标尺光栅自动化装配关键技术研究及设备的研制
2015-10-27沙欧
沙欧
(中国科学研究院长春光机所光电技术研发中心,吉林长春 130033)
标尺光栅自动化装配关键技术研究及设备的研制
沙欧
(中国科学研究院长春光机所光电技术研发中心,吉林长春130033)
光栅尺是数控机床控制系统的核心部件,论文对标尺光栅的安装工艺与过程作了深入调研,对当前的人工装配工艺的优势与缺点进行了简要分析。结合人工装配过程的优势,提出了标尺光栅的自动化装配方案,该方案能够完成待装配工件的传送、预装配、高精度装配以及恒压保持等完整的装配工序。在此基础上,论文进行了工艺实验并完成了标尺光栅自动化装配线的设计。
光栅尺;标尺光栅;装配;点胶
0 引言
光栅尺是一种高精度位移传感器,是根据光栅原理设计而成的位置测量装置,一般用于数控机床的伺服控制系统中。光栅尺主要由标尺光栅和光栅读数头两大部分组成,机床工作时带动标尺光栅和光栅读数头作相对运动,读数头内的传感器对光栅条纹进行检测和判读,从而确定出标尺光栅和读数头的相对位置,即可确定机床的位置信息。光栅尺位置检测精度目前已达到0.5μm,由于光栅尺属于高精度的光机电产品,其测量精度受到各种因素的影响较大,主要有:光栅部件的制造与安装精度、机械结构的加工质量以及电子器件的可靠性等。
光栅尺标尺光栅的装配是光栅尺生产环节的重要一步,其过程是将检测合格的标尺光栅粘接到尺壳的粘接面上,要求粘接剂涂抹均匀,粘接剂凝固后粘接层厚度一致,且粘接质量可靠。目前,光栅尺标尺光栅的装配主要由人工完成,这对工人操作技能和经验要求较高,受工人操作技能的限制,也容易出现装配质量参差不齐的情况。本文对人工装配工艺和流程做了深入调研,结合人工装配工艺的优势,提出了标尺光栅的自动化装配方案,并在此基础上完成了自动装配线的设计与实验工作。
1 人工装配方案
目前,光栅尺标尺光栅的装配主要由熟练工人借助简易工具进行操作,装配过程一般为:工人首先在尺壳的粘接面上均匀涂抹专用粘接剂,然后手持标尺光栅的两端将其放置到粘接面位置,再用竹片压紧标尺光栅并往复滑动数次,使标尺光栅与粘接面紧密贴合,最后根据尺壳的不同截面形状,将装配好光栅尺以不同的角度放置24小时以上等待粘结剂凝固即可。上述过程中最为关键的步骤是涂胶和压紧,涂胶时要求涂抹均匀,否则会由于胶层厚度不一致引起测量误差;在压紧时要求用力适度且均匀,否则也会造成胶层厚度的变化。一般情况下,量程较短的光栅尺,人工装配可以达到较高的精度,当量程超过500mm时,工人在操作时必然会出现停顿,这会导致出胶量和压紧力的变化,从而带来误差。
人工装配标尺光栅具有较强的灵活性,可随时应对不同规格的光栅尺装配要求,这是人工装配的优势。然而装配高精度、大量程的光栅尺,人工装配则难以保证所需精度,因此,要制造高精度大量程的光栅尺,就需要对当前的装配工艺进行改进。
2 自动化装配方案
如上所述,鉴于标尺光栅的人工装配工艺中出胶量和压紧力的不均匀性,难以生产出更高精度的光栅尺,本文参照人工装配过程,结合自动化装配设备的优势,提出了光栅尺标尺光栅的自动化装配方案。
2.1自动化装配工艺流程设计
自动化装配工艺流程设计:①尺壳进料并装夹固定;②标尺光栅同时进料,用吸盘吸附固定;③尺壳正向运动,同时点胶机在粘接面上涂胶,标尺光栅也同步进入尺壳内腔;④吸盘小角度摆动后将标尺光栅放置到尺壳粘接面上并初步压紧;⑤吸盘放气并反向摆动退回原位,尺壳与标尺光栅已粘接为一体;⑥尺壳与标尺光栅同步反向进给,压紧模块进入尺壳内腔并与内腔配合,进行完全压紧操作,此步骤可根据情况反复若干次;压紧模块进入尺壳使,将保压软管带入;⑦反向进给完成后,对软管充气,软管膨胀将标尺光栅与粘接面压紧,保压24小时;⑧带粘接剂凝固后,取出软管,装配完成。
该装配流程是在人工装配基础上的改进。手持标尺光栅两端进行装配时,光栅由于自重会弯曲,引入误差,自动化装配方案中采用了吸盘多点夹持的方式,大大降低了光栅的弯曲程度。尺壳正向匀速进给与点胶机匀速出胶保证了点胶均匀一致,而改进后的点胶针头能够更好地将粘接剂分散到粘接面上。尺壳反向进给时,压紧模块特有的形状与尺壳内腔配合能够均匀施力将光栅压紧到尺壳上,避免了人工压紧施力不均匀的情况,而通过变换压紧模块能够调整压紧力大小。软管充气膨胀可保持一定压力压紧光栅,相对于人工装配后的弹簧片保压,施力均匀而且可控。
2.2工艺实验
为验证上述方案的可行性并确定相关设备与部件的型号规格,进行了相关的工艺实验,包括:点胶设备实验、吸盘吸附实现、压紧模块实验。
(1)点胶设备实验。点胶设备实验的目的首先是验证点胶方案的可行性,进而根据粘接面积确定进给速度与出胶量最佳配合值,最后通过实验对点胶针头进行改进。实验器材有:标准尺壳、各种规格针头若干、点胶机一台及伺服运动平台,实验如图1所示。

图1 点胶机实验台Fig.1 Experiment of gluing machinery
(2)吸盘吸附实验。实验目的是验证标尺光栅吸盘吸附方案的可行性,进而确定吸盘尺寸与真空压力的大小。实验室更换不同规格的吸盘并改变吸盘分布方式,观察吸附光栅作进给运动时的运动稳定性,认为吸盘吸附方案具有可行性,同时确定了较好的吸盘尺寸和分布方式。
(3)压紧模块实验。压紧模块是根据尺壳内腔截面加工的专用模块,模块分为三部分:楔形前段用于使模块准确与尺壳内腔配合;中段尺寸与内腔尺寸相配合,用于压紧光栅;尾段稍长,使模块与尺壳缓慢分离,保证压紧质量。压紧实验的目的是验证该方案可行性并确定模块与尺壳的最佳相对运动速度。压紧模块如图2、图3所示。
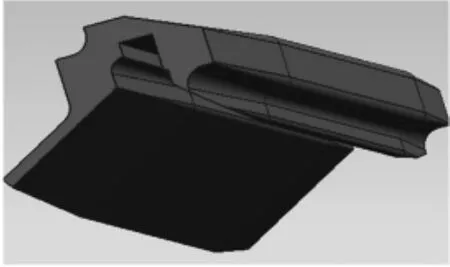
图2 压紧模块Fig.2 Clamp module
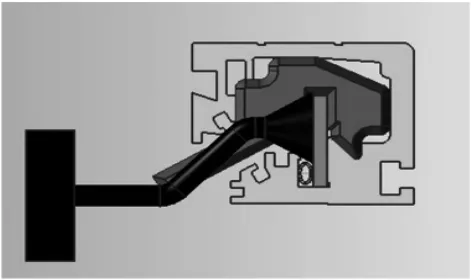
图3 压紧模块与尺壳配合示意图Fig.3 A clamp module matches a scale shell
标尺光栅自动化装配继承了人工装配工艺的优势,并通过可靠的控制和执行机构大大降低了装配误差,提高了装配精度和质量。通过工艺实验验证了上述方案的可行性并确定了相关的设备规格与技术参数,为标尺光栅的自动化装配线的研制提供了依据。
3 自动装配线设计
3.1自动化装配线的组成
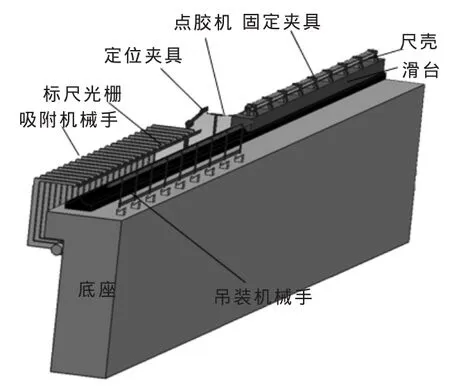
图4 整机结构示意图Fig.4 The whole machine structure
自动化装配线的整机结构如图4所示。根据自动化装配工艺和流程,本文设计完成了自动化装配线。装配线主要组成部分:①运动滑台:滑台、导轨、夹具、伺服电机、传动机构等,负责尺壳的正反向进给运动;②机械手:载物台、自盘支架、吸盘及其附件等,负责吸附和运送标尺光栅;③定位压紧机构:专用压紧模块、真空软管、辅助运动部件,用于装配标尺光栅后压紧,是定位可靠;④点胶机:根据控制系统指令点胶。
3.2工艺流程

图5 自动化装配流程图Fig.5 The flow of automated assembly
自动化装配线的工作流程如下:①标尺光栅经输送机构到达初始位置,吸盘机械手吸起标尺光栅到达预定工位;②送料机构将尺壳装夹到工作滑台上,滑台带动尺壳正向(向标尺光栅的方向)运动,在运动过程中点胶机在尺壳的粘接面上点胶,到达与标尺光栅重合的位置之后保持静止;③吸盘放气,使标尺光栅落到尺壳的粘接面上,两端的限位机构对标尺光栅限位,保持其和尺壳的相对静止;④压紧模块到达与尺壳配合的工位;⑤滑台反向进给,标尺光栅随尺壳反向运动,压紧模块对标尺光栅作精确定位压紧;⑥在反向进给时,在标尺光栅和尺壳间由压紧模块引入一根抽真空的硅胶软管,压紧模块将标尺光栅压紧完毕后,对软管充气,软管膨胀压紧标尺光栅,在凝固期间起定位压紧的作用;⑦卸载完成粘接的尺壳,即完成本次装配,进行下一工作循环。
3.3设备兼容性
该设计方案对以下两种情况具有良好的兼容性:①直接兼容:尺壳长度变化而型腔不变时,可直接兼容,仅需在控制系统中设定长度参数即可;②调整夹具:尺壳型腔变化不大时,需要调整夹具的工作间距;③一般情况下,当尺壳形状变化较大时,通过更换专用夹具后亦可兼容。
4 结束语
我国已成为世界的制造大国,然而并非制造强国,制造水平的提升亟需大力研发高档数控机床,光栅尺作为机床数控系统的核心功能部件,其研发生产能力对工业发展有着至关重要的作用。长春光机所在国内率先开展了光栅尺和绝对式光栅尺的研制工作,取得了一系列的成果,然而在高精度光栅尺的研制方面还有欠缺。我所开展光栅尺研究较早,目前所用的设备部分已经老化,为进一步提升光栅尺制造能力,开展了新一代装备的研制工作。
标尺光栅自动化装配设备是光栅尺自动化生产线的一个重要组成部分,负责将检测合格的标尺光栅装配到尺壳中,本文深入调研了当前的人工装配工艺,提出了标尺光栅自动化装配并对关键技术进行了认真分析研究和相关工艺实验,完成了标尺光栅自动化装配线的设计与研制。
[1]孙强.高精度绝对式光栅尺研究进展及技术难点[J].世界制造技术与装备市场,2012,5.
[2]吕桂志,任工昌,丁涛,等.基于TRIZ技术进化分析点胶机的演进[J].工程设计学报,2008,5.
[3]Asymtek Nordson Company.Control Coat Dispenser Wide Pattern Conformal Coating Capability[EB/OL].Asymtek Nordson Company,[2009-09-17].www.asymtek.com.
[4]深圳市世椿自动化设备有限公司.桌面型点胶机SEC-500EDY[EB/OL].深圳市世椿自动化设备有限公司首页/产品中心,[2014-9-16].http://www.second-auto.com/desktop-dispenser/145.html.
[5]马俊.四自由度点胶机器人控制系统设计与路径规划研究[D].合肥:中国科学技术大学,2009.
Research of the Key Techniques and Design of the Liner Scale Automated Assembly
SHA Ou
(Changchun Institute of Optics,Fine Mechanics and Physics,Chinese Academy of Sciences,Changchun Jilin 130033,China)
Liner scale is the core component of NC machine tool control system.In this paper,the research of a scale grating installation technology and process is conducted.Advantages and disadvantages of the current manual assembly process are briefly analyzed.Combined with the advantages of manual assembly process,the scale grating automated assembly plan is put forward.The scheme can complete the complete assembly processes such as transmission of artifacts for assembled,prefabrication,high precision assembly,constant pressure to keep and so on. On this basis,this paper carried a series of experiments of the scheme,and completed the design of a scale grating automated assembly line.
liner scale;scale grating;assembly;gelatinizing
TP27
A
10.3969/j.issn.1002-6673.2015.06.048
1002-6673(2015)06-133-03
2015-10-19
沙欧(1985-),男,助理研究员。研究方向:光机结构设计,机械设计。研究课题:①三维扫描仪结构设计;②光栅尺自动化装配工艺研究;③光机结构设计。已发表论文一篇。
