解决大型泥浆泵叶轮流道粘砂问题
2015-10-31冯晓冉
■冯晓冉
解决大型泥浆泵叶轮流道粘砂问题

■冯晓冉
叶轮作为泥浆泵重要的过流部件,质量要求很高,但在实际生产中时常会出现流道粘砂问题,严重影响铸件外观和内在质量。通过一系列的工艺控制,较好地解决了这一问题。
挖泥浆泵的叶轮既是过流部分的核心部件,又是铸造生产的难点。随着生产工艺的进一步完善,大型叶轮的裂纹、缩孔问题已基本上得到了解决,但对于叶轮外观质量还需要进一步提高。在前期的生产中流道内时常发生粘砂问题,造成大量的修磨,浪费较多人力、物力,情况严重的甚至直接报废,因此解决这一问题迫在眉睫。
1. 生产现状
叶轮生产时采用呋喃树脂砂手工造型、制芯,型芯涂刷涂料采用醇基锆石粉涂刷,大型泥泵叶轮直径在2m左右,浇注重量一般在8~12t,浇注温度1380~ 1400℃。
主要问题:叶轮流道内粘砂,位置主要集中在叶片根部和盖板相交的位置,如图1、图2所示。
2. 原因分析
(1)耐火度不够,涂刷不足 大型泥浆泵叶轮浇注温度多在1390℃左右,浇注重量多在7t以上,冷却时间较长。当金属液温度过高并在型砂中保持液态时间较长时,金属液渗入砂型的能力强,同时涂料涂刷质量较差也导致铁液易与造型材料发生化学反应,造成粘砂。盖板和叶片交接处造型后多为尖角或圆弧较小,浇注后在该处因砂型过热也易引起化学粘砂。
(2)浇注温度高,浇注速度过慢 大型高铬铸铁件浇注时讲究低温快浇,但叶轮类铸件形状复杂,充型时间较长,为避免出现冷隔缺陷,采取提高浇注温度的方法,在一定程度上增加了粘砂机率。
(3)盖板与叶片相交处圆弧小 由于盖板和叶片相交处圆弧较小,形成尖角砂,热节集中且此处散热较慢,易出现粘砂现象。
3. 解决措施
(1)提高充型速度 采用双层浇道,使充型能力加强,改善型腔内部同部位的温度梯度,制芯时在流道芯中多放草绳,增加砂芯的退让性。增加打磨工序,提高铸件内腔和表面清洁度,有利于涂刷均匀,并注意涂刷质量,减少因涂刷不均造成局部涂层烧损而产生的缺陷。由CAE模拟浇注后的温度场(见图3),可明显看到叶轮温度分布较均匀,有效减少了温度过热部位的存在。
(2)增大盖板和叶片相交处圆弧 在设计许可范围内增大盖板和叶片相交处的圆弧,消除尖角现象,同时在该处造型时使用激冷效果较好的铬铁矿砂,增强该处的耐火度和激冷速度。为控制打磨圆角的操作质量,制作圆弧卡板,这样可确保在实施和检查环节都有依据。
(3)提高流道内涂刷质量 应保证流道内砂型尤其是盖板和叶片相交处的涂刷质量,同时使用耐火度较高的涂料。涂刷过程中要保证涂刷不分层,无气泡、黑皮等。每次涂刷的方向要与上一次的涂刷方向垂直,对于厚大件(>100mm),至少刷5遍以上,涂料层厚度≥1mm;大型挖泥浆泵铸件涂料层的厚度应≥1.5mm,具体可按照铸造工艺卡片要求执行。每刷完一遍涂料后,静置约3min,然后点火对涂层进行干燥;大型铸件(3m×3m以上砂箱)可自然晾干,时间不少于1天。对于特殊部位,如叶轮流道过流部位,叶片圆角处、冒口颈处和型砂壁较薄的槽,以及较小的孔应多刷几遍涂料,保证涂料层厚度,而且不应存涂料。对于砂型不紧实的边角部位,先用涂料膏压平,再刷涂料。涂料性能要求见附表。
4. 效果验证
采取以上措施后,流道内粘砂问题顺利解决,流道内光洁度高,外观质量较好(见图4)。
流道粘砂问题顺利解决,提高了铸件质量,避免了人力、物力的浪费,在节约成本的同时更保证了交货期,有力促进了质量升级工作的开展,也为我公司占领更多的疏浚市场提供了技术保证。

图1 流道内粘砂明显

图2 粘砂去除后的外观

图3 浇注后的叶轮温度场分析

图4 流道内粘砂消失
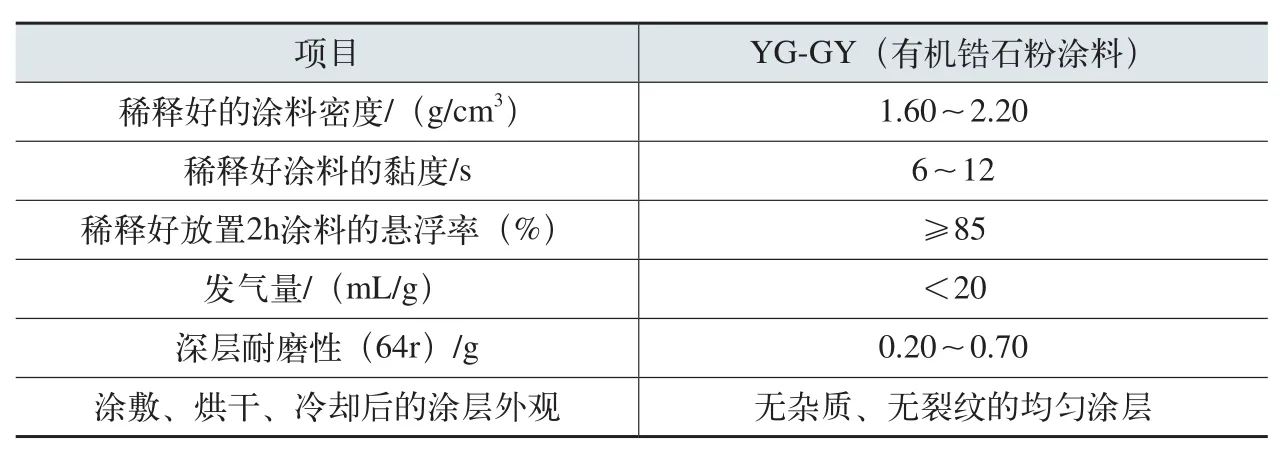
涂料性能要求
冯晓冉,石家庄强大泵业集团有限责任公司。