安83区块井筒清防蜡技术研究
2015-11-02杨靖陈博罗栋惠芳张通钱雄涛杨沾宏
杨靖,陈博,罗栋,惠芳,张通,钱雄涛,杨沾宏
(中国石油长庆油田分公司第六采油厂,陕西西安710200)
安83区块井筒清防蜡技术研究
杨靖1,陈博1,罗栋2,惠芳2,张通2,钱雄涛2,杨沾宏2
(中国石油长庆油田分公司第六采油厂,陕西西安710200)
安83区块目前有结蜡井98口,井筒清防蜡以化学清蜡为主、热洗清蜡为辅,主要投加清蜡剂,投加平均浓度为150 mg/L,每10 d投加一次,热洗434井次。由于水平井含蜡量较高,造成水平井频繁扫线和解卡,井场外输管线蜡堵严重,给生产管理造成一定的困难。本文通过分析井筒结蜡机理,开展清防蜡剂适应性研究,配套井下附件以提高清防蜡剂使用效果,并提出改善加药方式的下步研究方向。
安83区块;结蜡机理;防蜡;热洗;防蜡器
安83区块地处陕西省定边县黄湾乡~武峁子乡,位于第六采油厂矿权范围的中心位置。主力含油层系为长71、长72。安83区块目前正常开抽油井472口,含水70%以下的油井都存在不同程度的结蜡现象,结蜡厚度从1 mm~2 mm至3 mm~4 mm,严重的达到5 mm~6 mm。随着开发时间的延长,井筒情况不断复杂,油井结蜡井数呈逐年上升趋势。因结蜡严重导致卡泵、抽油杆断等事故造成大量损失,水平井所占比例较大。
1 油井结蜡的机理、影响因素及危害
1.1蜡垢成分
原油中的蜡以正烷烃C18~C35为主要成分,通常称之为软蜡,异构烷烃C35~C64称之为硬蜡,还有一定量的环烷烃和芳烃。通过检测,安83区块蜡样中的石蜡碳数主要分布在C23~C37,占石蜡总质量的88.39%,蜡质以软蜡为主。
1.2结蜡机理
油田在开发之前,原油埋在地层中,处于高温、高压条件下,一般都以单相液态存在,蜡完全溶解在原油中。在地层开采过程中,原油从油层流入井底,再从井底沿井筒举升到井口,压力、温度随之下降,当压力降低到一定程度时,破坏了石蜡溶解在原油中的平衡条件,致使石蜡结晶析出;原油的温度下降到蜡晶开始析出的温度时,蜡晶微粒便开始在油流和管壁上析出,油流中的蜡晶一部分随油流采出,一部分聚集、凝结并粘附于油井设施的表面。结蜡过程可以分为:结晶生成、结晶长大析出、结蜡层沉积三大过程。对任何一个环节进行控制都可以防止结蜡对原油产量造成影响[1]。
1.3影响因素
通过对结蜡井的生产情况的长期观察及实验室研究,总结出几点影响结蜡因素。
(1)原油的性质成分(包括石蜡、胶质、沥青质的含量)。安83区块蜡垢中石蜡含量在81%,沥青质含量在2.6%,胶质含量在1.3%。原油中所含轻质馏分越多,则蜡的结晶温度越低,保持溶解状态的蜡量也就越多。
(2)油井的开采条件(包括温度、压力、油气比、产量等)。当温度保持在析腊温度以上时,蜡不会析出,而温度降到析蜡温度以下,开始析出蜡结晶,温度越低析出的蜡越多[2]。
(3)流速和管壁特性对结蜡的影响:室内试验证明,开始随流速升高,结蜡量随之增高,结蜡量随之增加,当流速达到临界流速以后,由于冲刷作用增强,析出的结晶不易沉积在管壁上,从而减缓了结蜡速度,结蜡量下降。管材表面性能不同,结蜡量不同。管壁越光滑、表面越亲水性,越不容易结蜡。

表1 安83区块蜡样分析结果表
1.4结蜡的危害
1.4.1结蜡对产量的影响缩小了油管孔径,增大抽油杆外径,增加了油流阻力,使油井减产,严重时会把油井堵死,发生卡泵现象。深井泵结蜡易产生泵漏失,降低泵的充满系数,减少抽油井的产量。
1.4.2结蜡对悬点载荷的影响抽油机井在生产过程中,如果油管内结蜡严重,在结蜡井段的摩擦阻力增大。抽油杆柱内所产生的循环应力就将超过其许用最大应力,经过一定的应力循环次数后,就会在应力集中的地方产生疲劳裂源,从而引发抽油杆柱断脱[3]。
1.4.3结蜡对杆管偏磨的影响下面以油井结蜡对抽油杆柱所受的液体的摩擦力F影响的计算,来分析结蜡对杆管偏磨的影响。
其中:μ-采出液粘度,Pa·s;l-抽油机长度,m;ν-抽油杆运动速度,m/s;m-油管内径(Dt)抽机杆外径(Dr)之比。
当杆、管结蜡时,油管内径与抽油杆外径比值减小,致使经过结蜡点的抽油杆柱所受到的液体摩擦力大于其它部位受到的摩擦力,且随m的减小,结蜡点处抽油杆柱所受到的液体摩擦力急剧增加,极易导致结蜡点上部的抽油杆柱产生弯曲,从而发生杆管偏磨。
2 在用清防蜡技术效果分析
目前本厂在用的抽油机井的清防蜡技术措施主要有五种方法:
(1)机械清蜡技术(尼龙扶正块刮蜡清蜡)。
(2)热力清防蜡技术(热洗车热洗清蜡)。
(3)表面清防蜡技术(内衬油管)。
(4)强磁防蜡技术(井下磁防蜡器、变频电磁清防蜡阻垢器)。
(5)化学清防蜡技术(共有3种清防蜡剂:CX-1、HQL-02和QL-30,配套使用井下固体防蜡器)。
安83区借鉴其他区块的清防蜡的经验,主要形成了以下3种油井清防蜡工艺:以化学清蜡为主、热洗清蜡为辅、配套固体防蜡器。
2.1在用化学清防蜡
主要投加清蜡剂,投加平均浓度为150 mg/L,每10 d投加一次。
加药井结蜡情况依旧严重,分析原因如下:
2.1.1在用清防蜡剂效果不佳(见表2、表3)目前本厂在用3种清防蜡剂熔蜡速率均未达到企业标准0.016 g/min,清蜡剂适用性较差。

表2 2014年四季度清防蜡剂溶蜡(安83区)速率实验结果表
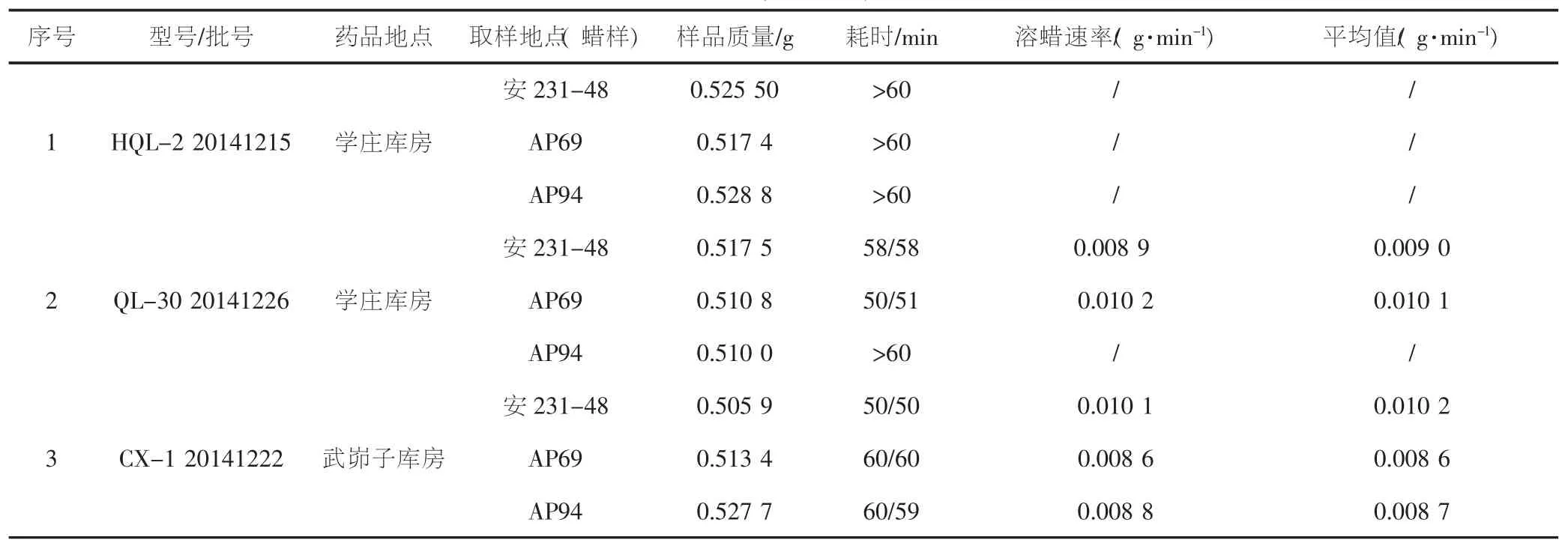
表3 2015年1季度清防蜡剂溶蜡(安83区)速率实验结果表2月9日值
2.1.2低沉没度导致药品无法充分作用安83区块加药井日均产液4.11 m3,平均加药浓度150 mg/L,每10 d加药一次,一次加药6.2 kg,加药井平均动液面1 737 m,大量稀释药剂附着于套管内壁油管外壁上,药品无法充分到达液面作用于原油中(见表4)。
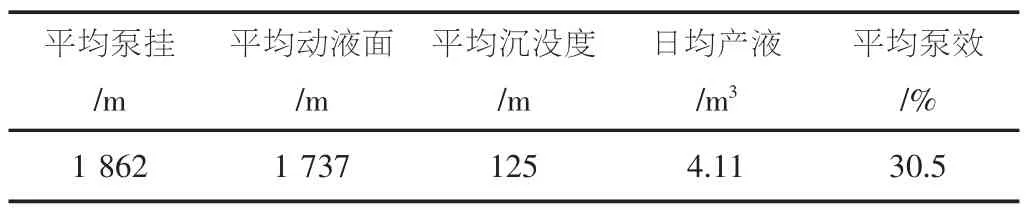
表4 安83区块加药井生产情况统计表
2.2新型化学清防蜡试验
2014年7月在安83区块选取结蜡严重的6口水平井开展新型微乳液水基清(防)蜡剂试验,通过对比加药前后电流、载荷,结蜡情况无明显改善(见表5)。
结论:试验新型微乳液水基清(防)蜡剂效果不明显,且生产井气油比高,传统井口投加清(防)蜡剂作用效果差。

表5 安83水平井清防蜡剂试验效果统计表
2.3热洗清蜡
蒸汽热洗:2014年推广蒸汽热洗304井次,热洗后现场测得数据显示效果明显(见表6、图1)。但从后期生产运行实际效果反映热洗效果欠佳,热洗卡泵井集中在蒸汽热洗。2015年1月6日,安平44因蜡卡安排蒸汽热洗解卡,解卡失败检泵,起抽油杆发现蒸汽热洗有效加热深度为350 m,而安83区块结蜡深度普遍在500 m以内,蒸汽热洗只能起到一定作用。
蒸汽热洗有效作用深度不够,且操作不当温度过高,易对油套管造成损伤。建议增加温控短路热洗装置于井口下500 m~600 m处配合常规热洗。

表6 水平井热洗效果统计表
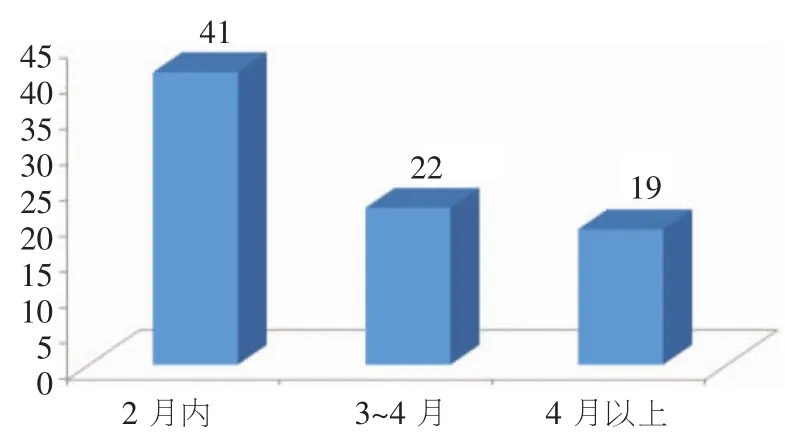
图1 安83区块油井热洗分时间内蜡卡作业井次
2.4固体防蜡器
新工艺:针对结蜡严重井,推广应用高效固体防蜡器7台,均在2013年年底下入。
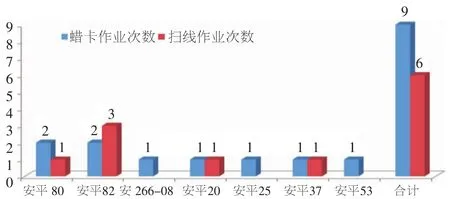
图2 安83区块固体防蜡器井蜡卡、扫线作业统计柱状图
7口固体防蜡器井2014年不同程度存在蜡卡情况,固体防蜡器对井筒防蜡效果不明显。目前固体防蜡器作用不明显。建议引进新型溶蜡药剂继续试验。拓宽新型防蜡工艺,继续尝试其他新工艺。
3 结论
(1)优化油井加药工艺。在强化井口加药的同时,(2)对结蜡严重井及时跟踪电流和载荷变化,摸索水平井结蜡周期,合理安排热洗周期,配套温控短路热洗装置配合常规热洗,每月制定热洗计划,适时安排油井热洗。
优选清蜡剂,通过室内原油组份、胶质含量、蜡含量分析及溶蜡实验评价、筛选适合该区块水平井的高效清蜡剂,根据油井含水和液量优化单井加药浓度,针对结蜡严重的水平井,开展新型清蜡剂试验,制定适应该区块的清蜡剂型号和加药工艺。
(3)继续推广使用新工艺实验,力图优选出最适合安83区特性的清防蜡的工具。
[1]陈大均,陈馥,等.油气田应用化学[M]北京:石油工业出版社,2006:223-248.
[2]武继辉,孙军,贺志刚.油井清、防蜡技术研究现状[J].油气田地面工程,2004,23(7):14.
[3]薛世君.油井结蜡机理与清防蜡技术的配套应用[J].内蒙古石油化工,2010,(20):106-108.
10.3969/j.issn.1673-5285.2015.05.013
TE358.2
A
1673-5285(2015)05-0058-04
2015-03-02
杨靖,女(1988-),助理工程师,2010年毕业于东北石油大学应用化学专业,现在长庆油田第六采油厂从事采油工艺科研管理工作,邮箱:yj09_cq@petrochina.com.cn。
