砂轮加工螺旋面
如图2,取(O-x,y,z)为工件坐标系,(O'-X,Y,Z)为砂轮坐标系。这两个坐标系的变换关系为:

砂轮加工时,螺旋面上的接触条件式为:

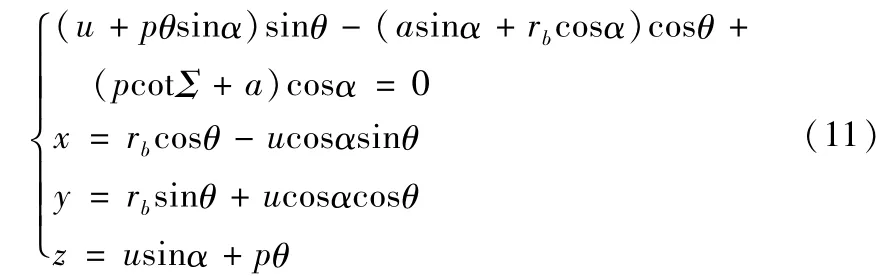
将式(5)和(7)代入(10)并联立(5)式,得到直母线EH作螺旋运动形成的渐开螺旋面与砂轮的接触条件式为:
1.3 砂轮回转面的轴向截形方程式
接触线绕砂轮轴线回转得到砂轮回转面。通过坐标变换式(9)将接触线变换到坐标系(X,Y,Z)中,就能够得到砂轮回转面的轴向截形方程式为:

式中,u—参变数,动点H在E点以上时u值为正;θ—参变数,它表示母线从起始绕z轴转过的角度;p—齿面螺旋运动参,;pn—齿面螺旋运动导程,;β—齿轮分度圆螺旋角;∑—砂轮轴线和工件轴线间的夹角,∑=90°-β;a—砂轮轴线与工件轴线间的最短距离。
2 MATLAB求解实例
计算成形砂轮轴向截形时会出现非线性方程和三角超越方程等复杂的关系式,因此需要选择合适的数值计算方法。MATLAB软件自带的函数命令能够实现对各种方程的求解,可以精确的算出结果。
例如要磨削mn=12mm,Z=15,β=30°,αn=20°,砂轮直径为D=300mm的渐开线螺旋齿轮。
将例子中的数据代入式(8)中,用MATLAB中subplot命令编程可画出如图3所示的渐开线螺旋齿轮端面截形。
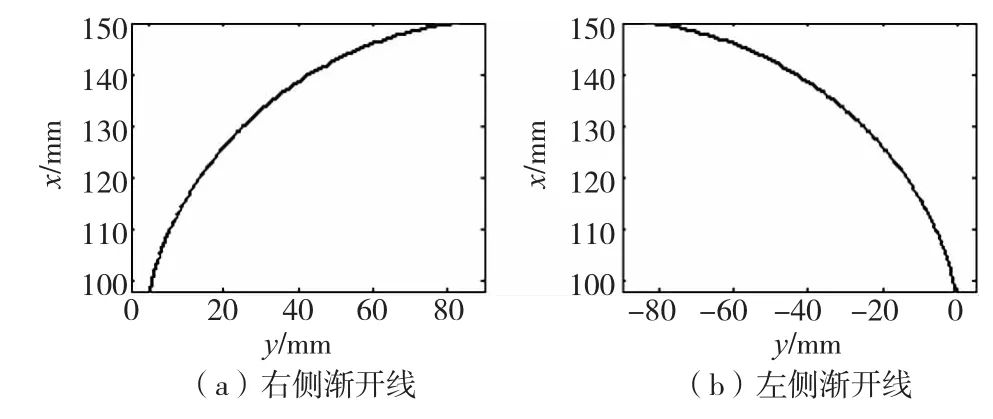
图3 渐开线螺旋齿轮的端面截形
接触线方程(11)是关于参变数u与θ的超越方程,利用MATLAB中的fsolve命令求解超越方程式的数值解[8]。给定θ的取值范围后,每一个θ值都有一个对应的u值,将θ值和u值代入方程式(5),得到渐开线螺旋齿轮的坐标值(xi,yi,zi),由坐标变换式(9)得到砂轮的坐标值(Xi,Yi,Zi),最后代入砂轮轴向截形方程式(12),可得右侧渐开线形成螺旋面时砂轮的轴向截形图4a。当左右两侧渐开线同时做螺旋运动时,可得图4b所示砂轮截形图。

图4 砂轮轴向截形
3 砂轮修型过程
图5所示为配备CNC砂轮修整器的螺纹磨床传动结构,用此磨床对渐开线螺旋齿轮实施精密加工。工作时,砂轮修整器的金刚盘与砂轮分别由各自的进给电机进行驱动,砂轮修整器的安装底座与砂轮头架为一体。金刚盘在V轴进给电动机与W轴进给电动机的驱动下,经丝杠传递实现金刚盘沿砂轮径向(V方向)和轴向(W方向)的直线进给运动,完成砂轮的修型[9]。

图5 砂轮修整器结构示意图
砂轮修整器对砂轮的修型过程如图6所示。以砂轮宽度对称中心线为界分为左侧母线BCD与右侧母线B'C'D'。砂轮左右两侧母线分别由砂轮修整器左右两侧金刚盘修整。左右两侧金刚盘处于零位时的位置分别在F点和F'点。开始修型时左侧金刚盘按照F→A→B→C→D→E→F的路线修整砂轮左侧母线BCD段,左侧金刚盘回到零位后右侧金刚盘按照F'→A'→B'→C'→D'→E'→F'的路线修整砂轮右侧母线B'C'D'段,待右侧金刚盘回到零位后便完成砂轮的一次修型[10-11]。
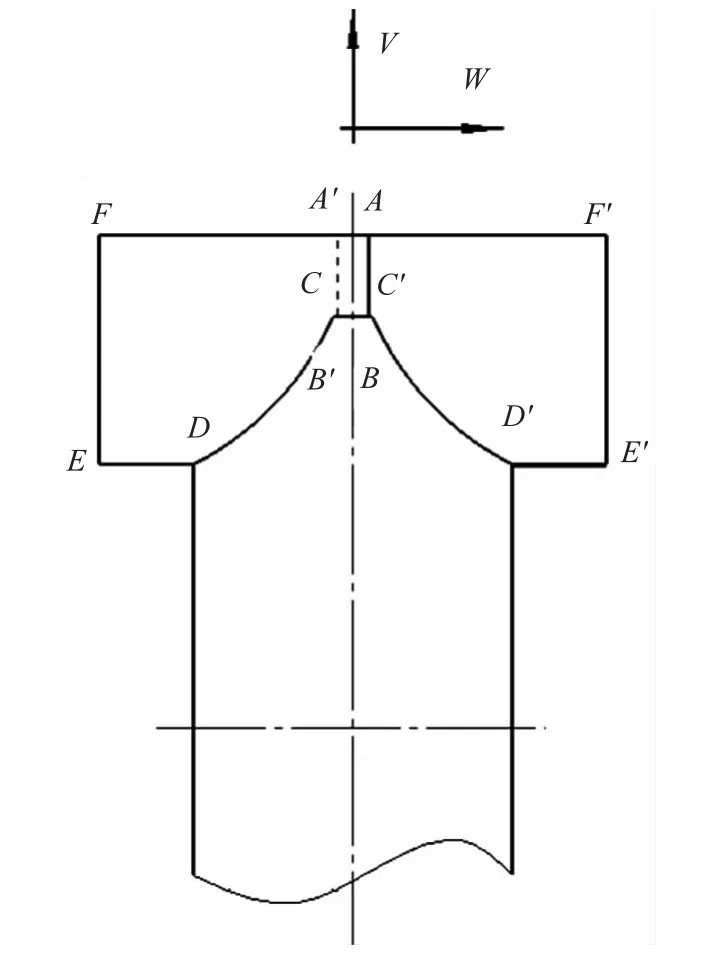
图6 砂轮修整器修型路线
砂轮随着磨削的进行直径会逐渐变小,廓形发生变化。此时需要根据机床的运动参数和设计参数,获取砂轮架的精确定位坐标和螺旋齿轮理论计算半径的换算方法,将换算的齿轮半径应用到砂轮修型程序中,重新计算砂轮截形。这种方法简单方便,可以有效的提高加工效率。
在陕西汉江机床有限公司自主研发的SK7032数控螺杆转子磨床上对螺旋齿轮进行试磨,利用齿轮啮合检测仪检测磨削后的螺旋齿轮齿距和端面廓形,与理论数据比较得出磨削后的螺旋齿轮端面截形误差最小值可控制在±10μm内。
4 总结
本文根据螺旋面形成原理,建立渐开线螺旋齿轮的数学模型,给出了砂轮截形的数学计算方法。利用MATLAB软件中的fsolve函数命令进行编程,不仅求解方程简单,还可以提高砂轮截形数据的计算效率和准确度,使砂轮截形的计算得到优化。采用CNC砂轮修整器修整砂轮不同于传统螺纹磨床修整砂轮,它能使螺纹磨床的加工精度和加工效率得到很大提高,特别是将磨削复杂螺旋面工件变为可能。CNC砂轮修整器采用两个金刚盘分别修整砂轮左右曲线,延长了刀具使用寿命,有效地解决了砂轮轮廓修型问题,提高了加工效率和精度。对采用成形磨削法加工高精度、高质量的螺旋齿轮具有深刻的意义。
[1]李继贤,张飞虎.成形砂轮修整技术研究现状[J].机械工程师,2006(10):19-21.
[2]孟石如.高精度、大模数、大螺旋角渐开线螺旋齿轮的成形磨削[J].齿轮,1983(1):28-37.
[3]吴序堂.齿轮啮合原理[M].西安:西安交通大学出版社,2009.
[4]孙恒,陈作模,葛文杰.机械原理[M].7版.北京:高等教育出版社,2010.
[5]孟平德.加工螺旋面用盘形刀具廓形的理论计算[J].石油机械,1994,22(9):18-24.
[6]南开大学数学系齿轮啮合理论研究小组.盘状铣刀加工螺面齿的几何理论[J].南开大学学报:自然科学版,1974(1):32-41.
[7]吕张来,李志峰,赵旭.渐开线螺旋齿轮的成形磨削研究[J].机械设计与制造,2013(10):136-138.
[8]陈杰.MATLAB宝典[M].4版.北京:电子工业出版社,2013.
[9]李志峰,赵永强,魏伟锋,等.螺纹磨床CNC砂轮修整器设计与修型方法研究[J].制造技术与机床,2010(2):111-113.
[10]赵永强,李志峰,魏伟锋,等.螺纹磨床CNC砂轮修整器的参数设计[J].制造业自动化,2012(12):91-93.
[11]赵永强,李志峰,魏伟锋,等.转子磨床CNC砂轮修整器的砂轮初始修形方法研究[J].制造技术与机床,2012(6):185-187.
(编辑 赵蓉)
Form Grinding W heel Dressing for the Involute Helical Gear
WANG Xiao-fei,LI Zhi-feng,WANG Gao-yong,GAO Wei-hong
(School of Mechanical Engineering,Shaanxi University of Technology,Hanzhong Shaanxi723000,China)
For the grinding processing requirement of the involute helical gear,the grinding wheel for the involute helical gear is studied.Based on the forming principle of the helicoid,the equation of the involute helicoid which is formed by the straight generatrix of the spiral movement is derived,and the mathematical model of the involute helical gear has been established.The axial section of Grinding wheel for grinding Involute helical gear is calculated by MATLAB programs.According to the sectional shape data,the method of dressing grinding wheel by CNC grinding wheel dresser is putted forward to trim the grinding wheel,then the finished grinding wheel is carried out on the CNC form grinding processing for the involute helical gear. The results show that form ing grinding can improve the helical gear profile precision and surface quality more significantly than other methods.It can also improve the grinding efficiency.
helicoid;involute helical gear;form ing grinding;axial section;grinding wheel dressing
TH132;TG580.6
A
1001-2265(2015)04-0132-03 DOI:10.13462/j.cnki.mmtamt.2015.04.035
2014-07-25;
2014-08-29
国家高档数控机床与基础制造装备科技重大专项“高精度螺纹加工技术及设备(2011ZX04003-021)”
王跷飞(1988—),女,满族,内蒙古赤峰人,陕西理工学院硕士研究生,研究方向为机械强度分析及现代设计方法,(E-mail)wx_fei1126 @163.com。