CBN-WC-10Co刀具材料的电火花线切割机理
2015-10-29孙小丽
毛 聪 孙小丽 卢 继 张 健
1.长沙理工大学,长沙,4101142.工程车辆安全性设计与可靠性技术湖南省重点实验室,长沙,410114
CBN-WC-10Co刀具材料的电火花线切割机理
毛聪1,2孙小丽1,2卢继1,2张健1,2
1.长沙理工大学,长沙,4101142.工程车辆安全性设计与可靠性技术湖南省重点实验室,长沙,410114
采用电火花线切割方法对CBN-WC-10Co刀具材料进行了线切割加工实验,利用带能谱分析的扫描电子显微镜(SEM)观察了切割试件截面和表面的显微形貌并进行了成分分析。从微观角度分别研究了CBN颗粒和硬质合金基体的材料去除机理,分析了CBN-WC-10Co刀具材料的电火花线切割热损伤情况。研究结果表明:CBN-WC-10Co刀具材料的电火花线切割材料去除机理主要是通过放电通道产生的高温使材料局部区域熔化或者气化,在放电爆炸力作用下被抛出熔池,同时放电爆炸力使部分CBN颗粒直接从硬质合金基体脱落,形成凹坑;黏结剂金属钴因其导电性好、熔点和沸点低而容易被过量去除,导致WC颗粒因失去支撑结构而从表层脱落,且放电通道内产生的爆炸冲击波也会造成WC边缘局部碎裂。
CBN-WC-10Co;刀具材料;电火花线切割;材料蚀除机理;热损伤
0 引言
刀具是机械制造必不可少的切削加工工具,其材料性能的优劣直接影响切削加工的质量和效率。近年来各种新型刀具材料不断涌现,超硬刀具材料以其优异的切削性能得到了业界的广泛认可。超硬材料刀具具有加工效率高、使用寿命长和加工质量好等特点,主要用于零件的精加工。由于改进了人造超硬刀具材料的生产工艺,控制了原料纯度和晶粒尺寸,采用了复合材料和热压工艺等现代技术和手段,超硬刀具材料的应用范围不断扩大,被国际上公认为是当代提高生产率最有希望的刀具材料之一[1-2]。超硬刀具材料主要包括金刚石和立方氮化硼(cubic boron nitride,CBN),由于天然金刚石价格昂贵,所以生产实际中大多采用人造聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN),以及它们的复合材料。但是金刚石刀具加工铁系材料时在切削高温下容易发生石墨化,因而不适宜加工黑色金属[3]。PCBN刀具材料也存在脆性较大、抗冲击性能较差、容易破损等缺陷[4]。
虽然PCD和PCBN是目前应用很广的超硬刀具材料,但是它们自身依然存在上述不足。近年来有学者提出并采用放电等离子体烧结技术制备了CBN-WC-Co无机超硬复合材料[5-6],研究表明该新型材料结合了CBN良好的耐磨性、热稳定性和高硬度以及硬质合金的高强度、高韧性和耐腐蚀性能,同时克服了CBN强度和韧性不足以及硬质合金硬度和耐磨性稍差的缺点[7-8]。CBN-WC-Co复合刀具材料不仅有望适用于工程陶瓷、光学玻璃和半导体硅片等硬脆材料的高效精密加工,也可能适用于淬火钢、冷硬铸铁和合金铸铁等高硬难加工材料的高效精密加工。
CBN-WC-Co复合刀具材料具有高硬度、高韧性和耐磨损等优点,但是这些特性也使得其本身的切削加工和刀具制造过程不同于普通材料和传统刀具的加工和制造,对其制造工艺和技术提出了更加苛刻的要求。电火花线切割技术属于非接触式加工,作为一种现代特种加工方法,它具有加工精度高、表面质量好等特点,为机械制造中一些特殊材料和形状复杂工件的加工与制造提供了切实可行的途径[9-10]。由于CBN-WC-Co刀具材料中含有导电性能良好的金属钴,因此可以采用电火花线切割技术对其进行加工。但是目前还未见涉及CBN-WC-Co刀具材料电火花线切割加工机理的研究报道。本文通过开展CBN-WC-10Co刀具材料的电火花线切割加工实验,利用扫描电子显微镜(scanning electron microscopy,SEM)观察切割试件的微观形貌与热损伤情况,探究CBN-WC-10Co刀具材料电火花线切割机理,为合理选定工艺参数并提高CBN-WC-10Co刀具材料电火花线切割加工质量提供理论基础和技术保障。
1 实验过程
采用的试样为通过放电等离子体烧结技术制备的CBN-WC-10Co复合刀具材料,本实验所用放电等离子体烧结炉型号为HP D 25/3,烧结试样直径为40 mm,厚度为4 mm,CBN体积分数为30%,Co粉在WC-Co复合粉末中的质量分数为10%。CBN、WC和Co的平均粒径分别为38 μm、0.8 μm和1.1 μm。采用DK7725型电火花数控线切割机床进行CBN-WC-10Co刀具材料的电火花线切割加工,通过CD-22型线切割控制柜显示和调节加工参数。电极材料为钼丝,直径为0.16 mm,选用正极性加工,工作液为乳化皂水溶液。切割参数为:脉冲宽度20 μs,脉冲间隔6 μs,功放管8个,峰值电流2 A,工作电压85 V,高速走丝。
试样切割完成后,分别利用300号、500号和800号金刚石砂纸打磨,然后采用W0.5的金刚石研磨膏和金刚石金相抛光喷雾剂进行抛光处理,再利用全毛呢抛光布抛光30 min,最后利用棕丝绒抛光布精抛1 h。采用丙酮溶液对试样进行超声波清洗15 min,再将试件放在流动的自来水下冲洗干净,并放在风扇下吹干。采用带能谱分析的QUANTA200型扫描电子显微镜观察试件切割截面和表面的显微形貌,分析材料的成分,探讨CBN-WC-10Co刀具材料的电火花线切割机理,并且进行电火花线切割热损伤分析。
2 实验结果与讨论
2.1CBN颗粒的电火花线切割材料去除机理

(a)CBN脱落形成凹坑
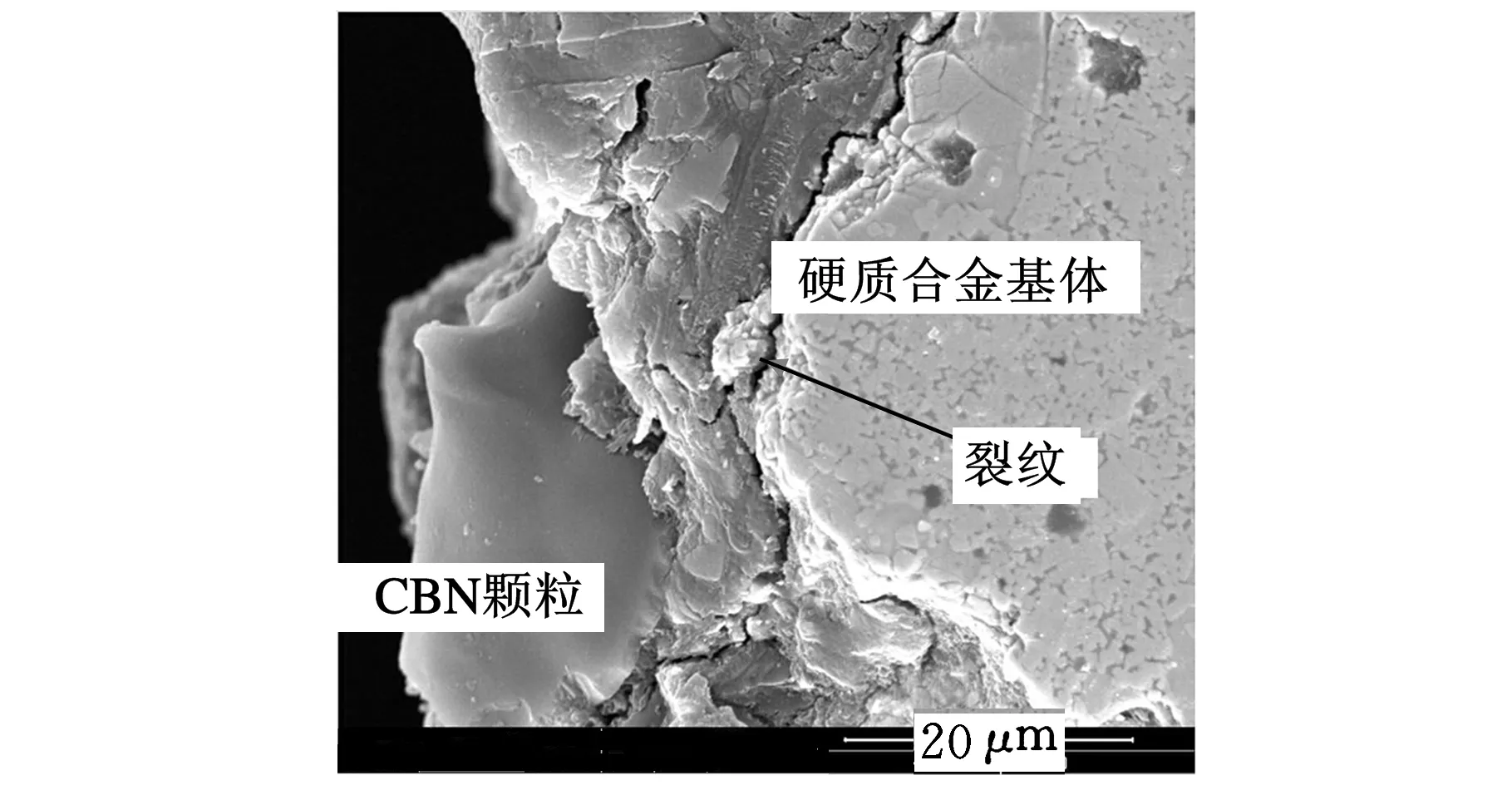
(b)CBN与基体连接处SEM形貌图1 CBN-WC-10Co材料切割截面形貌
图1为电火花线切割CBN-WC-10Co材料的截面SEM照片,由图1a可以看到,抛光截面靠近线切割表面处存在尺寸为10 μm左右的凹坑,尺寸远大于WC和Co的颗粒直径,该凹坑表明电火花线切割过程中发生了CBN颗粒从基体脱落的情况。而由图1b可以看出,大多数CBN颗粒仍然与基体连接,但是其顶部已经被通过局部区域的熔化或气化方式去除,并且从图中可以清晰地看到,切割加工后有些CBN颗粒虽然仍与基体相连,但其连接处已经存在宽度约为1 μm的细微裂纹。
通常情况下,CBN晶体导电性能很差(其本征电导率仅为10-11~10-9S/m,P型CBN晶体电导率为10-3~10-1S/m,n型CBN晶体电导率为10-6~10-2S/m),很难与钼丝形成电火花加工所需的两极。图2所示为CBN-WC-10Co材料断口形貌,从图中可以看出,采用放电等离子体烧结技术制备而成的CBN-WC-10Co复合材料结构组织均匀、致密。CBN颗粒比较均匀地分布在硬质合金基体中,断口处CBN颗粒大多是被外力所折断而残留在硬质合金基体中的,这表明黏结剂金属钴作为导电相网络结构致密、均匀地分布在复合材料中,并且将CBN颗粒与WC颗粒紧密地黏结在一起。同时,图2中也存在少量的因CBN颗粒被整颗拔出而留下的凹坑,在凹坑的内表面发现一层均匀分布的Co层。这些迹象说明,经过放电等离子体烧结后,在CBN颗粒表面黏结有一层金属钴,因此CBN颗粒表面具有一定的导电性。
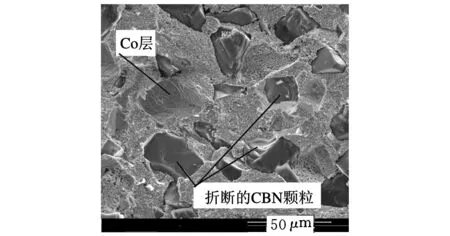
图2 CBN-WC-10Co材料断口形貌
在电火花线切割过程中,钼丝与黏结在CBN颗粒表面的金属钴成为电火花加工的两极,当极间距足够小,介质被击穿后,在CBN颗粒表面覆盖的金属钴与钼丝之间形成放电通道,放电柱中心可以达到10 000 ℃以上的瞬时高温,使得钴熔化甚至气化,同时CBN颗粒部分区域也会熔化或气化。在形成的放电通道内,液体介质以及两侧电极材料发生瞬时气化现象并迅速产生热膨胀,气化的金属蒸气和工作液体积瞬间骤增,由于受外部放电介质的包裹,产生的蒸气来不及扩散,将形成很大的膨胀力,当膨胀力足够大,冲破外部放电介质的包裹作用时会导致热爆炸,熔化的钴和CBN等产物在热爆炸力的作用下被抛出熔池,从而使CBN材料被蚀除。单个脉冲的放电能量为[11]
(1)
式中,Wm为单个脉冲的放电能量;te为单个脉冲实际放电时间;u(t)为放电间隙中随时间而变化的电压;i(t)为放电间隙中随时间而变化的电流。
由式(1)可知,脉冲前沿越短,脉冲宽度越大,则单个脉冲能量越高,材料的蚀除能力越强。
津格尔曼的放电爆炸力公式为[12]
(2)
式中,P为放电爆炸力的最大值;β为cp/cV复杂积分函数;cp为质量定压热容;cV为质量定容热容;ρ为液体介质的密度;WL为单位放电柱长度上的能量,与单个脉冲的放电能量成正比;tr为放电脉冲前沿时间;tf为放电脉冲宽度。
瞬间爆炸作用会产生很大的爆炸冲击波并形成拉应力,使已经被加热到呈熔融状态且底部仍被嵌在硬质合金基体中的CBN颗粒脱离试件,形成图1a所示的凹坑。由式(1)和式(2)可知,单个脉冲的放电能量越高,放电爆炸力就会越大,CBN从基体脱落的可能性越大,造成更多的凹坑出现。然而深嵌在基体中的CBN颗粒不能因爆炸力而脱离试件,其去除方式依然是通过材料本身的熔化和气化,但是放电爆炸力产生的强大拉应力会造成CBN颗粒与硬质合金基体连接处出现微小裂纹,如图1b所示。虽然CBN在1000 ℃左右会与水发生水解反应,也会造成CBN的消耗,但是电火花线切割的放电通道升温迅速,可以瞬间达到10 000 ℃的高温,因此CBN的水解反应很难发生。
令脉冲宽度为40 μs,而其他切割参数不变。此时单个脉冲能量增大,对材料的蚀除能力增强,大部分CBN直接以熔化或气化方式去除。从图3中可以看出CBN颗粒裸露出非常清晰的切割面。但是,脉冲宽度不能过高,因为一方面,随着脉冲能量的增大,蚀除产物增多,使排气、排屑条件恶化,间隙消电离时间不足,加工稳定性变差;另一方面,由于单个脉冲放电能量的增大,放电痕也大,使得切割表面粗糙度增大;此外,放电爆炸力也会相应增大,使得加工表面由于受热和受力双重影响导致残余应力的积累。

图3 脉冲宽度为40 μs时试件的微观形貌
令脉冲宽度为5 μs,而其他切割参数不变。此时单个脉冲放电能量较低,材料的蚀除效果较差,切割不稳定,尤其是对CBN颗粒的影响较为显著。图4是脉冲宽度为5 μs时试件切割表面的微观形貌,从图4中可以看出有整颗的CBN颗粒凸出基体表面,CBN去除不彻底。虽然理论上是脉冲宽度小表面粗糙度小,但是脉冲宽度太小,单个脉冲的能量就越小,放电间隙也会相应减小,致使加工稳定性变差。并且,在同样大小的脉冲能量作用下导电性能较好的硬质合金基体可以顺利熔化、气化,实现材料的去除,而CBN颗粒未能彻底熔化、气化,在基体上凸出,使切割表面粗糙度增大。
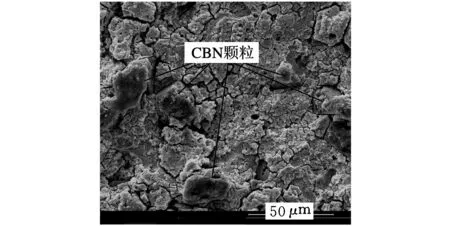
图4 脉冲宽度为5 μs时试件切割表面的微观形貌
本文实验所用CBN-WC-10Co复合材料中CBN的体积分数适中,总体来说加工性能较好,加工状态稳定,切割截面相对较为平整。但是由于CBN颗粒直径比WC颗粒直径大,其脱落形成的凹坑在一定程度上给后续工序如刃磨、抛光增加了工作量和难度。CBN颗粒直径大小及其体积分数都会影响CBN-WC-10Co复合材料电火花线切割的材料蚀除方式和切割质量。因此,在保证CBN-WC-10Co复合材料硬度、韧性和耐磨性的前提下,CBN颗粒直径的选择及其体积分数的确定对切割表面质量和后续工序非常重要。
综上,CBN颗粒的去除机理主要包括两个方面:一是CBN颗粒表面覆盖的导电相金属钴和钼丝形成放电通道,通道内的高温使电极材料CBN颗粒局部区域熔化或者气化,熔融产物由放电爆炸力抛出通道;二是部分CBN颗粒在放电爆炸力作用下整体脱离硬质合金基体,形成凹坑。
2.2硬质合金基体的电火花线切割材料去除机理

图5 硬质合金线切割表面抛光前的SEM图片
图5所示为未经抛光处理的CBN-WC-10Co复合材料电火花线切割的硬质合金基体SEM表面形貌,可以看出表面存在很多形状不规则、宽度为1 μm左右的裂纹,WC颗粒的形状也存在不同程度的边缘破损,出现这种现象的主要原因是CBN、WC和Co的热物理性能参数存在差异。众所周知,电火花线切割的切割性能与工件材料的热物理性能密切相关。当工件材料的导电性较差时,其电阻率较大,在工件材料上消耗的电压降相应增大,则作用在放电间隙的电压降减小,结果导致单个脉冲能量降低[13]。工件材料的热导率越大,其热量散失就越快,相同时间内能量积聚就会越少。工件材料的熔点和沸点越高,则去除材料需要更多的热量和更大的脉冲能量,单个脉冲能量去除材料体积的能力越差。工件材料的质量热容越大,单位体积材料熔化或气化所需要的能量就越多,因此电火花线切割效率越低。CBN、WC和Co的热物理性能参数见表1。由表1可知,尽管Co的热导率和质量热容相比WC的略大,线切割过程中在相同单脉冲能量的情况下,Co积聚的能量少,上升的温度低,但是Co的熔点和沸点均远小于WC的熔点与沸点,因此在升温较低时Co也会出现熔化或气化而被去除,同时Co的放电间隙电压高,即使在放电间隙较大的情况下也可以产生电火花放电,从而Co的材料去除量比WC的大,因此硬质合金基体中大部分黏结相Co会先于部分WC晶粒熔化或气化,造成Co的过量去除,并由放电爆炸力把熔化物质抛出放电通道,被流动的工作液及时带走。
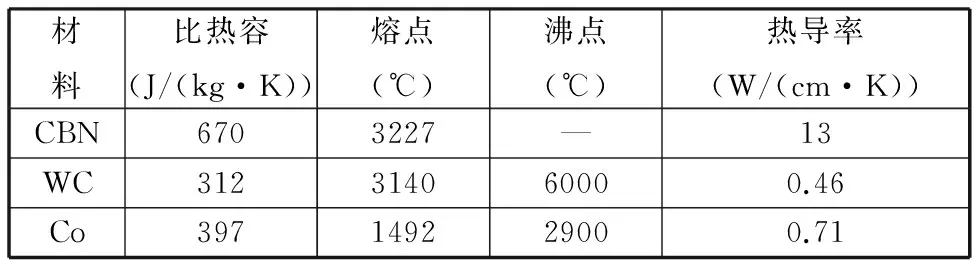
表1 CBN、WC与Co的热物理性能参数[14]
黏结剂金属钴的过量去除,使得连接WC的支撑结构遭到破坏,造成WC小颗粒脱落。高温高压的放电通道内由于气化形成的强大膨胀力急剧扩散,产生强烈的冲击波,使得硬质合金受到强有力的冲击,造成WC颗粒边缘局部碎裂。
对CBN-WC-10Co线切割试件进行切割表面抛光处理后,得到图6所示的SEM表面形貌。从图中可以看到抛光表面存在平均直径为1 μm左右的蚀坑。出现这种现象的原因一方面是在线切割过程中,放电柱中心温度极高,达到WC的熔点或者沸点,使得放电柱中心位置的WC通过熔化或气化方式被蚀除,因此在WC颗粒表面留下图6所示的小蚀坑;另一方面是在WC材料的蚀除过程中,部分WC被气化,气化过程具有爆炸特性,伴随产生很大的机械脉冲压力,被加热到熔化状态而因表面张力作用仍留在小坑中的WC颗粒被机械脉冲压力所挤出或溅出,从而在试件表面形成小蚀坑。
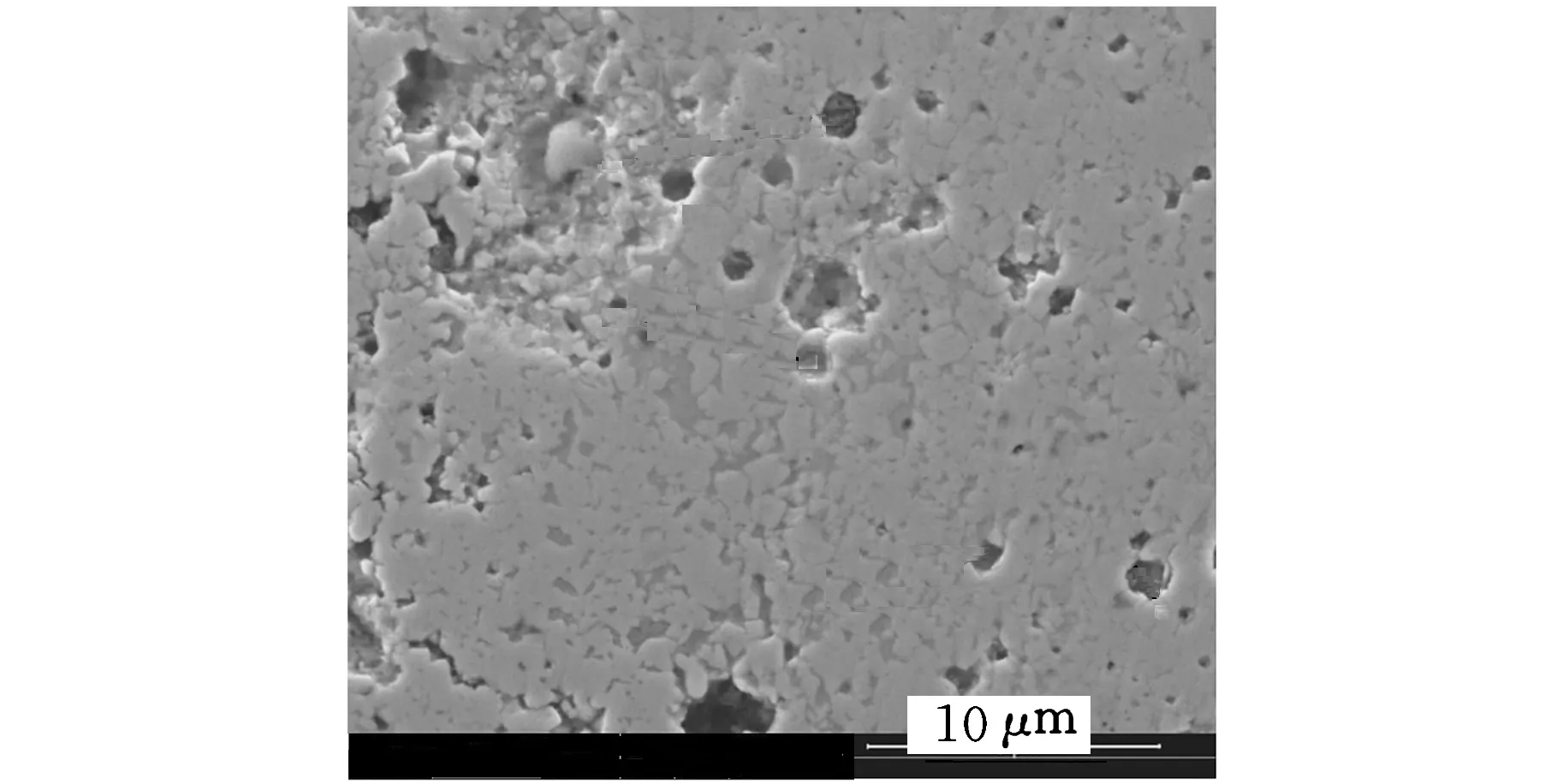
图6 硬质合金线切割表面抛光后的SEM图片
图7和图8分别是脉冲宽度为40 μs和5 μs(其他切割参数不变)情况下硬质合金基体表面抛光后的微观形貌,可以看出:图7有很密集的WC碎裂区域,缺口杂乱;图8的硬质合金表面平整,没有出现明显的WC破损现象,表面质量相对较好。硬质合金导电性能良好,电火花切割过程中在同样的脉冲电源作用下,脉冲宽度越大,则单脉冲能量越高,Co的过量去除越严重,并且放电爆炸力也相应增大,使得脆性的WC颗粒更容易破损,造成比较密集的WC碎裂区域。相反,当脉冲宽度很小时,单个脉冲能量较低,Co的过量去除现象有所改善,放电爆炸力的影响减小,WC和Co主要由熔化、气化方式直接去除,可以得到较好的加工表面。
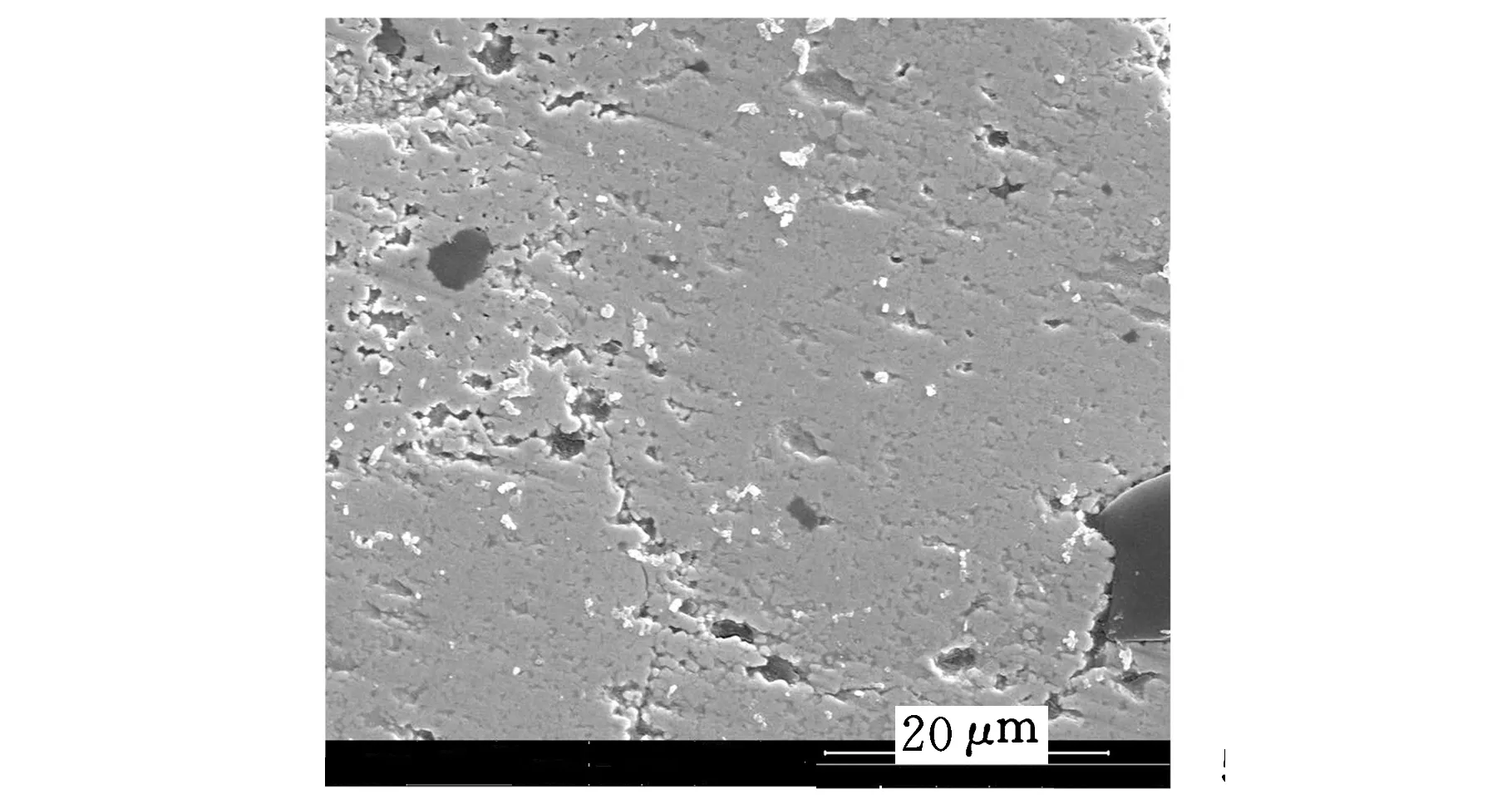
图7 脉宽40 μs时硬质合金切割表面抛光后的微观形貌
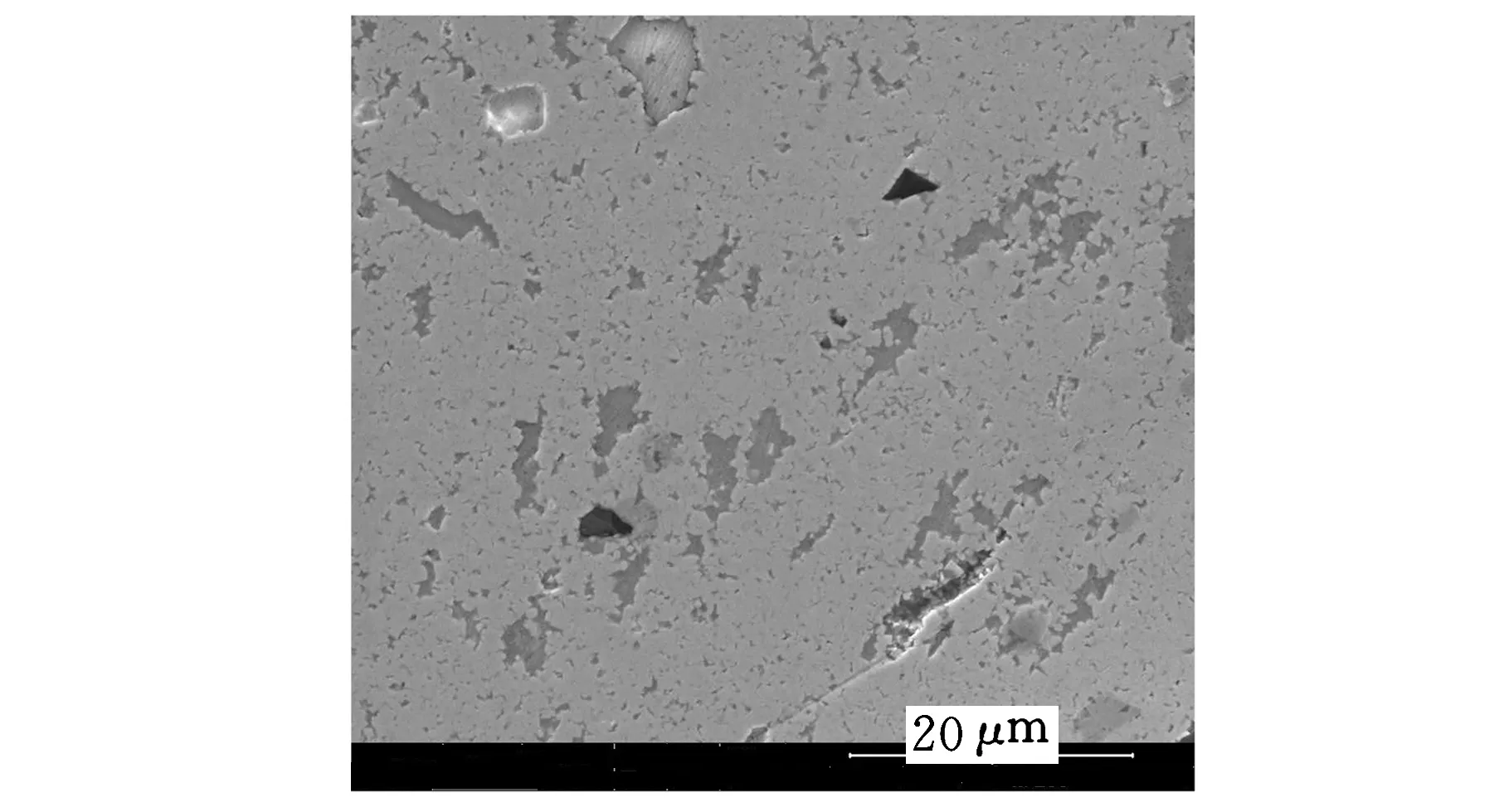
图8 脉宽5 μs时硬质合金切割表面抛光后的微观形貌
总之,硬质合金的材料去除机理主要包括三个方面:一是黏结剂金属钴导电性好、熔点和气化点低,导致在放电通道内由于高温而被过量去除,钴的过量去除破坏了WC颗粒的稳定结构,使得WC颗粒在爆炸力作用下从表层直接脱落;二是高温高压的放电通道内由于产生强有力的爆炸冲击波,在爆炸冲击波作用下WC颗粒边缘局部碎裂;三是WC气化产生的机械脉冲压力将被加热到熔化状态而因表面张力作用留在小坑中的WC挤出或者溅出,在其表面形成蚀坑。
2.3CBN-WC-10Co的WEDM热损伤分析
图9为CBN-WC-10Co复合刀具材料电火花线切割截面SEM照片,从图中可以看出切割表面存在平均厚度大概为3 μm左右的熔化凝固层和7 μm左右的热损伤层,热损伤层与里层硬质合金基体材料之间没有裂纹,并且过渡平稳没有非常明显的界限。在电火花放电的瞬时高温和工作液快速冷却作用下,CBN-WC-10Co的表面层发生了很大变化,可以将其分为熔化凝固层和热损伤层。虽然电火花线切割加工的放电通道温度很高,但是放电时间短产生能量少,在工作液的及时冷却作用下,工件实际热影响区相对较小。
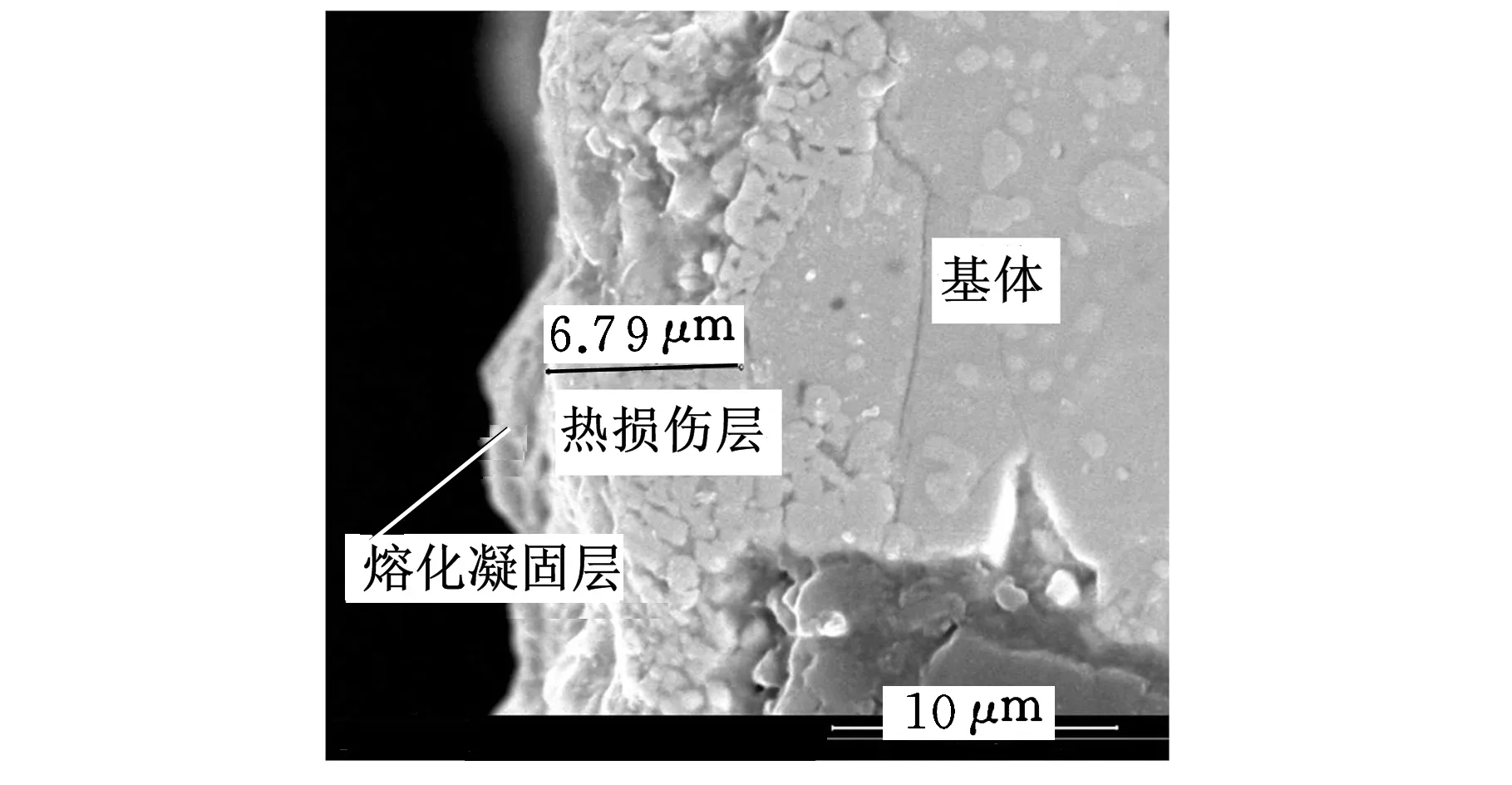
图9 切割截面微观形貌
有学者[15-16]提出WC-Co硬质合金本质上是一种典型的颗粒增强型复合材料,就硬质合金的性能而言,钴相成分非常重要,碳化钨晶粒以及局部失钴等都是不符合复合概念的组织缺陷,而且这些缺陷都会影响到颗粒增强作用的发挥,使硬质合金的性能降低。从该理论可以看出,黏结剂金属钴的含量和分布均匀性对于硬质合金的强度而言有很重要的影响,当钴相材料遭到破坏或者局部缺失时,其强度和韧性也会受到严重影响。由硬质合金的电火花线切割机理可知,切割表面的硬质合金黏结剂金属钴由于高温被过量去除造成钴的大量缺失,这肯定会在一定程度上影响硬质合金切割表面原有优良的强度和韧性,降低CBN-WC-10Co刀具材料的硬度、强度以及韧性。
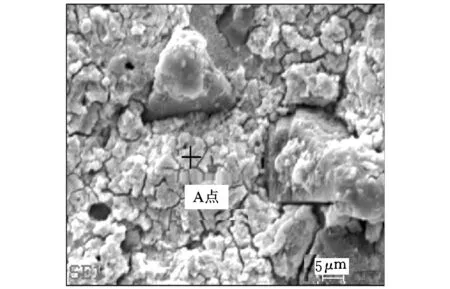
(a)未经抛光处理的线切割表面
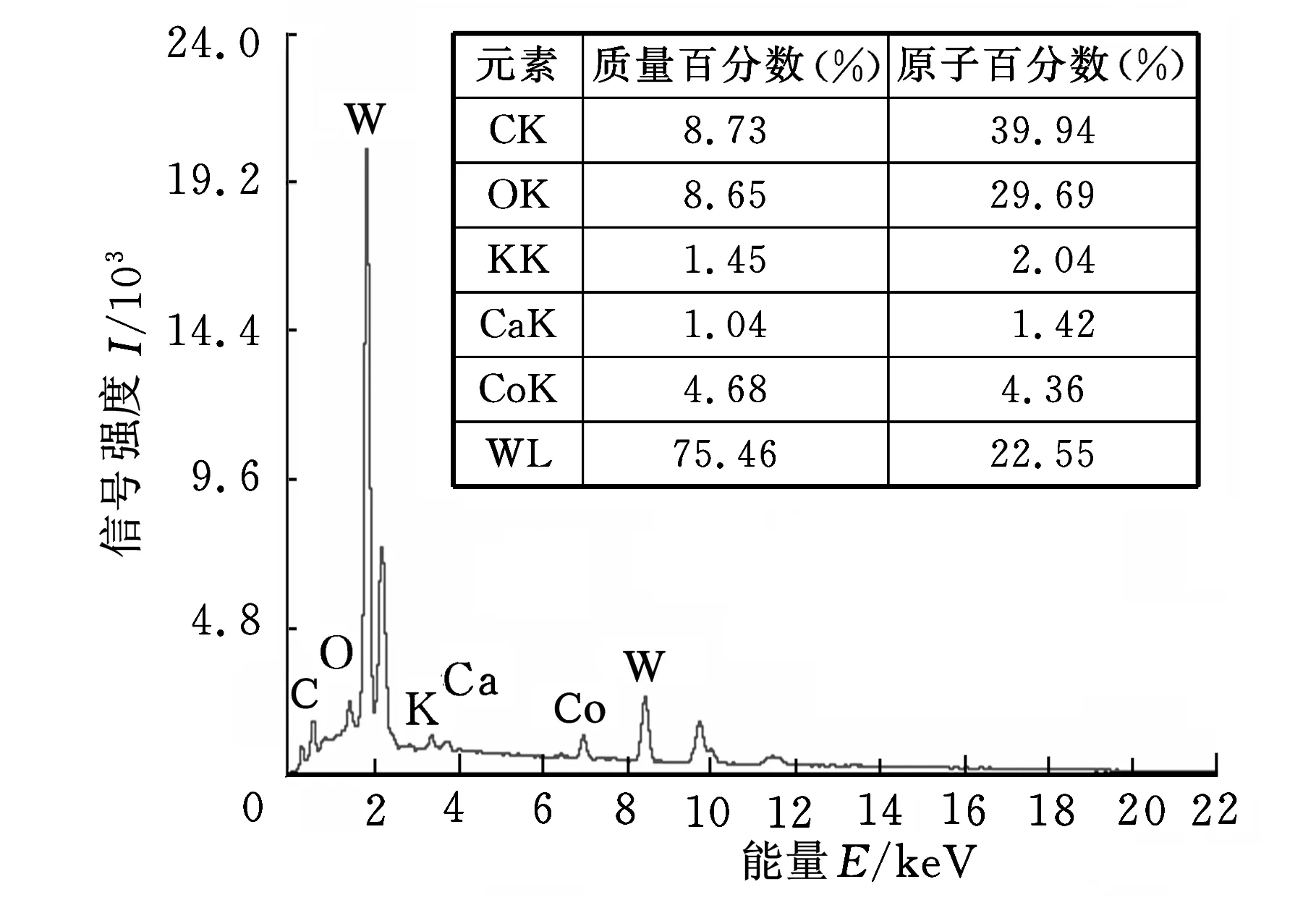
(b)A点能谱图图10 CBN-WC-10Co线切割表面未经抛光处理的能谱分析
图10为未处理的切割表面的能谱图,从图中可以看出切割表面除了存在原子百分数分别为39.94%、22.55%和4.36%的C、W和Co等元素以外,还存在原子百分数分别为29.69%、2.04%和1.42%的O、K和Ca等元素,这是因为皂化冷却液中含有水以及K、Ca等元素。在加工过程中由于高温高压作用,这些元素不可避免地扩散到复合材料表面,又由于工作液的快速冷却使少部分熔化的工件材料冷凝并重新覆盖在加工表面上,在表面形成了一层很薄的熔化凝固层,而扩散到表面的各种元素也被禁锢其中。同时由于切口处CBN颗粒的脱落,也会在一定程度上造成加工放电的不稳定,形成热影响区。热影响层处于熔化层和基体之间,只是受到热的影响并没有发生金相组织变化,它与基体也没有明显的界限。线切割过程中,在高温作用下,硬质合金表面的WC会发生W、C离子键断裂,W原子与O原子以单键和双键连接生成WO3[17]。虽然CBN高温时在一定条件下会发生向六方氮化硼的转化,但是电火花线切割过程放电时间短且在工作液的快速冷却作用下,通常不会发生这一转变。
图11为经抛光后的电火花线切割表面SEM照片以及能谱图,由图11可知,抛光后的切割表面相对平整光滑,基体材料不受外来元素的侵入。因此抛光去除表面变质层后,重新露出里层没有受到电火花线切割影响的材料,还原了CBN-WC-10Co材料的高硬度、高韧性和良好的耐磨性。
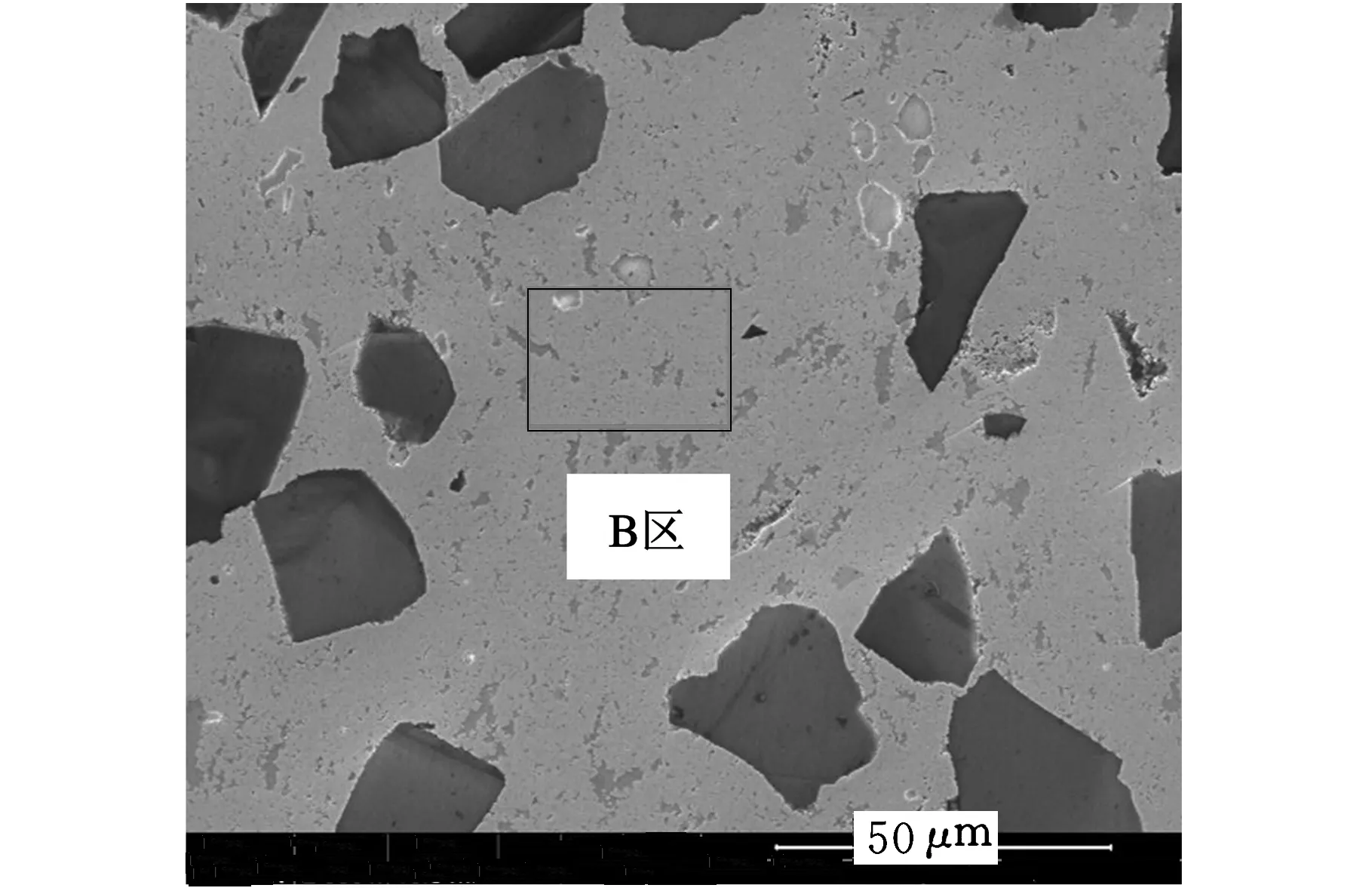
(a)线切割表面抛光后形貌
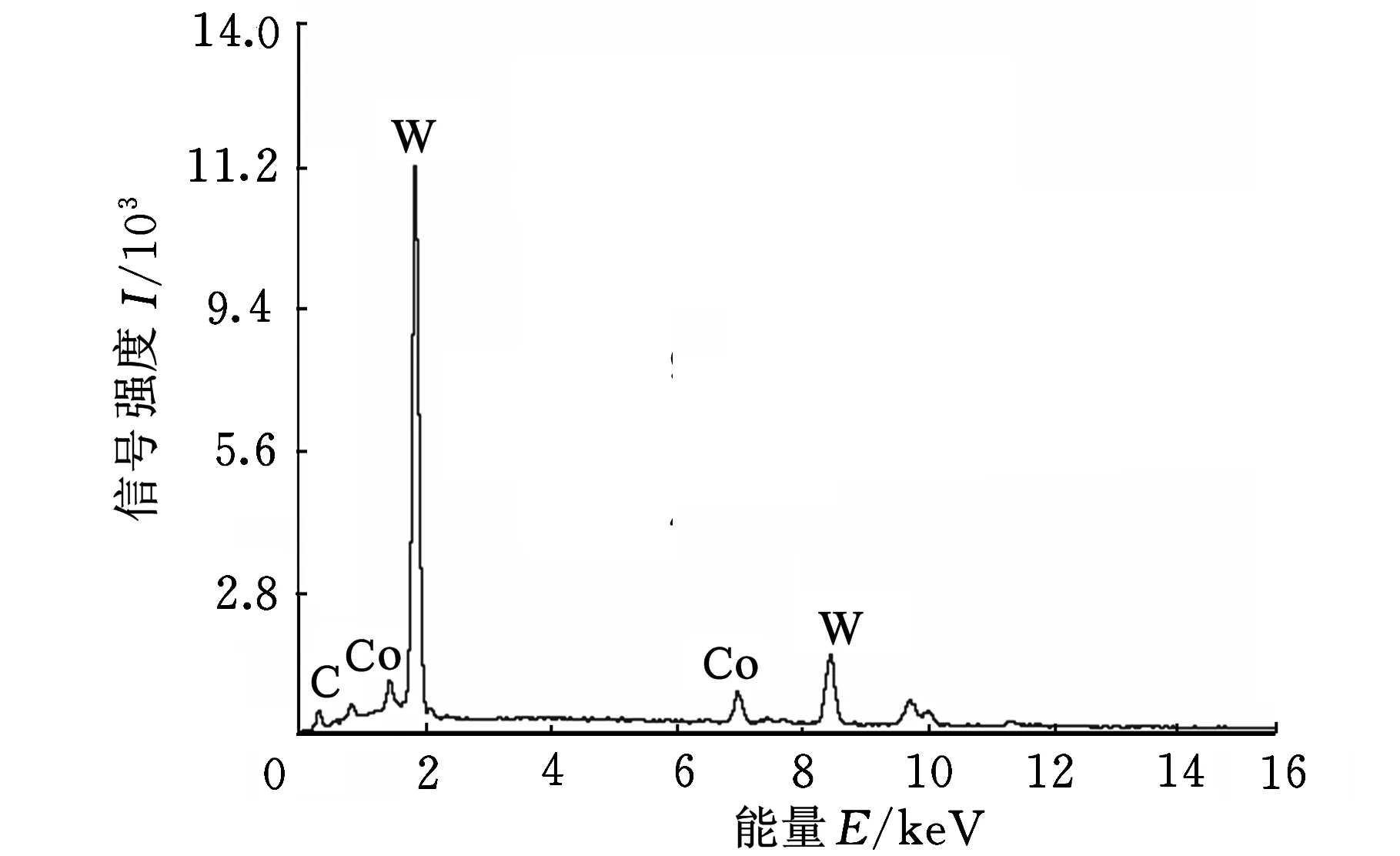
(b)B区能谱图图11 CBN-WC-10Co电火花线切割表面抛光后的能谱分析
3 结论
(1)电火花线切割CBN-WC-10Co刀具材料时,放电通道内的高温使CBN颗粒和硬质合金基体局部区域熔化或气化,由放电爆炸力抛出通道,同时部分CBN颗粒在放电爆炸力作用下脱离基体,形成凹坑。
(2)金属钴在放电通道内由于高温被过量去除,钴的过量去除破坏了WC小颗粒的稳定结构,使其在爆炸力作用下从表层直接脱落,放电通道内产生的强有力爆炸冲击波还会造成WC边缘的局部碎裂。
(3)WC气化产生的机械脉冲压力将被加热到熔化状态而因表面张力作用仍留在小坑中的WC挤出或者溅出,在切割表面形成蚀坑。
(4)CBN-WC-10Co刀具材料的电火花线切割试件热影响区小,变质层厚度较薄,采用抛光工艺可以很容易去除表面变质层,还原CBN-WC-10Co材料的高硬度、高韧性和良好的耐磨性。
[1]邓福铭,陈启武.PDC超硬刀具材料及其应用[M].北京:化学工业出版社,2003.
[2]刘献礼.聚晶立方氮化硼刀具及其应用[M].哈尔滨:黑龙江科学技术出版社,1999.
[3]张崇高,徐大源,鲁道忠.聚晶金刚石刀具的研究[J].中外技术情报,1994(3):17-18.
Zhang Chonggao,Xu Dayuan,Lu Daozhong.The Research of Polycrystalline Diamond Cutting Tool[J].Chinese and Foreign Technical Information,1994(3):17-18.
[4]计伟,刘献礼,孙轼龙.PCBN刀具最新发展及应用[J].航空制造技术,2012(14):77-82.
Ji Wei,Liu Xianli,Su Shilong.Current Development and Application of PCBN Cutting Tool[J].Aeronautical Manufacturing Technology,2012(14):77-82.
[5]Rosinski M,Michalski A.WCCo/CBN Composites Produced by Pulse Plasma Sintering Method[J].Journal of Materials Science,2012,47:7064-7071.
[6]Wang B,Yang J F,Fu Z Y,et al.The Effect of CBN Additions on Densification,Microstructure and Properties of WC-Co Composites by Pulse Electric Current Sintering[J].Journal of the American Ceramic Society,2012,95(8):2499-2503.
[7]Yaman B,Mandal H.Spark Plasma Sintering of Co-WC Cubic Boron Nitride Composites[J].Journal of Materials Letters,2009,63:1041-1043.
[8]Yaman B,Mandal H.Wear Performance of Spark Plasma Sintered Co/WC and CBN/Co/WC Composites[J].International Journal of Refractory Metals and Hard Materials,2014,42:9-16.
[9]王军,姜新桥,瞿大中.提高超硬刀具材料线切割加工效率的途径[J].电加工与模具,2004(4):59-60.
Wang Jun,Jiang Xinqiao,Qu Dazhong.Ways to Improve the Wire-cutting Efficiency of Superhard Cutting Tool Materials[J].Electromachining and Mould,2004(4):59-60.
[10]贾云海,李建钢,朱立新,等.聚晶立方氮化硼刀具刃口放电加工工艺研究[J].电加工与模具,2012(4):7-19.
Jia Yunhai,Li Jiangang,Zhu Lixin,et al.Study on Electrical Discharge Machining Technology of Polycrystalline Cubic Boron Nitride Cutting Tool[J].Electromachining and Mould,2012(4):7-19.
[11]曹凤国.电火花加工技术[M].北京:化学工业出版社,2005.
[12]Cao F G.A New Technology of High-speed Machining Polycrystalline Diamond with Increased Electric Discharge Breakdown Explosion Force[C]//Proceedings of Internationals Symposium for Electro-machining(ISEM-9).Nagoya,1989:309-312.
[13]张高峰,邓朝晖.聚晶金刚石复合片的电火花线切割机理与形貌[J].中国机械工程,2007,18(6):671-675.
Zhang Gaofeng,Deng Zhaohui.Cutting Mechanism and Surface Appearance of PDC with WEDM[J].China Mechanical Engineering,2007,18(6):671-675.
[14]马庆芳,方荣生.实用热物理性质手册[M].北京:中国农业机械出版社, 1986.
[15]孙宝琦.关于WC-Co硬质合金的强度和结构问题(Ⅰ)[J].稀有金属与硬质合金,2004(3):47-59.
Sun Baoqi.Study of Strength and Structure of WC-Co Hard Alloy(Ⅰ)[J].Rare Metals and Cemented Carbides,2004(3):47-59.
[16]孙宝琦.关于WC-Co硬质合金的强度和结构问胚(Ⅱ)[J].稀有金属与硬质合金,2004(6):29-34.
Sun Baoqi.Study of Strength and Structure of WC-Co Hard Alloy(Ⅱ)[J].Rare Metals and Cemented Carbides,2004(6):29-34.
[17]张好强,贾晓鸣,王莉娜,等.线切割加工硬质合金模具的WC浸出机理及抑制研究[J].硬质合金,2012,29(2):111-115.
Zhang Haoqiang,Jia Xiaoming,Wang Lina,et al.Study on Leaching Mechanism and Inhibition of Tungsten Carbide on WEDM Cemented Carbide Mould[J].Cemented Carbide,2012,29(2):111-115.
(编辑卢湘帆)
On Cutting Mechanism of CBN-WC-10Co Composite Cutting Tool Material with WEDM
Mao Cong1,2Sun Xiaoli1,2Lu Ji1,2Zhang Jian1,2
1.Changsha University of Science & Technology,Changsha,410114 2.Key Laboratory of Safety Design and Reliability Technology for Engineering Vehicle,Hunan Province,Changsha,410114
Traditional machining was unsuitable for CBN-WC-10Co composite cutting tool material due to its perfect toughness,high hardness and excellent abrasive resistance.WEDM was an effective method for the cutting tool material because of the unique advantages.Experiments on WEDM of CBN-WC-10Co composite cutting tool material were carried out.The surface properties of WEDM specimens were analyzed by scanning electron microscopy(SEM).The material removal mechanism and thermal damage of CBN-WC-10Co were discussed.The study indicates that the material removal mechanism with WEDM is mainly due to the extremely high temperature generated by the discharge channel which makes the local material melt or gasification,and the products are thrown out under the action of discharge explosive force.Meanwhile,the discharge explosive force makes part of CBN particles directly fall off from the cemented carbide and forms pits.Cobalt is easy to over-removal for the good conductivity,low melting point and boiling point,and then WC particles always drop from the surface owing to the losing of the supporting structure.The shock wave generated in the discharge channel can also cause the appearance of the local crack at WC grains edge.
CBN-WC-10Co composite;cutting tool material;wire electrical discharge machining(WEDM);material removal mechanism;thermal damage
2014-08-01
国家自然科学基金资助项目(51375061);湖南省教育厅科学研究项目(13K054);长沙市科技计划资助项目(K1308035-11)
TH142.2< class="emphasis_italic">DOI
:10.3969/j.issn.1004-132X.2015.12.015
毛聪,男,1975年生。长沙理工大学汽车与机械工程学院副教授、博士。主要研究方向为磨削加工理论与装备、刀具材料等。发表论文30余篇。孙小丽,女,1987年生。长沙理工大学汽车与机械工程学院硕士研究生。卢继,男,1990年生。长沙理工大学汽车与机械工程学院硕士研究生。张健,男,1980年生。长沙理工大学汽车与机械工程学院副教授、博士。