基于PLC的丝杠回程误差检测和补偿方法*
2015-10-31刘媛媛
刘媛媛
(1.无锡科技职业学院 机电学院,江苏 无锡 214028;2.江南大学 自动化研究所,江苏 无锡 214122)
基于PLC的丝杠回程误差检测和补偿方法*
刘媛媛1,2
(1.无锡科技职业学院 机电学院,江苏 无锡214028;2.江南大学 自动化研究所,江苏 无锡214122)
为了克服梯形丝杆螺母传动换向时回程误差对定位精度的影响,对直角型机械手的定位问题进行了研究,提出了一种基于S7-200PLC的定位控制方法,可以快速检测丝杆某一位置处的回程误差,并通过修改程序参数达到克服回程误差,实现准确定位的目的。
丝杆螺母传动;回程误差;MAP库
0 引言
准确的定位控制在自动化生产线中有着广泛的应用,由步进或伺服电机带动丝杆螺母实现定位移动是较常见的传动方式。丝杆在正反换向运行时将产生回程误差,影响传动的精度,常常采用机械调整方法来减小或消除丝杆轴向间隙[1]。目前国内外对丝杆回程误差补偿方法的研究主要集中于数控机床滚珠丝杆螺距误差的补偿问题,并针对不同的数控系统提出相应的解决方法[2-4]。对于未安装数控系统的控制设备的丝杆回程误差检测和补偿方法鲜有文献研究,本文在不外加机械调整机构的前提下,利用PLC软件编程的方法检测回程误差并弥补其对定位精度造成的影响。
1 定位控制系统构成
本课题研究的直角型机械手X、Z轴方向利用两相式步进电机带动梯形丝杆螺母副实现位置移动,采用西门子S7-200系列PLC作为控制器,连接触摸屏实时显示状态,实现机械手从料站到仓库仓位间的自动取放料控制,其定位控制系统结构示意图如图1所示。本课题要求机械手能够准确定位到仓库仓位,从而实现物料的取放动作,机械手以X、Z轴两个方向的坐标原点为参考点,再定位移动相应的距离至指定仓位。如果用高速脉冲串输出PTO(Pulse Train Output),找坐标原点编程困难且不准确,较常用的方法是采用位控模块EM253或西门子脉冲输出指令MAP库。本课题采用MAP库实现步进电机的定位控制[5-6]。

图1 定位控制系统结构示意图
2 MAP库编程定义
200系列PLC本体PTO提供了应用库MAP SERV Q0.0 和 MAP SERV Q0.1,分别用于Q0.0和Q0.1的脉冲串输出。MAP库各个块的功能简要介绍如下:
Q0_X_CTRL,参数定义和控制;
Q0_X_MoveRelative,执行一次相对位移运动;
Q0_X_MoveAbsolute,执行一次绝对位移运动;
Q0_X_MoveVelocity,按预设速度运动;
Q0_X_Home,寻找参考点位置;
Q0_X_Stop,停止运动[7-8]。
编程调试时,首先编写手动程序对机械手进行定位移动,在Q0_0 _CTRL中定义X轴当前位置C-Pos对应脉冲值存在VD1000中,如图2所示,同时用触摸屏实时显示VD1000中的脉冲值,将仓库每个仓位X轴的坐标位置记录下来,仓位Z轴坐标位置参照以上方法。然后编写自动程序,机械手可以根据物料的种类不同自动定位到相应的仓位,即移动到指定的X、Z轴坐标位置。
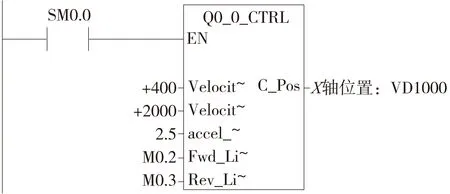
图2 Q0_0 _CTRL参数定义
3 回程误差检测系统
当机械手移动方向改变时,由于存在丝杆回程误差,按手动测量得到的仓位坐标脉冲数不能让机械手移动到准确的位置。在无机械调整装置的前提下,可以通过调节程序参数的方法达到准确定位的目的。
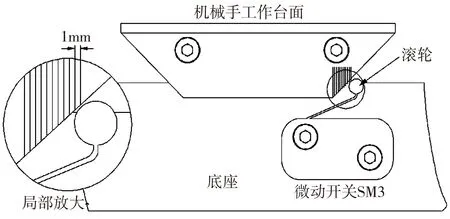
图3 X轴回程误差检测系统示意图
误差检测的方法如下:以X轴为例回程误差检测系统如图3所示,在手动状态下,让X轴移动到某一位置点A,将微动开关SM3安装在机械手X轴底座上,引起微动开关动作的滚轮的位置如图3所示。首先设定步进电机正向旋转,按下启动按钮电机旋转,并停止于A位置处,记录下滚轮所对应的刻线位置点和VD1000的脉冲值n1。再次按下启动按钮,步进电机继续正向旋转,此时无间隙误差,工作台直接移动,微动开关SM3的常开触点连接PLC输入口I1.0,滚轮带动杠杆机构使动作簧片位移到临界点时常开触点闭合,I1.0有信号时调用Q0_0_Stop,让X轴停止运动[8]。再次记录VD1000的脉冲值n2,n1和n2的差值就是在A位置处从电机转动到停止,机械手工作台的实际位移量对应的脉冲值,记为n3。
与上述过程相似,设定步进电机反向旋转并停于位置A,记录VD1000的脉冲值n4。设定旋转方向为正,按下启动按钮,X轴步进电机接收脉冲信号开始旋转,因回程误差的存在步进电机转动后不会立即带动工作台面移动,克服回程误差后工作台移动并压合SM3,工作台停止移动,记录VD1000的脉冲值n5,n4和n5的差值,记为n6,就是在A位置处回程误差与工作台位移量之和所对应的脉冲数。
利用触摸屏实时观察X轴位移对应的脉冲值的变化。脉冲值的变化量所对应的X轴的实际位移量与微动开关位移量的差值就是丝杆在这一位置的回程误差。计算说明:步进电机每转步数400,触摸屏VD1000脉冲变化量N=n6-n3,丝杆导程L=2mm,回程误差Δ(mm)计算公式:
以“Leetro”品牌的DM4250E二相四线制步进电机为例,设定细分数2,步进电机每转步数400,丝杆导程L=2mm,理论上误差补偿的精度可达到5μm,如果增大步进电机细分数,则理论上误差补偿精度还可提高。鉴于本检测系统微动开关的定位精度不高,故本方法实际的误差检测精度适用于一般精度的梯形丝杆螺母的准确定位,如生产线环节中的定位控制,不适用于高精度的滚珠丝杆螺母传动的螺距误差补偿[9-10]。
4 回程误差的编程补偿
经过反复试验,这根梯形丝杆的回程误差大约是1/4个丝杆导程,根据这个原理,在编写自动运行程序时,通过修改X轴坐标存储位VD500和Z轴坐标存储位VD504的值对回程误差进行补偿。在方向改变时增加或减少100个脉冲,用软件方法来弥补硬件的问题。
图4为机械手X轴的运动示意图,右侧微动开关SM1作为坐标原点,向左运动为正向,向右运动为反向。图中虚线处为二号仓位X轴坐标位置。手动程序中机械手自坐标原点向左运动,测得二号仓位对应的VD1000中脉冲值为18600。在机械手自动控制中,要求机械手移动到物料站抓料,然后返回到二号仓位放料,在正向切换到反向运行时设定X轴坐标存储位VD500值为18600-100=18500,反向多退回100脉冲的位置以弥补回程误差。如果是由反向切换到正向,则VD500应设定为18600+100=18700。下图5是自动程序中2号仓位的X、Z轴定位程序。
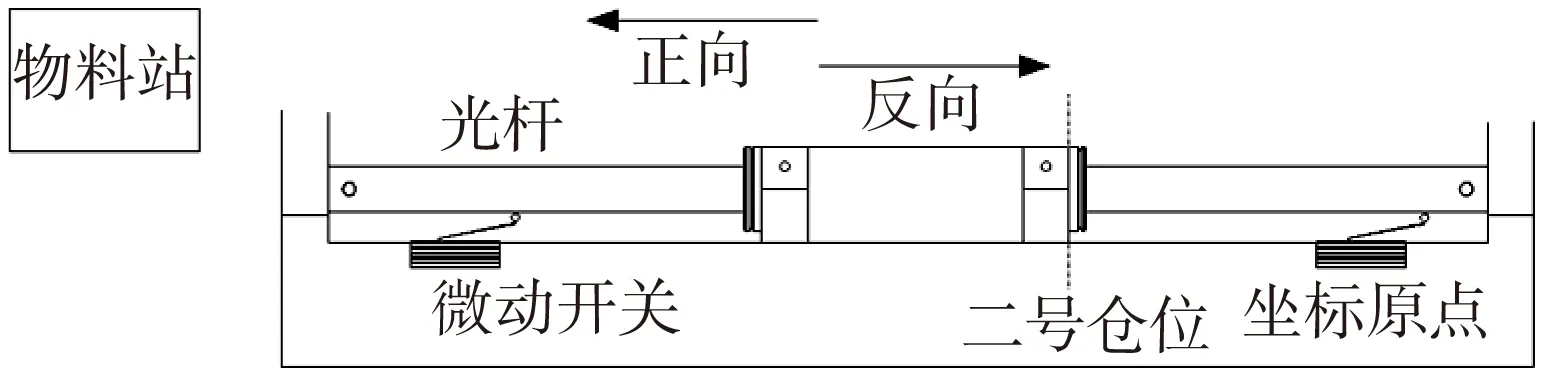
图4 X轴运动示意图
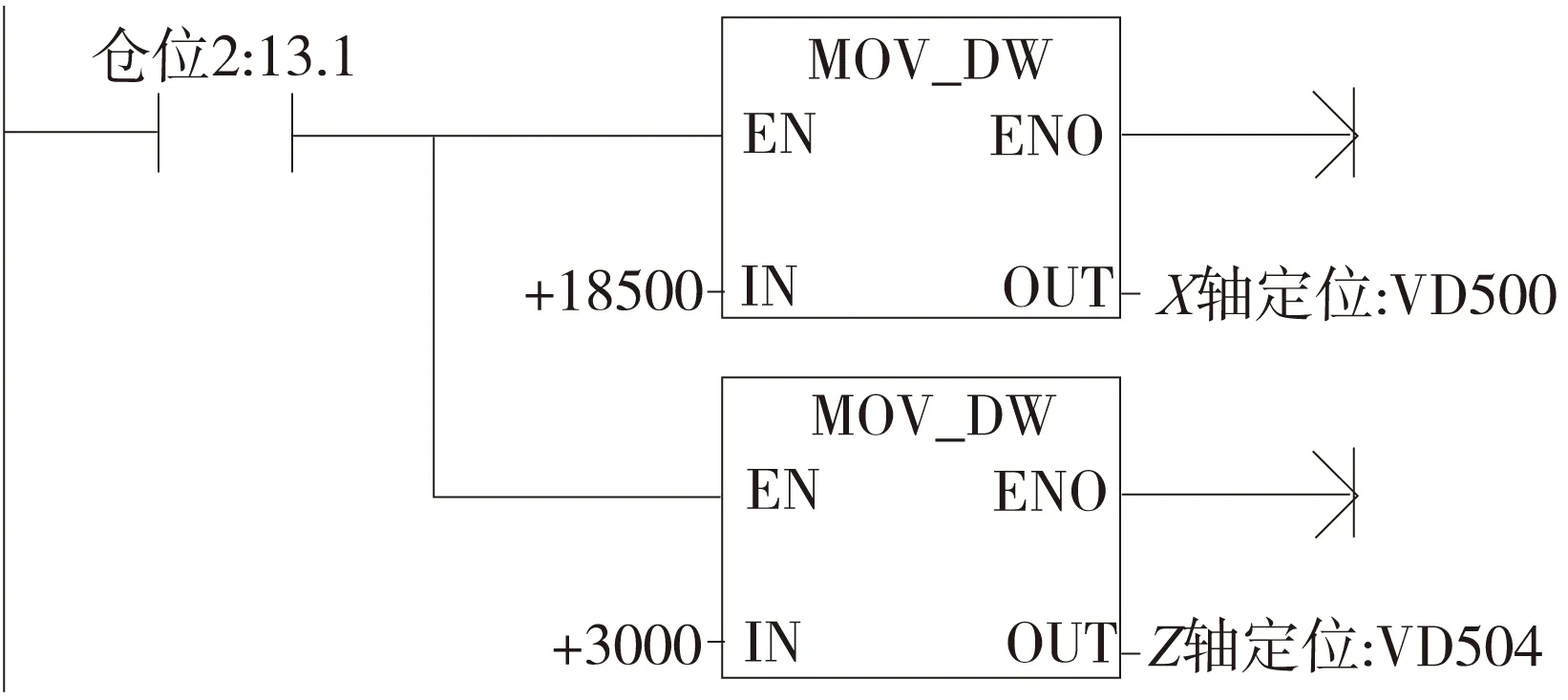
图5 X、Z轴自动定位程序(部分)
5 结论
本文以直角型机械手X、Z轴定位移动为研究对象,通过PLC编程调试的方法测量丝杆在某一位置的回程误差大小,并在机械手自动控制程序中通过修改程序参数的方法达到弥补丝杆回程误差的目的。实践证明该方法方便有效,并可以根据要求实时快速地检测丝杆任一位置处的回程误差值。
[1] 庞振基,黄其圣. 精密机械设计[M]. 北京:机械工业出版社,2003.
[2] 陈刚,羌铃铃. 数控系统中螺距补偿的原理与设计[J]. 机械制造与自动化,2015,44(1):25-28.
[3] K.Erkorkmaz, A.Kamalzadeh. High bandwidth control of ball screw drives[J]. CIRP Annals-Manufacturing Technology,2006,55(1):393-398.
[4] Guenter Pritschow, Niko Croon. Ball screw drives with enhanced bandwidth by modification of the axial bearing[J]. CIRP Annals-Manufacturing Technology,2013,62(1):383-386.
[5] 廖伟强,何佳兵,李丽秀,等. 步进电机驱动滚珠丝杆传动分析与应用[J]. 机械传动, 2014,38(12):171-173.
[6] 刘媛媛,张如萍,张正和,等. 基于伺服电机和PLC的工作台运动控制[J]. 机械工程与自动化,2012(4):126-128.
[7] 刘颖君,郭伟越. 西门子MAP库在三轴机械手定位控制中的应用[J].装备制造技术 , 2013(4):73-74.
[8] 王莉莉. 基于PLC控制的气动搬运机械手系统设计[J].电子科技, 2013,26(4):50-52.
[9] 李继中. 数控机床螺距误差补偿与分析[J].组合机床与自动化加工技术 , 2010(2):98-101.
[10] 刘焕牢. 数控机床螺距误差自动补偿技术[J].工具技术,2004(7):42-43.
(编辑李秀敏)
Detection and Compensation Method of Screw Hysterisis Error Based on PLC
LIU Yuan-yuan1,2
(1.Electro-mechanical School, Wuxi Professional College of Science and Technology,Wuxi Jiangsu 214028,China;2.Institute of Automation, Jiangnan University, Wuxi Jiangsu 214122, China)
In order to overcome the influence on positioning accuracy caused by the hysterisis error when a tradezoidal screw-nut drive change its direction, this paper takes the positioning problem of orthogonal manipulator as the research object, introduces a positioning control system using S7-200 PLC, which can quickly detect screw hysterisis error in a location, overcome hysterisis error by changing the program parameters, and finally achieve the purpose of accurate positioning.
screw- nut drive; hysterisis error;MAP serv lib
1001-2265(2015)11-0065-02DOI:10.13462/j.cnki.mmtamt.2015.11.019
2015-05-07;
2015-06-04
江苏省产学研联合创新资金项目资助(BY2014023-36);无锡市名师工作室专项资金(锡教高职[2015]38号)
刘媛媛(1983—),女,山东滨州人,无锡科技职业学院讲师,博士研究生,研究方向为控制理论和控制技术的综合应用,(E-mail)lyy19831125@126.com。
TH161;TG506
A
