直驱双轴转台的可靠性增长措施*
2015-11-02杨庆东王军见
牟 冰,杨庆东,王军见
(北京信息科技大学机电工程学院,北京 100192)
直驱双轴转台的可靠性增长措施*
牟 冰,杨庆东,王军见
(北京信息科技大学机电工程学院,北京 100192)
直驱双轴转台是五轴联动加工中心的核心功能部件,常用于加工具有空间复杂曲面的航空航天发动机叶轮叶片等,因其结构复杂,加工工况多变,容易发生故障。对国产某型五轴联动叶片加工中心可靠性的簿弱环节直驱双轴转台进行了研究,根据掌握的故障数据,进行故障模式影响及危害性分析,找出直驱双轴转台可靠性的簿弱部位,对故障发生的原因进行了深入分析,提出了有针对性的可靠性增长措施。为国产直驱双轴转台的可靠性增长提供了一定的依据。
加工中心;直驱双轴转台;故障模式
0 引言
直驱双轴转台是五轴联动叶片加工中心的关键功能部件,用于加工具有空间复杂曲面的航空航天发动机叶片[1]。直驱双轴转台对扩大加工中心的加工范围、提高加工效率、保证加工精度等都有重要作用[2]。
直驱双轴转台是结构复杂的机电一体化功能部件,且因其零部件在加工、制造装配环节的误差和控制系统的外部干扰等因素,不可避免的会发生故障。鉴于直驱双轴转台在航空、航天等方面的重要作用,因此非常有必要对其进行可靠性增长研究[3]。
以某五轴联动叶片加工中心的A/C轴直驱转台为研究对象,从转台的故障分析入手,找出故障发生的潜在原因,并根据原因提出可靠性增长的建议与措施[4]。
1 直驱双轴转台的故障分析
1.1直驱双轴转台的故障统计
从2012年11月1日到2014年4月30日,跟踪统计了13台同型叶片加工中心直驱双轴转台的故障数据,经整理得到有效故障26个。
1.2故障部位分析
图1中标注1即为叶片加工中心的A/C轴直驱转台,转台通过A轴的摆动和C轴的转动与X、Y、Z轴一起带动加工工件实现任意角度的加工[5]。
已知该型A/C轴直驱转台的设计要求是MTBF(Mean Time Between Failure,平均故障间隔时间)[6]达到1500小时以上。假设n台该型加工中心的直驱转台在使用过程中发生了N0次故障,并且每次故障修复后又能重新投入加工,测得该型转台每次的工作持续时间分别为t1,t2,…ti,…tN0[7]。其平均故障间隔时间为:

式中:T为A/C轴直驱转台的总工作时间。本文中所调查的直驱转台每天工作8小时,每月工作约20天,所以T=18×20×8=2880小时,n=13,则A/C轴直驱转台的平均故障间隔时间为:=2880×13÷26= 1440<1500小时。很显然,该型A/C轴直驱转台的可靠性水平离设计要求还有一定的距离,因此很有必要对其进行可靠性增长研究。
A/C轴直驱转台的可靠性增长是通过消除其可靠性缺陷和薄弱部位来实现的[8]。要充分利用转台的故障数据,通过FMECA(Failure Mode,Effects and Criticality analysis,故障模式、影响及危害性分析)[9],确定转台的薄弱部位,采取针对性的可靠性改进措施实现其可靠性增长。
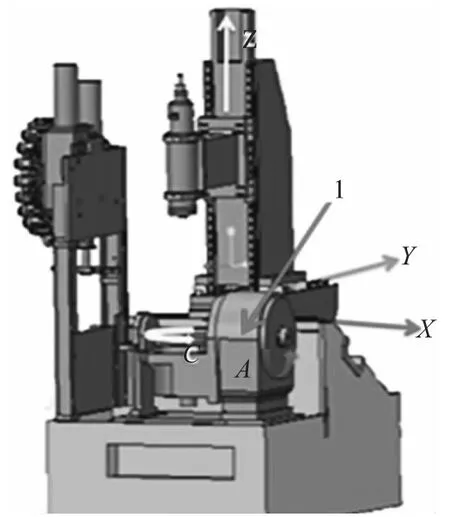
图1 五轴联动叶片加工中心模型
2 故障模式及危害度分析
根据统计的故障数据和相关计算公式[10],计算该A/C轴直驱转台故障模式的危害度CR并总结其故障模式如表1所示。

表1 A/C轴直驱转台的故障模式及危害度表
危害度CR的计算公式:

式(3)中nj为故障模式j发生的次数;n为A/C轴直驱转台故障的总次数。

式中N为转台本次统计中故障发生的总次数;∑t为转台在统计中的累计工作时间,所以∑t=18×20×8= 2880小时。
αj表示转台发生故障模式j的概率;λ表示转台的故障率;βj表示因故障模式j造成转台失效的概率。对βj规定:若βj=1表示该转台一定会失效,若βj= 0.5表示转台有可能失效,若βj=0.1表示转台失效的可能性很小,若βj=0表示转台一定不会失效。
根据表1可得到A/C轴直驱转台各故障模式的危害度直方图如图2所示。
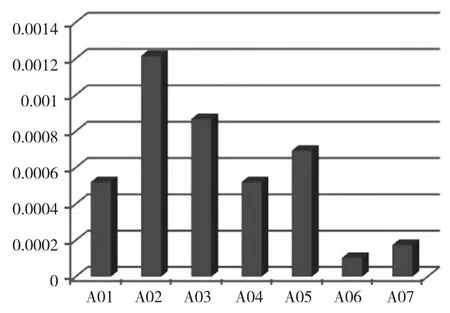
图2 故障模式的危害度分布直方图
通过图2可知A/C轴直驱转台危害度最大的几个故障模式是:A02摆动固定角度误差较大、A03转台返回参考点时振动或抖动、A05转台不夹紧,定位精度差,在后面的可靠性增长过程中,应重点针对这几种故障模式开展。
3 故障原因分析
通过前面对A/C轴直驱转台的FMECA,得到了直驱转台可靠性的薄弱部位,对转台各故障模式的发生原因分析如表2所示。

表2 A/C轴直驱转台故障模式及原因分析
4 可靠性增长措施
根据A/C轴直驱转台的FMECA结果,得到了该型转台故障发生的潜在原因,下面根据转台故障发生的原因,从A/C轴直驱转台制造、装配和管理等环节给出了针对性的可靠性增长措施。
4.1转台故障消除的措施
(1)对直驱转台转动不到位:定期检查修复转台缓冲装置;及时清洁或更换光栅;运用准滑动模态方法、平滑滤波等方法消除电磁干扰;将转台在无尘车间进行装配,并严格控制转台零部件的质量、装配方法等确保其装配精度。
(2)对摆动固定角度误差较大:采用先进的传感器和测量方法提高传感器测量精度;采用高频采样和滤波技术防止信号失真;严格按照设计标准和技术规范制造转台零部件,按照装配要求和工序来安装转台;通过前馈控制方法和可预见控制方法消除反馈延迟;通过电压/电流过采样技术、增加滤波环节来消除电压/电流波动;将干扰源的信号用屏蔽环加以屏蔽,把易受干扰的设定部分与伺服部分隔离开来。
(3)对转台返回参考点时振动或抖动:定期检查紧固螺母;改善转台的对称性和偏转特性,采用带阻滤波器对机械谐振进行抑制补偿;通过采用可调滤波器增益的观测器/滤波器结构自适应控制方法,藉以提高A/C轴直驱转台的位置跟踪能力[12]。
(4)对直驱转台不动或运转不灵活:定期检查紧固位或更换胀紧套;修复研损部位或更换密封圈;定期检查并及时进行调节系统输入的脉冲数;定期检查控制系统的信号输出情况,并及时给予修正。
(5)对转台不夹紧,定位精度差:定期检查液压油量,且重新调节液压压力;修复研损部位或更换零件;将干扰源的信号用屏蔽环加以屏蔽;采用高精度的位置反馈元件来减少误差;通过确保零件精度和装配方法来保证转台的装配精度;运用集成冷却方法减轻转台的发热影响。
(6)对直驱转台摆动速度不稳定:改善润滑条件,提高转台零部件的加工精度,采用可调滤波器增益的观测器/滤波器结构自适应控制方法;运用准滑动模态方法、平滑滤波等方法消除电磁干扰。
(7)对直驱转台返回参考点困难:立即更换磨损变形的螺钉并紧固感应块,调整好感应开关与旋转角度的接近开关位置,并使接近开关同时出现“1”的状态,调整后使转台回到参考点;严格控制保证外购螺钉的质量。
4.2转台可靠性管理及试验的措施
从总体看,首先要通过保证转台零部件的质量和装配方法来确保转台的装配精度,建立转台可靠性岗位责任制。
企业应建立以可靠性管理为核心的A/C轴直驱转台质量体系,建立转台早期故障试验和消除体系:建立一个有效的故障监测诊断系统和可靠性试验台,在总装前工作人员要对转台进行可靠性试验分析,及时消除直驱转台的故障隐患,使A/C轴直驱转台的可靠性水平得以提高。
5 结束语
对直驱双轴转台的故障模式进行了深入分析,找出了影响转台可靠性的薄弱环节,认清了故障发生的潜在原因,有针对性的提出了一些预防及优化改进措施,消除了直驱双轴转台的早期故障,提高了转台的可靠性水平;为国产直驱双轴转台的可靠性设计、分析及维护等提供了一定的参考依据。
[1]高秀峰,刘春时.A/C轴双轴转台几何误差检测与补偿技术研究[J].机械传动,2012,36(3):10-13.
[2]杨凌云,叶文华,刘世豪.数控机床二轴数控转台动力学仿真与耦合分析[J].组合机床与自动化加工技术,2012(3):11-16.
[3]王松.改进BP算法和模糊逻辑在双轴转台故障诊断中的应用[D].哈尔滨:哈尔滨工业大学,2011.
[4]徐吉存,刘春时,李焱,等.数控双轴转台的研制[J].机械设计与制造,2009(12):191-192.
[5]高秀峰,孙璐.双轴转台分度误差检测与辨识技术[J].制造技术与机床,2011(9):121-123.
[6](挪)劳沙德(Rausand,M.).系统可靠性理论:模型、统计方法及应用[M].北京:国防工业出版社,2011.
[7]曾声奎,冯强,马纪明,等.可靠性设计与分析[M].北京:国防工业出版社,2013.
[8]金风明.产品设计过程可靠性增长技术应用研究[D].北京:机械科学研究总院,2012.
[9](美)派切特(Michael,P.).产品可靠性、维修性及保障性手册[M].北京:机械工业出版社,2011.
[10]贾敬阳.数控砂带磨床可靠性评估与故障分析[D].长春:吉林大学,2013.
[11]党兴国.ИC800加工中心工作台故障处理[J].设备管理与维修,2009(3):64.
[12]杨松.高精度机械轴承转台摩擦补偿研究[D].哈尔滨:哈尔滨工业大学,2009.
(编辑 赵蓉)
Reliability Grow th Measures of Direct Drive Two-axis Rotary Table
MU Bing,YANG Qing-dong,WANG Jun-jian
(College of Mechanical and Electrical Engineering,Beijing Information Science&Technology University,Beijing 100192,China)
Direct-drive two-axis rotary table is the core of five-axis linkage machining center features,often used in machining complex curved surface with space of aerospace engine impeller blades,because of its complex structure,Changing processing conditions,prone to failure.Exampled by the reliability weak link of domestic blade machining center:direct drive two-axis rotary table as the research object,based on the failure data,the failure mode effects and hazards analysis,find out the weak position of the direct drive two-axis rotary table's reliability,to in-depth analysis of the cause of the failure,put forward the corresponding measures of reliability grow th.Provided a certain basis for reliability grow th of the domestic direct drive two-axis rotary table.
machining center;direct drive two-axis rotary table;failure mode
TH16;TG659
A
1001-2265(2015)02-0021-03 DOI:10.13462/j.cnki.mmtamt.2015.02.006
2014-05-26;
2014-06-27
国家“高档数控机床与基础制造装备”科技重大专项(2013ZX0400-1061);北京市教委“机械工程产学研联合研究生培养基地”项目(PXM2013-014224-000041)
牟冰(1989—),男,山东烟台人,北京信息科技大学硕士研究生,研究方向为机床可靠性,(E-mail)mubing1989@126.com。
