XK2310数控铣床工作台系统的静动态特性研究与分析*
2015-11-03覃祖和黄美发孙永厚韦礼凯林振广
覃祖和,黄美发,孙永厚,韦礼凯,林振广
(1.桂林电子科技大学机电工程学院,广西桂林 541004;2.桂林机床股份有限公司,广西桂林541000)
XK2310数控铣床工作台系统的静动态特性研究与分析*
覃祖和1,黄美发1,孙永厚1,韦礼凯2,林振广2
(1.桂林电子科技大学机电工程学院,广西桂林 541004;2.桂林机床股份有限公司,广西桂林541000)
XK2310数控铣床工作台系统是机床的关键部件之一,其静动态特性对零件加工精度有很大的影响,为了提高XK2310工作台系统的静动态特性,利用ANSYS Workbench 14.0对工作台系统进行静动态特性分析。静态分析的目的是检验工作台系统是否满足静力学特性,静力分析结果表明,在切削载荷作用下,工作台的最大应力、应变值都远远低于材料的极限值,最大变形量在精度范围内;动态特性分析的目的是了解工作台系统在切削加工时,主轴产生的激励频率是否会引起工作台系统共振,模态分析结果表明,当主轴转速为1539r/min、2052r/min、3077r/min、4214r/min时,产生的激励频率与工作台系统的第1、第2阶固有频率相等,将引起工作台系统共振。
数控铣床;工作台系统;静动态特性;模态
0 引言
随着我国制造业的不断发展,对数控机床也提出了更高的性能要求,不仅要求机床具有高的加工速度、高的加工精度和高的可靠性,还要求机床具有优异的静动态特性。机床静动态特性的好坏直接关系到零件加工精度和表面粗糙度,关系到是否能安全可靠地工作以及整机的使用寿命。在过去,机床结构设计往往采用经验法,经验法无法保证机床具备良好的静动态特性,随着机床向高速、高精度和高可靠性发展,人们对机床的静动态特性提出了更高的要求,只有研究机床的静态特性和动态特性,才能实现机床向高速、高精度和高可靠性发展。
XK2310工作台系统是该型号机床的关键部件之一,企业工程师采用传统经验设计方法设计,不能充分发挥出产品的最优性能。为了挖掘出工作台系统的最优性能,需对工作台系统进行结构优化,优化的最终目标是要提高工作台系统的静动态特性,所以在结构优化前要对工作台系统进行静动态特性分析。本文在XK2310工作台系统原结构的基础上,运用ANSYS Workbench分析工作台系统结构的静动态特性,分析结果能验证XK2310工作台系统是否满足设计要求。
1 工作台系统简介
XK2310工作台系统由工作台、导轨、滚珠丝杠和丝杠母座组成,工作台安装在床身上的两根平行导轨,丝杠母座安装在工作台背面,滚珠丝杠安装在床身上的两个轴承座,并与工作台背面的丝杠母座配合。进给电机驱动丝杠带动工作台作进给运动。工作台、导轨、丝杠母座材质为灰铸铁HT250,弹性模量为1.3× 105MPa,泊松比为0.25,密度为7.22×103kg/m3,丝杠的材质为滚动轴承钢GCr15,弹性模量为2.07×105MPa,泊松比为0.3,密度为7.81×103kg/m3。采用三维造型软件Pro/E 4.0对工作台、导轨、滚珠丝杠和丝杠母座分别进行三维实体建模,在建模时按照原始设计尺寸建立三维几何模型,仅对计算影响很小部分的凸台、工艺孔、沟槽、倒角等结构进行适当简化处理,最终装配成工作台系统,如图1所示。
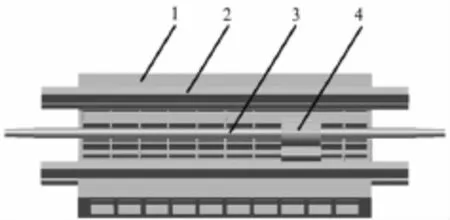
图1 工作台系统装配体模型
2 建立工作台系统有限元模型
工作台系统是由导轨、滚珠丝杠和丝杠母座组成的装配体,在ANSYS Workbench里对装配体分析时需要设置各结合面的接触类型,ANSYS Workbench提供了5种接触类型,分别是Bonded(绑定)、No Separation(不分离)、Frictionless(无摩擦)、Rough(粗糙的)、Frictional(有摩擦)。装配体导入ANSYS Workbench时,各零件的结合面被自动设置为绑定接触,但这种设置是不合理的,应根据装配体各结合面的实际情况,设置合理的接触类型。根据工作台系统各零部件的装配关系,并结合切削加工时的实际情况,导轨和工作台的结合面设置为不分离接触,丝杠母座和工作台的结合面设置为绑定接触,滚珠丝杠和丝杠母座的结合面设置为不分离接触。
工作台系统由多个零件组成,结构比较复杂,采用自由划分网格的方法对整个部件划分网格,在兼顾计算精度和效率的前提下,网格划分精度取中等精度,最终得到工作台系统有限元模型如图2所示,其中节点数为57426个,单元数为28363个。

图2 工作台系统有限元模型
3 工作台系统静力学分析
XK2310加工零件时,刀具克服被加工材料对弹性变形、塑性变形的抗力而产生铣削力,铣削力作用在加工零件上,并通过零件、夹具传递至工作台,同时工作台还受到加工零件的重力和自身重力作用。铣削力是一空间力,为研究方便,常将铣削力分解为三个方向的分力:主切削力FX、进给力FH和背向力FV。对工作台进行静力学分析,可以求出其最大变形及应力,进而计算出静刚度。
3.1 铣削力计算
XK2310数控铣床工作时,在高速切削加工时产生的铣削力远远小于低速加工时产生的铣削力,因此,我们通常选择主轴低速工况进行计算铣削力。设主轴常用的低速工况转速为5000 r/min,切削刀具为直柄普通刃高速钢立铣刀,直径d0=20mm、齿数z=4,被加工材料为碳钢,则铣削力由以下公式(1)计算获得:

式中:cp—工件材料对切削力影响系数;
ap—铣削深度;fz—每齿进给量;
B—铣削宽度;z—刀具齿数;
K—刀具前角对切削力的影响系数;
K1—切削速度对切削力的影响系数。
从相关手册中查阅公式各参数,经计算得:
根据主切屑力、进给力、背向力与铣削力之间的关系,可以计算出主切屑力、进给力、背向力的大小,即:
主切削力FX=0.9FC=1694 N
进给力FH=0.8FC=1506 N
背向力FV=0.4FC=753 N
3.2 定义边界条件
(1)添加位移约束
XK2310工作时,工作台沿导轨纵向运动,导轨各个方向的变形量很小,可以近似认为导轨沿x、y、z方向没有变形,即没有位移,所以将导轨设为固定约束[1],限制它在x、y、z方向的平移和转动;工作台的运动是由滚珠丝杠副来驱动的,丝杠两端固定在轴承座孔上,轴向和径向均不能移动,可以沿轴线自由转动,因此对滚珠丝杠两端添加圆柱约束,限制其轴向和径向移动,允许自由转动。
(2)施加载荷约束
施加载荷约束时,将铣削力的三个分力作为远端载荷施加在工作台x、y、z方向,即主切削力FX=1694N施加在工作台正x方向,背向力FV=753 N施加在工作台负y方向,进给力FH=1506N施加在工作台正z方向。工作台自身重力作为集中载荷施加在工作台,加工零件重力换算为面均布载荷施加在工作台表面。
3.3 求解及结果分析
求解完成后,工作台系统整体位移云图见图3a,x、y、z方向位移云图见图3b、3c、3d,工作台系统最大位移见表1,各向静刚度见表2。
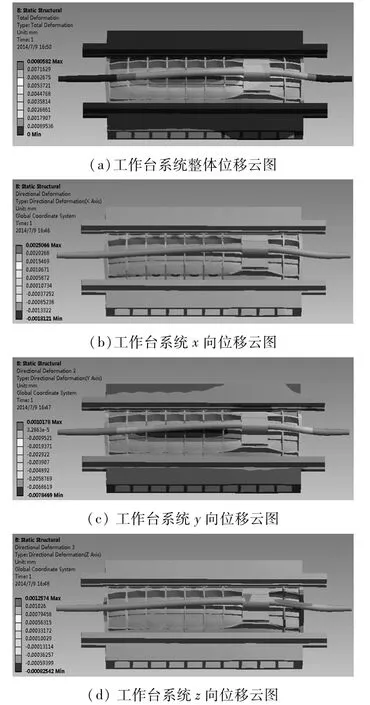
图3 工作台位移云图

表1 工作台系统最大位移 单位:mm

表2 工作台系统备向静刚度
由以上静力学分析结果可以看出,工作台在铣削力、自重、加工零件最大重量的工况下,最大变形量为0.0080582mm,最大变形量控制在设计精度范围内,不会对工件的加工精度有影响。工作台的最大应力3.5488 MPa也远远低于HT250的最低抗拉强度250MPa。一般地,切削机床的静刚度值通常为20~500N/μm,XK2310工作台的各向刚度值均满足设计要求。
4 工作台系统模态分析
工作台系统的动态特性严重影响铣床的加工质量,XK2310在加工时,如果外部激励频率和工作台系统固有频率接近,就会引起共振,严重影响零件加工精度。因此研究工作台系统的抗振特性就显得非常的重要,通过对工作台系统进行模态分析,计算出工作台系统的固有频率和振型,评价其抗振性能。
4.1 模态分析理论基础
ANSYS Workbench模态分析是利用有限元理论,将自由度无限多的系统离散为有限多自由度系统。对工作台系统模态分析来讲,工作台系统是一个无限自由度连续体,根据有限元理论,将工作台系统离散为有限多自由度离散体,因阻尼对工作台系统结构的固有频率和振型影响很小,且结构的固有频率为自然频率与外载荷无关[2],因此求工作台系统的固有频率就是在不考虑外载荷和阻尼作用时结构的自由振动,其运动方程式表示如下:

式中:[M]—工作台系统质量矩阵;[K]—工作台系统刚度矩阵;—工作台系统加速度列阵;{x}—工作台系统位移列阵。
式(2)是一个二阶齐次常系数线性微分方程,为了求解工作台系统的固有频率和振型,设式(2)解形式如下:

{X}为位移幅值向量,将式(3)代入(2)得:

使式(4)有非零解的充要条件是行列式为0,即:

式(5)为工作台系统的频率方程,求解该方程可得到一个关于频率ω2的n次代数方程。求出方程的n个根ω21、ω22、…、ω2n,得到2 n个固有频率 ±ω1、±ω2、…、±ωn,在实际问题中ω只能取正值,这样具有N自由度工作台系统就有n个固有频率。
设{X(t)}是与ωi相对应的主振型向量,代入式(4)得:

令i=1、2、…、n,可得到n个向量方程,由此可求出工作台系统的n个主振型向量{X(1)}、{X(2)}、…、{X(n)}。
4.2 模态分析设置及结果
模态分析实际上是求解无阻尼自由振动微分方程的过程,所以不需要施加外载荷,设置位移约束与前文静力学分析相同,提取工作台系统前12阶模态,求解后得到前12阶固有频率,如表3所示,因篇幅限制,只列出前6阶振型图,见图4a~4f。

表3 工作台前12阶固有频率值 单位:Hz

图4 备阶振型图
由以上模态分析结果可知:
第1、第2阶固有频率相差0.82Hz,是属于同一阶固有频率,第3、第4阶固有频率相差1.05Hz,是属于同一阶固有频率。这样,XK2310工作台系统的前十阶固有频率为:102.58Hz、281.45Hz、313.73Hz、387.99Hz、430.98Hz、518.7Hz、559.51Hz、565.04Hz、601.7Hz、623.72Hz。
XK2310工作时,常用工况的主轴转速为0~5000 r/min,用于切屑加工的常用刀具为高速钢立铣刀,齿数有 z=2、3、4。当主轴转速产生的激励频率为102.58Hz时,将引起工作台共振,此时主轴转速:n=102.58×60/z,为:3077r/min、2052r/min、1539r/min;同理,当主轴转速产生的激励频率为280.92Hz时,此时主轴转速为:8428r/min、5618r/min、4214r/min;当主轴转速产生的激励频率为313.73Hz时,主轴的转速高于5000r/min,即主轴在0~5000 r/min时不会产生与工作台系统相等的共振频率。由此可见,主轴在常用工况转速0~5000 r/min、刀具齿数z=2、3、4时,转速1539r/min、2052r/min、3077r/min、4214r/min产生的激励频率与工作台系统的第1、第2阶固有频率相等,引起共振,为了避免主轴在这些转速时不引起工作台共振,最有效的方法是提高工作台系统的第1、第2阶固有频率,可通过优化工作台结构来提高其固有频率。
5 结论
运用ANSYS Workbench14.0对工作台系统进行了静动态特性分析,从静态分析结果得知,工作台系统在切削加工时,在切削载荷作用下产生的变形不大,满足精度要求,说明静态特性良好。从模态分析结果得知,在常用工况下工作时,主轴转速1539 r/min、2052 r/min、3077 r/min、4214 r/min产生的激励频率与工作台系统的第1、第2阶固有频率相等,将引起工作台系统共振,说明工作台系统的动态特性不能满足设计要求。由此可见,传统的经验法设计法只能保证XK2310工作台系统的静态特性满足设计要求,而无法保证动态特性也满足设计要求,因此,有必要对XK2310工作台系统的结构进行优化,使其静动态特性都能满足设计要求,有助于提高机床的加工精度。
[1]杨喜霞,高东强,林欢,等.DVG850高速立式加工中心复合工作台系统的静动态特性分析[J].机床与液压,2013,41(7):154-159.
[2]杨飞,高东强,闫媛媛,等.立式加工中心工作台系统的动态特性分析及结构优化[J].机械设计与制造,2013(11):235-240.
[3]刘光浩,黄伟,陈超山,等.基于ANSYS的ZK5150型钻床工作台有限元静动态分析与尺寸优化[J].组合机床与自动化加工技术,2010(9):89-91.
[4]袁安富,陈俊.ANSYS在模态分析中的应用[J].制造技术与机床,2013(8):79-81.
[5]韩鹏.M7130结构改进矩台磨床的静动态性能分析及[D].太原:太原理工大学,2013.
[6]陈家芳.简明金属切削计算手册[M].南京:江苏科学技术出版社,2007.
[7]张菲.高速加工中心工作台系统的静动态特性分析及优化设计[D].西安:陕西科技大学,2012.
[8]李友.数控机床床身系统动态特性分析[D].长春:长春理工大学,2010.
[9]魏博峰.数控铣床工作台动态特性分析与试验研究[D].沈阳:沈阳工业大学,2009.
[10]李奎,江惠芬,刘婷婷.数控机床动态特性优化[J].机械设计,2011,28(5):755-758.
(编辑 赵蓉)
Static and Dynamic Characteristics Study and Analysis for Worktable System of XK2310 NC Milling Machine
QIN Zu-he1,HUANG Mei-fa1,SUN Yong-hou1,WEILi-kai2,LIN Zhen-guang2
(1.Electromechanical Engineering College,Guilin University of Electronic Technology,Guilin Guangxi 541004,China;2.Guilin Machine Tool Co.,LTD,Guilin Guangxi541004,China)
The XK2310 NC milling machine worktable system is one of the key components of the machine tool,its static and dynamic characteristics have a great influence on the machining accuracy of parts,in order to improve the static and dynamic characteristics of XK2310 worktable system,using ANSYS Workbench 14.0 to analyzing the static and dynamic characteristics of worktable system,testing worktable system whether meets statics characteristics is the purposes of static analysis,the static analysis results show,in the cutting load,the maximum stress and strain values are far below the limit value of material,the maximum deformation within the scope of the precision;the purpose of dynamic characteristic is to know whether spindle producing excitation frequency causes worktable system resonance,modal analysis results show that when spindle speed for 1539r/m in,2052r/m in,3077r/m in,4214r/m in,the excitation frequency of spindle and 1th,2nd order natural frequency of worktable system are equal,worktable system w ill be caused resonance.
five-axis milling machine;worktable system;static and dynamic characteristics;modal
TH165;TG547
A
1001-2265(2015)04-0048-04 DOI:10.13462/j.cnki.mmtamt.2015.04.012
2014-07-11;
2014-08-18
国家自然科学基金(51365009);广西科学研究与技术开发计划项(桂科能1355012-5);广西硕士研究生科研创新项(YCSZ2014134)
覃祖和(1986—),男,广西象州人,桂林电子科技大学硕士研究生,研究方向为机械振动与CAD/CAE技术,(E-mail)qinzh922@163. com。