带导向槽的反力臂拧紧机的设计*
2015-11-02宋万国于洪增
何 峰,宋万国,于洪增
(大连豪森设备制造有限公司a.电气设计部;b.机械设计部,辽宁大连 116036)
带导向槽的反力臂拧紧机的设计*
何 峰a,宋万国a,于洪增b
(大连豪森设备制造有限公司a.电气设计部;b.机械设计部,辽宁大连 116036)
传统的反力臂拧紧机进行某些工件的安装操作时,需要操作者不停的移动和定位,工作繁琐,效率低下。针对该问题,设计一种带导向槽的反力臂拧紧机,分析了其结构原理和工作过程,结合项目实际应用搭建了以软PLC为核心的控制系统,完成了系统的集成,采用多种通讯方式,实现各级控制设备之间的信息传输和监控,根据项目控制需求开发了组态界面。完成现场安装调试工作,该设备操作简单,安装效率高,控制系统能够快速准确的响应,能够完成多种类型零部件的定位和拧紧工作。
软PLC;导向槽;拧紧机
0 引言
在汽车行业,螺栓是很重要的机械联接零件之一,对于汽车相关零部件的装配线上,拧紧过程中需要非常高的螺纹装配要求,所以在汽车装配中的拧紧工序中需要设计出一套更完善的拧紧方案,来保证汽车装配各部件的稳定性和可靠性,提升汽车装配的生产效率和自动化水平[1-3]。传统的拧紧工具都容易受到操作力大小和速度、视觉误差等因素的影响,拧紧机的出现,使拧紧技术得到了有效的控制[4]。拧紧机多为立式多轴悬挂结构,由钢结构支架、C型轨道、平移滑车、气动平衡悬挂装置、操作体、电动扳手轴、电气控制设备等主要部件构成[5]。拧紧机在发动机装配过程中是不可缺少的一部分,它决定着发动机的使用寿命,也是发动机安全运转的保障[6]。国外的拧紧技术起步较早,理论技术日趋成熟,而国内对螺纹拧紧技术的研究仍处于起步阶段,一线的汽车和发动机制造商大部分采用进口自动拧紧机,价格昂贵[7]。
汽车发动机装配线拧紧机在进行某些工件的安装操作时,需要使用反力臂拧紧机构对工件上的螺栓进行拧紧操作,传统的反力臂拧紧机构可以在三维空间上自由移动,操作者手动操作拧紧机构,使其运动至螺栓处进行拧紧操作,每一次都需要操作者手动进行移动和定位,造成费时费力、效率低下等问题,严重地影响生产进度。针对该问题,通过设计一种带导向槽的反力臂拧紧机,降低工作难度,提高拧紧效率。
1 带导向槽的反力臂拧紧机结构
带导向槽的反力臂拧紧机构如图1所示。主要包括一个固定安装在基础地面上的机架,机架的顶端设置有平衡装置,平衡装置的下方悬吊有滑动架,滑动架滑动连接在固定架上,而固定架则固定设置在机架上,滑动架上设置有横向滑道,横向滑道上滑动连接有反力臂拧紧机构的支撑架,滑动架下方的固定架上固定设置有导向槽板,导向槽板上开设有导向槽,导向槽包括一个位于导向槽板上部的初始位置台阶和位于导向槽板下部多个均匀分布的凹槽,支撑架的底端还设置有导柱,导柱与导向槽相配,及导向槽中的初始位置台阶和拧紧位置凹槽相配。

图1 带导向槽的反力臂拧紧机的机构原理图
带导向槽的反力臂拧紧机构的工作过程简单而且可靠,当需要利用反力臂拧紧机构进行螺栓的拧紧操作时,操作工人把持着反力臂拧紧机构上的把手移动,由于设置在反力臂拧紧机构支撑架底端的导柱位于导向槽内,因此反力臂拧紧机构的运动范围也就限制在导向槽所限定的范围内,当导柱位于拧紧位置凹槽中时,反力臂拧紧机构上的拧紧头恰好与工件上需要被拧紧的螺栓的位置相对应,这样操作者只需要让导柱进入拧紧位置凹槽中即可让反力臂拧紧机构运动到位,可以大大节省调整反力臂拧紧机构在空间上与工件之间相对位置的时间,从而达到提高工作效率的目的,在导向槽板下部设置有多个拧紧位置凹槽,每个拧紧位置凹槽都对应一个拧紧工位,全部拧紧操作完成后,让导柱重新回到初始位置台上,等待下一次操作,导向槽结构如图2所示。

图2 导向槽结构图
该反力臂拧紧机结构简单,工作效率高,机架的顶端设置有平衡装置,平衡装置的下方悬吊有滑动架,滑动架滑动连接在固定于机架上的固定架上,滑动架通过横向滑道与反力臂拧紧机构的支撑架滑动连接,滑动架下方的固定架上设置有导向槽板,导向槽板上开设有导向槽,设置在支撑架底端的导柱与导向槽相配,导向槽包括位于导向槽板上部的初始位置台阶和位于导向槽板下部的拧紧位置凹槽。该拧紧机能够快速进行拧紧工位的定位和拧紧工作。
2 基于PC的软PLC控制系统设计
随着PC机进入计算机数控系统,传统的PLC技术渐渐暴露出其不足之处,主要表现在其技术封闭,各个生产厂商的产品互不兼容,软PLC不仅可以充分利用PC丰富的软硬件资源,为用户提供非常友好的人机交互界面,而且在编程语言上还有各个厂商可以遵循的标准—IEC61131-3标准。这不仅能够保证系统的开放性,而且在一定程度上方便用户的使用[8-10]。软PLC系统由开发系统和运行系统两部分组成,用户在PC机上使用软PLC开发系统来开发用户程序,然后进行编译、仿真,确定无误后下载至软PLC运行系统,运行系统接收到程序后进行解释,然后按传统PLC的方式运行。基于PC的软PLC,既具有良好的人机交互功能,又有强大的数据处理和网络功能[11],其组成结构如图3所示。

图3 软PLC的结构组成
项目的控制系统需要根据两方面进行设计,一方面根据完成拧紧任务时的动作和工序,需要进行拧紧操作时,操作工人首先移动反力臂拧紧机构,将拧紧头与需要被拧紧的螺栓位置相对应,然后导柱进入拧紧位置凹槽,进行拧紧操作,最后导柱回到初始位置。另一方面要考虑整个车间和工厂控制平台的兼容性,方便进入整个控制环网,进行集中管理。部分控制程序块如图4所示。
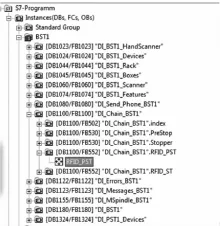
图4 部分程序块图
通过对基于PC的软PLC的研究,结合该项目的实际情况,将软PLC应用于发动机装配线,拧紧工位在该项目中是一个自动工位,其控制系统集成在一个控制柜中,基于PC的开发环境,以西门子的PC677为控制核心,通过控制多个通讯接口,分别控制多个外接设备,同时可控制6个拧紧工位,通过通讯模块,每个工位现场有一台PC477,主要用来对监视设备的运行状态和报警显示,以及备用ET200S安全I/O模块,用于应急,ET200pro I/O用于接外部设备,RFID射频识别装置等。控制系统原理如图5所示。

图5 控制系统原理图
3 通讯与组态
目前许多测控系统都是由PC和下位机组成。下位机采集现场数据″并对数据进行处理后将现场设备的工作状态通过串口传输给上位机进行分析、存储、显示和报警,上位机根据现场采集的数据对下位机进行控制[12]。组态即设定和配置等含义,指用户通过类似搭积木的方式完成所需要的软件功能,不需要编写计算机程序,有时也称为“二次开发”[13]。工业以太网具有周期信号多,传输信息量小,信息长度小,负荷平稳的特点[14]。在商业系统中得到了广泛采用。
项目的控制核心为PC677,通过16口网关保持各级系统的通讯和数据传输,拧紧工位通过自动控制,核心控制部件集成在一个控制柜内,现场所有数据通过现场总线传输给PC677,PC677通过以太网接入整个装配线的控制环网,将数据上传给上位机数据信息管理系统,整个通信过程是双向的,数据传输稳定,快速。通过组态可以实时的显示设备的运行状态和故障报警,部分组态界面如图6所示。

图6 组态界面
4 结论
设计出一种特殊结构的导向槽反力臂拧紧机构,其结构简单,工作效率高,布局合理。只需要让反力臂拧紧机构上的导柱从初始位置上运动至加工位置,就可实让其拧紧端头顺利的运动到位,极大的简化了操作者的工作,提高了生产效率。结合项目需求,采用以PC为平台的软PLC控制系统,结合多种通讯方式,大大提高了各级控制设备之间数据信息的传输和运算能力,组态界面能够实时的反馈现场设备的运行状态和报警监控;该机构已经成功应用在发动机装配线的多个拧紧工位,结果表明该机构结构适应性强,控制系统运行稳定,能够在其它相关领域进行推广应用。
[1]程松贵,张文群.多轴电动拧紧机控制系统[J].机械工程师,2011(12);118-119.
[2]孙冰,谢利理,樊京路.基于PLC的汽车装配拧紧测控系统设计[J].电子设计工程,2014(5);150-153.
[3]丁苏赤,王林刚.基于分布式的四轴履带螺栓拧紧机控制系统设计[J].组合机床与自动化加工技术,2012(1);77-80.
[4]冯德富,黄跃进.拧紧机在汽车发动机制造中的应用[A].中国汽车工程学会.面向未来的汽车与交通—2013中国汽车工程学会年会论文集精选[C].北京;中国汽车工程学会,2013.
[5]张帆,刘云霄.浅谈拧紧机在汽车行业的使用[J].科协论坛(下半月),2012(7);72-73.
[6]张继,王德权,杨林.发动机生产线的拧紧机设计及质量数据分析[J].机械设计,2012,29(1);80-83.
[7]闫甲赢,王德平,王洪川.自动拧紧技术在发动机装配方面的应用[J].汽车实用技术,2011(5);65-67.
[8]姚家庆,陶耀东,郑一麟.基于MiniGUI的梯形图编程工具的设计与实现[J].组合机床与自动化加工技术,2013(2);30-33,37.
[9]石锐,周雷,杨正益.软PLC梯形图到语句表转换新策略的研究[J].计算机工程与应用,2010,46(18);244-248.
[10]赵强,张建瓴,可欣荣,等.软PLC技术研究现状与发展趋势[J].科技信息,2010(4);120-121.
[11]赵冬梅.基于PC的软PLC编译系统的开发与实现[J].产业与科技论坛,2012(10);94-95.
[12]王树梁,任锴胜,王增才.DSP和组态王通讯方法的设计[J].煤矿机械,2010,31(12);186-189.
[13]李江涛.基于组态技术的动力车间监控系统分析[J].化工管理,2015(2);135.
[14]刘程,夏继强.基于迭代法的工业以太网性能分析[J].仪表技术与传感器,2014(6);45-48,68.
(编辑 李秀敏)(编辑 李秀敏)
The Design of Reverse Lever Tightening Machine with a Guide Groove
HE Fenga,SONGWan-guoa,YU Hong-zengb
(a.Department of Electrical Design;b.Department of Mechanical,Design Dalian Haosen Equipment Manufacture Co.,Ltd.,Dalian Liaoning 116036,China)
;The operator was required to move and position constantly for some work piece installation operation using the traditional reverse lever tightening machine,which is tedious and time-consuming.A tightening machine with a guide groove was designed,structure principle and working process was analyzed,the soft PLC as the core control system was established combining actual demand and the control system was integrated,information transfer and monitoring between control equipment at all levels by multiple communication methods,configuration interface was developed according to the requirements of project control system,the equipment was simple,the installation is efficiency,the response of the control system was accurate and fast and the applying rang adopt a variety of parts of position and tighten.
;soft PLC;guide groove;tightening machine
TH166;TG659
A
1001-2265(2015)05-0118-03 DOI:10.13462/j.cnki.mmtamt.2015.05.033
2015-03-23
辽宁省科技创新重大专项(201408001)
何峰(1977—),男,回族,辽宁大连人,大连豪森设备制造有限公司工程师,研究方向为汽车装备制造,(E-mail)hefeng@haosen.com. cn。