1Cr18Ni9Ti不锈钢锯齿切屑失稳试验研究*
2015-11-02徐友钱邹章帝祁成东
徐友钱,何 云,邹章帝,祁成东
(华东理工大学机械与动力工程学院,上海 200237)
1Cr18Ni9Ti不锈钢锯齿切屑失稳试验研究*
徐友钱,何 云,邹章帝,祁成东
(华东理工大学机械与动力工程学院,上海 200237)
1Cr18Ni9Ti不锈钢切削时切削力大和温度高,切屑容易产生剪切失稳,产生锯齿形切屑。通过制作不同切削速度下的切屑试样,测量切屑锯齿化参数和切屑变形区不同部位的显微硬度,比较不同切削速度下切屑变形程度来研究1Cr18Ni9Ti不锈钢切屑锯齿化失稳机理。得到切屑变形集中在剪切滑移带上,而且越靠近节段之间,切屑的变形程度越大。然后通过改变进给量和刀具前角,分析影响1Cr18Ni9Ti不锈钢切屑锯齿化的影响因素,为改善1Cr18Ni9Ti不锈钢切削提供理论参考。
1Cr18Ni9Ti不锈钢;锯齿形切屑;热塑性失稳;切削变形参数
0 引言
金属的切削加工作为一种常见的材料成型方式,被广泛的用于零部件的制造,它是除去多余的材料,从而得到所需的几何尺寸和表面质量。切削加工中主要副产物就是切屑,在切削塑性材料,一般会产生带状或者锯齿状切削,通常周期性的锯齿状切屑或单元切屑会造成切削力的高频变化,从而影响加工精度、表面粗糙度和刀具寿命。关于锯齿形切屑形成机理,有学者[1]通过对不同硬度的淬硬钢进行正交切削实验,研究发现锯齿形切屑的形成是由于刀刃前端材料发生热塑性失稳并扩展到自由表面,在形成锯齿形切屑之前,连续状切屑的自由表面的形态从层状结构转变为褶皱结构,这种转变被认为是由于微剪切区域的热软化效应,是锯齿形切屑形成的前兆。段春争等人[2]对30CrNi3MoV高强度钢和45钢的高速正交切削实验研究也都表明了,切屑由连续带状切屑转变为锯齿形切屑时的切削速度即为切削过程中发生绝热剪切的临界切削速度,对不同的材料则有不同的临界切削速度。
1Cr18Ni9Ti不锈钢由于其具有强度高、抗磁性、耐腐蚀等优良的综合性能在工程上得到广泛的应用。但是其切削时切削力大、温度高、切屑锯齿化导致加工性能差,严重影响加工后的表面质量。而且对于1Cr18Ni9Ti不锈钢这类难加工材料,切削时经常出现锯齿性切削,其切屑的锯齿化机理研究就显得很有必要,因此本文通过实验研究1Cr18Ni9Ti不锈钢绝热剪切时的切削性能机理及影响锯齿化程度的因素,为改善切削1Cr18Ni9Ti不锈钢后的表面质量及提高刀具的耐用度提供依据。
1 实验方案与设备
1.1实验仪器
1.1.1实验机床和刀具
实验用机床为数控车床。实验用刀具是YBG302ZTGD404-MG型号数控切断切槽刀,前角γo= 15.352°,如图1所示。
图1 刀具实物图
1.1.2实验仪器
实验选用XQ-1金相试样镶嵌机(如图2所示)和酚醛塑料镶嵌粉,用以镶嵌切削得到的切屑,以便制作切屑显微图片。对制作后的切屑样件用抛光机以及W2.5和W1.5金刚石喷雾抛光机进行金相抛光。然后实验选用4XC1103004金相显微镜和JX-2000金相分析软件进行金相图像分析,如图3所示。最后利用HV-5显微硬度仪测量切屑不同变形区的显微硬度。

图2 XQ-1金相实验镶嵌机

图3 4XC1103004金相显微镜
1.1.3实验材料
本论文实验选用材料为1Cr18Ni9Ti不锈钢,原材料的尺寸为φ130mm×120mm,实验时材料被加工为φ127mm×120mm。
1.2实验方案
失稳临界切削速度的确定:首先需确定1Cr18Ni9Ti的热塑性失稳临界切削速度,现对其分别进行正交切削,切削参数如表1所示。

表1 热塑失稳临界切削速度实验参数
实验总共有5次不同的切削速度,最高达到139.9m/min,主要考虑到了刀具所能承受的切削速度限制以及刀具磨损过多会对热塑性失稳现象产生影响;每次切削后,等5分钟左右,让刀具和工件有充分的时间冷却,以防止上一次切削产生的热量对下一次切削产生影响;5次切削后,工件直径由φ127mm变为φ93.4mm,下次实验时将重新切槽,从新的直径为φ127mm开始切削,这主要是为了避免工件直径变小后,曲率过大,从而会对断屑产生影响,干扰对于热塑性失稳临界速度的判断;每次单边切深在变化,主要是为了保证每次切削的路程长度尽量相等,避免由于切削长度的相差悬殊而产生过多的热量差,从而影响对于热塑性失稳临界速度的判断。
2 实验结果与分析
2.1不锈钢材料的切屑形态
如图4为五个不同切削速度下(f=0.1mm/r、γ0= 15.3524°),加工所得到的1Cr18Ni9Ti切屑。

图4 不同切削速度下的切屑形态
从图中可以看出,随着切削速度的提高,切屑的形态并没有太大的改变,基本上是带状。在较低切削速度下,如Vc=39.9m/min,材料在切削过程中有相对较长的变形时间,变形更充分一些,因此切屑的扭曲缠绕情况比较严重。与刀具前刀面接触的切屑底面比较光滑,但另一面随着切削速度的提高而呈现出越来越明显的皱褶。这意味着材料有可能因为发生了热塑性失稳而在表面形成锯齿状,并且随着切削速度的提高,锯齿化程度越来越严重。但是单靠观察判断还不可靠,还需显微图片分析才可以确定;另外,切屑两端偶尔会出现红褐色的毛刺,说明有时局部温度很高。切屑与前刀面接触的底面颜色并没有太大的变化,和未加工的不锈钢材料一样,基本保持银白色,而另一面则为浅褐色,这是由于切屑底面与前刀面紧密接触,限制了空气中的氧与切屑接触量,减轻了氧化程度,所以颜色比切屑另一面稍浅。根据切屑颜色,可初步判断切削温度[6]约为700℃~740℃。
2.2不锈钢切屑形貌分析
制作切削的镶嵌试样,观察切屑的锯齿行为,并对其进行分析研究。将图4中不同切削速度条件下得到的切屑制成相应的显微图片,如图5所示。
在Vc=39.9m/min的条件下,材料的变形程度较小,并且分散而均匀,说明此时不锈钢材料还未发生热塑性失稳现象;而当Vc=69.9m/min时,塑性变形产生的切削热所引起的软化效应已经大于应变硬化、应变率硬化效应,所以材料失稳,在前刀面的作用下,切屑沿着初始剪切面滑移,且变形主要集中在剪切带部分,由此形成轻微的锯齿形切屑。
当Vc=99.9m/min及以上时,这时强烈的热软化效应以及不锈钢材料较低的热扩散率,使得切削热局限于剪切滑移区,成为一种绝热剪切的状态。局部的高温加剧了局部的剪切滑移,变形的剧烈又进一步造成局部软化效应,所以由于热塑性失稳而产生的绝热剪切带已经变得十分明显,并将切屑分隔成一节一节的锯齿形切屑。
因此可以判断不锈钢材料1Cr18Ni9Ti的热塑性失稳临界切削速度范围在40m/min至70m/min之间。压-切应力复合作用使其组织纤维化,由于节段间变形主要集中在绝热剪切带,所以可以清楚地看到切屑基体和绝热剪切带的变形非常不同。绝热剪切带由于受到剧烈的剪切变形而被拉伸为条状,而切屑基体主要受到挤压的作用,所以变形程度不是那么剧烈。
绝热剪切带[5]又可分为在低速下形成的以大塑性变形为特征的形变带和高速下形成的以组织细化为特征的转变带。由于图5e观察到的绝热剪切带是以大塑性变形为特征,并没有组织细化的迹象。而且,不锈钢1Cr18Ni9Ti常用的热处理工艺,固溶处理,是要将材料加热到1050°C~1150°C才能获得单相奥氏体组织,从切屑的颜色大致判断切削温度只有700°C~740°C,所以该材料在发生热塑性失稳的过程中没有相变。

图5 不同切削速度切屑晶相图片
2.3不锈钢材料的切屑形貌显微测量分析
进一步分析切削条件的改变对于热塑性失稳现象的影响,现将测量以下参数:锯齿形最高高度h1、锯齿形最低高度h2、节段宽度d、绝热剪切带宽度δ、节段斜角α,见图6。为减少误差对分析结果的影响,测量十个连续锯齿状节段的各个参数,然后取平均值,再进行分析。
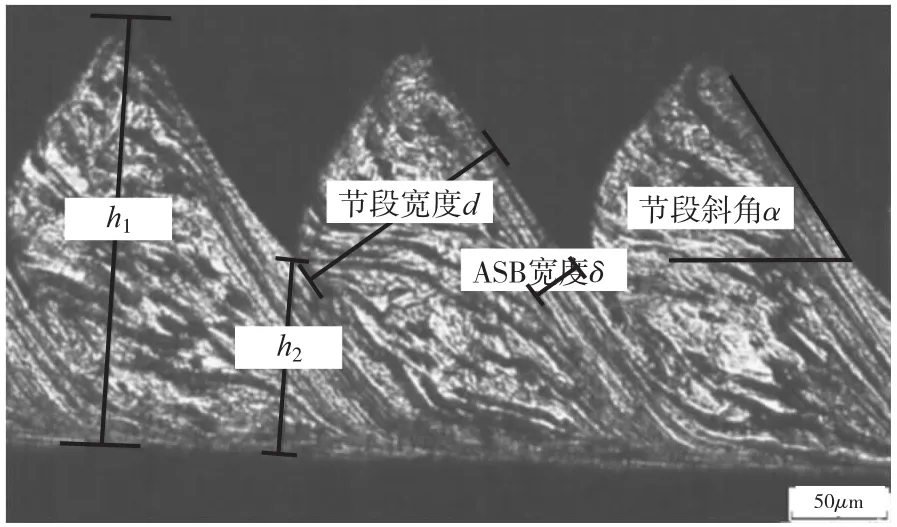
图6 切屑各参数示意图
为了衡量材料的锯齿化程度,定义参数G,其表达式为:

G的取值范围在0~1之间,当G=0时,材料没有锯齿状现象;当G=1时,材料的锯齿化程度最严重。在本次切削实验中,材料在69.9m/min时开始出现锯齿状切屑,所以从Vc=69.9m/min开始测量。长度单位为μm,角度单位为°。
为了便于比较,将所有切削速度下的平均测量值整理如表2所示。
为了便于更加直观地分析测量结果,绘制相应的图片如图7所示。
从表2和图7、图8中,可以看出:随着切削速度的提高,材料的热塑性失稳现象越来越剧烈,切屑的锯齿化程度不断加深,即G值不断上升。当切削速度从69.9m/min变化到99.9m/min,锯齿化程度加深得很快,而之后随着切削速度的上升,锯齿化程度开始缓慢地加深。

表2 测量结果(f=0.1mm/r、γo=15.3524°)

图7 Vc-G曲线

图8 Vc-d和Vc-δ曲线
另外,随着切削速度的提高,节段宽度d和绝热剪切带宽度δ也在不断地变宽。因为随着切削速度的上升,切削温度也会上升,热影响区变大,使得绝热剪切带的宽度也在变大;切削温度的上升会提高材料的塑性,使得在发生集中剪切滑移之前,材料发生更大的塑性变形,而且切削速度的提高使得单位时间内刀具移动距离增多,这就增加了节段的宽度。
节段斜角和切屑的初始剪切角有一定的关系。从表2可以看出,其角度随切削速度的上升并没有呈现出单调变化的规律,而是在一定范围内波动。

图9 锯齿形节段塑性变形
图9为节段的塑性变形示意图,待变形材料为平行四边形ABCD,经过塑性变形后成为梯形切屑节段AEFD,一个顶点B变形到E,因此,节段的相对滑移ε表达式为[6]:

其中a为梯形下边的长度,b为梯形上边的长度,φ1为梯形切屑表面边底角,剪切角φ可由下式求得:

其中α为节段斜角,γo为刀具前角。
切屑的变形除了上述节段的塑性变形,还有节段之间的集中剪切滑移,其表达式为:

其中,δ为绝热剪切带的宽度。
当切削速度为139.9m/min时,切屑变形最大,研究此时的应变状况。测得相应的参数(十个连续锯齿形切屑的平均值)a为286.98μm,b为123.59μm,φ1为87.2833°,φ由式⑶求得,为43.3384°。
将相应的参数值带入式⑵和⑷可得,节段的相对滑移ε=1.07,节段之间的集中剪切滑移ε1=4.36。由此可知,节段之间的集中剪切滑移变形程度要比单个节段的塑性变形程度大。这也说明材料发生热塑性失稳后,变形主要集中在局部的绝热剪切带,而切屑基体的变形相对较小。
2.4显微硬度的测量
如图10 a所示,对切削速度为139.9m/min条件下得到的切屑进行显微硬度测量,分别沿切屑流动方向和绝热剪切方向测量。沿切屑流动方向三点的硬度分别为390.8HV、390.8HV、367.7HV;沿绝热剪切方向的四点硬度分别为342.7HV、388.6HV、438.7HV、390.8HV。图10b为对未变形材料的显微硬度测量,平均结果为337.1HV。
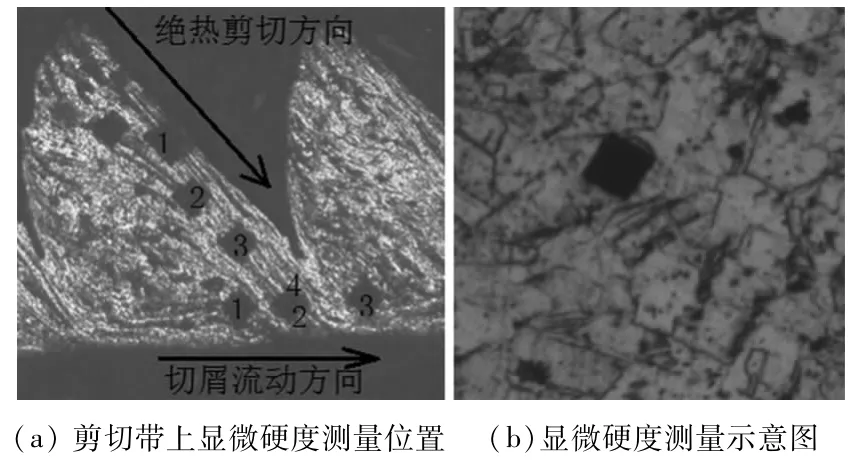
图10 Vc=139.9m/m in时显微硬度的测量
从测量的结果,可以看出:沿切屑流动方向,由于受到刀具的摩擦和挤压作用,材料因压—切复合应力发生塑性变形;沿绝热剪切方向,材料由于热塑性失稳而发生大塑性变形,其受力状态也为压—切复合应力。两者塑性变形冷却后的结果就是产生应变硬化,所以测得的硬度均比未变形材料高。
沿绝热剪切方向,材料的硬度值总体呈上升趋势。这是由于越靠近切屑底部,热塑性失稳大塑性变形引起的硬化效应和切屑底部压—切复合应力作用下塑性变形而引起的硬化效应相叠加,导致材料的硬度不断上升。其中第三点的硬度为438.7HV,可能是由于打到硬颗粒(如抛光时的金刚石颗粒)而出现的异常值;切屑底部沿切屑流动方向的硬度值也较高,相对于1、2点,由于3点离开绝热剪切带较远,因此其硬度值较低。
2.5进给量、刀具前角对切屑锯齿化影响分析
由于影响切削锯齿化程度的因素主要包括材料物理性能、切削参数和刀具的几何参数。而由以切削速度、进给量和刀具前角影响最大,因此下面将分析进给量、刀具前角对切屑锯齿化程度的影响。
表3、表4为Vc=99.9m/min和Vc=119.9m/min、γo=15.3524°不同进给速度下的切屑锯齿化测量结果。
为了便于更加直观地分析测量结果,绘制相应的图片如图11、图12和图13。

表3 Vc=99.9m/min、γo=15.3524°不同进给速度下的测量结果

表4 Vc=119.9m/min、γo=15.3524°不同进给速度下的测量结果

图11 图f-G曲线
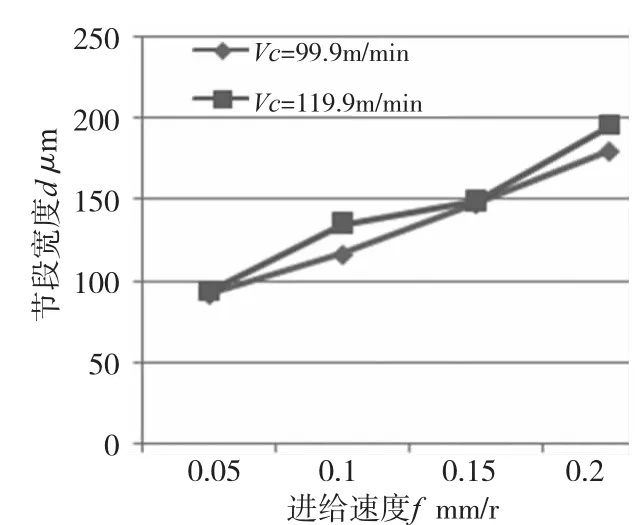
图12 f-d曲线
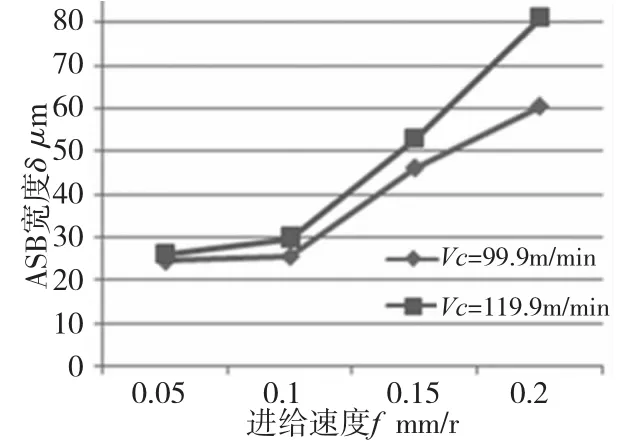
图13 f-δ曲线
在两种不同的切削速度下,通过改变进给速度而得到的切屑有着相似的变形特征。随着进给速度的提高,切屑材料的锯齿化程度在下降。进给速度的提高,即切削厚度的增大,会使前刀面上的法向压力及平均正应力σavr增大,由式⑸可知[7],前刀面摩擦因数随之降低,摩擦角也随之减小,由式⑹可知[7],剪切角φ随之增大,从图9中可以看出,剪切角φ的增大会使切屑材料的变形程度降低。而随着材料变形程度的降低,切屑锯齿化程度减轻,节段与节段之间便不再出现裂纹。


其中σavr为前刀面上的平均正应力,τs为被切材料的剪切屈服强度,β为前刀面与切屑材料的摩擦角,γo为刀具前角。
另外,节段的宽度随着进给速度的提高而呈现出近似等斜率的增长。进给速度的提高使得切屑厚度提高,每个节段的体积增加,节段的宽度也由此变宽。
从统计后锯齿化程度数据看以看出,在相同条件下,仅提高进给速度,会使得切削力也随之提高,由此也可知材料的塑性变形抗力在提高,因而由此产生的形变能也增加了。材料发生热塑性失稳后,变形局限于绝热剪切带中,形变能的增加扩大了热影响区,使得绝热剪切带变宽。在较低的进给速度下,ASB宽度增长缓慢,但之后随着进给速度的增加(较大的切削厚度下),ASB的宽度快速增加。
将刀具前角从γo=15.352°磨至γo=0°左右,按照表1的切削参数所加工得到的1Cr18Ni9Ti不锈钢的切屑,然后测量切屑的锯齿化参数,得到如表5的数据。
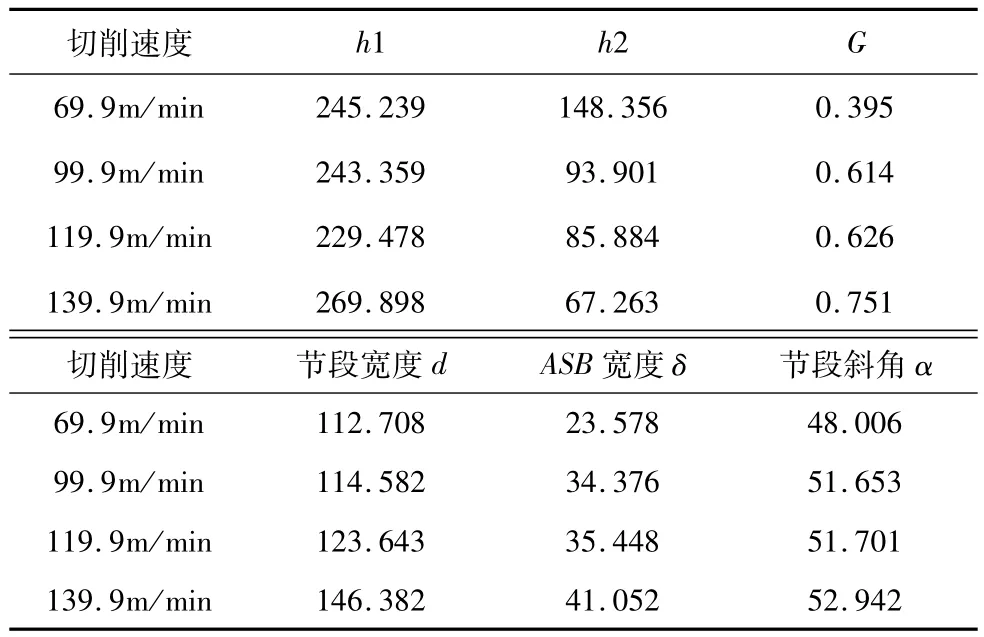
表5 测量结果(f=0.1mm/rγo=0°)
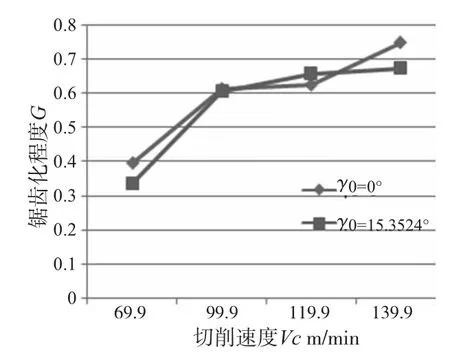
图14 Vc-G曲线

图15 Vc-α曲线
从图14中可以观察到,刀具角度的减小总体上会使切屑材料的锯齿化程度加深。但Vc=119.9m/min时,γo=0°的锯齿化程度G值却比γo=15.352°时的锯齿化程度小。这可能是由于积屑瘤的影响而导致,其硬度很高,为工件材料的2~3倍,处于稳定状态时可代替刀尖进行切削。由于积屑瘤的存在,会使得刀具的前角变大,从0°变为γb,而在本次研究的结果中,γb很可能已经大于15.35°,所以Vc=119.9m/min时,切屑的变形程度会变小。刀具前角改变后,节段宽度d和ASB宽度δ还是随着切削速度的提高而变宽。
另外,相对于表4中的数据,从图15中,还可以看出节段斜角α的大小总体上随着刀具前角的减小而减小。由式(3)可知,初始剪切角φ也在减小。从图9可知,φ的减小会使切屑变形程度增大。这也从另一方面说明了刀具角度的减小会使切屑材料的锯齿化程度加深。
3 结束语
通过前面对1Cr18Ni9Ti不锈钢不同切削参数下的切屑分析,可以得出:
(1)随着切削速度的提高,不锈钢材料1Cr18Ni9Ti会发生热塑性失稳现象,而且热塑性失稳临界切削速度范围在40m/min至70m/min之间。失稳后,会发生集中剪切滑移,形成绝热剪切带,导致产生锯齿状切屑,但是切屑零界失稳时并没有发生相变。
(2)切屑变形主要集中在节段之间的绝热剪切带,而切屑基体的变形相对较小,而且切屑节段之间的变形程度比其它变形区域大很多。
(3)随着进给速度的提高,即切屑厚度的提高,切屑材料的锯齿化程度在降低,节段之间不再出现由于变形程度过大而引起的裂纹。节段宽度和绝热剪切带宽度随进给速度的提高而变宽。除此之外,切屑厚度的增加,可以更清晰地观察到切屑基体内的组织基本保持原有形态,这也说明了材料失稳后,变形主要局限于局部热影响区。
(4)刀具前角减小后,刀具前刀面对于切屑材料的挤压作用增强,因此切屑的变形程度增大,即锯齿化程度加深。节段宽度和绝热剪切带宽度随刀具前角减小而变宽。由于不锈钢材料的塑性较好、加工硬化倾向强,且切削的速度不高,所以切削时易产生积屑瘤现象,这会增加刀具的实际前角,对切屑材料的热塑性失稳现象产生影响。
[1]Barry J,Byrne G.The mechanisms of chip formation in machining hardened steels[J].Journal of Manufacturing Science and engineering,2002,124(3):528-535.
[2]段争春.正交切削高强度钢绝热剪切行为的微观机理研究[D].大连:大连理工大学,2005.
[3]王敏杰,胡荣生,刘培德.金属切削过程中的热塑剪切失稳[J].强度与环境,1989(1):20-27.
[4]Komanduri R,Schroeder T A.On shear instability in machining nickel-iron base superalloy[J].ASME PED,1984,12:287-307.
[5]鲁世红,何宁.正交切削高强度钢绝热剪切行为的实验研究[J].机械科学与技术,2009,28(2):241-245.
[6]Herbert Schulz,Eberhard Abele,何宁.高速加工理论与应用[M].北京:科学出版社,2010.
[7]于骏一,邹青.机械制造技术基础[M].第2版.北京:机械工业出版社,2009.
[8]王大镇,李波.SiC增强铝基复合材料的切屑形貌与变形[J].组合机床与自动化加工技术,2009(11):13-16.
[9]G.Sutter,G.List.Very high speed cutting of Ti-6Al-4V titanium alloy-change in morphology and mechanism of chip formation[J].International Journal of Machine Tools& Manufacture,2013,66:37-43.
[10]朱红雨,李迎.基于微观锯齿切屑的旋风硬铣削加工机理研究[J].组合机床与自动化加工技术,2014(6):118-120.
(编辑 赵蓉)
1Cr18Ni9Ti Stainless Steel Serrated Chips Instability Experimental Research
XU You-qian,HE Yun,ZOU Zhang-di,QI Cheng-dong
(School of Mechanical and Power Engineering,,East China University of Science and Technology,Shanghai 200237,China)
Cutting 1Cr18Ni9Tistainless steel has high cutting force and high temperature.chip prone to shear instability,resulting in serrated chip.By making the chip sample of different cutting speeds,measuring the chip jagged parameters and microhardness in different deformation zonesoft thechip,comparingchip deformation under different cutting speeds toresearch 1Cr18Ni9Ti stainless steel chip jagged instability mechanism. Gain the chip deformation concentrated in shear slip belt,and the closer between segment,the greater the degree of deformation of the chip.Then by changing the feed rate and rake angle,analyze factors which may influence 1Cr18Ni9Ti stainless steel chip jagged for improvement to provide a theoretical basis for cutting stainless steel1Cr18Ni9Ti.
1Cr18Ni9Tistainless steel;serrated chips;thermal plastic instability;chip deformation parameters
TH162;TG65
A
1001-2265(2015)02-0004-06 DOI:10.13462/j.cnki.mmtamt.2015.02.002
2014-09-18;
2014-10-22
国家重大科技专项“高档数控机床与基础制造装备“(2012ZX04003041)
徐友钱(1987—),男,湖北黄梅县人,华东理工大学硕士研究生,主要研方向为先进制造技术及现代切削理论,(E-mail)xuvictory1987@ 163.com;通信作者:何云(1963—),男,湖南株洲人,华东理工大学教授,研究方向为先进制造技术等,(E-mail)hy121@ecust.edu.cn。
