锆管尺寸超声波测量系统的重复性和再现性分析
2015-10-27李恒羽
李恒羽,张 军,许 妍,卢 辉
(国核宝钛锆业股份公司,宝鸡 721013)
核用锆合金管材常用于制作核反应燃料组件的包覆材料,起着防止反应物逸出的重要作用。因此,工程设计上对管材的内在质量要求高,同时有着严格的尺寸要求,偏差一般为30~40μm。对于此类精密管材的尺寸测量,目前多采用超声测量技术[1],即在对管材进行超声波探伤的同时,完成对管材的外径、内径、壁厚和椭圆度等尺寸特性的测量。由于该技术具有测量点多、精度高、测量数据全、不与管材直接接触和自动化程度高等特点,在核用锆管材的生产领域得到广泛应用。
笔者针对锆管材的实际情况,对测量系统的重复性和再现性进行分析,并根据分析结果采取相应的措施,以保证检测系统的准确和可靠。
1 锆管尺寸超声波测量系统
超声波测量尺寸采用两探头组合技术[2],即两个点聚焦探头分别置于管材两侧,并且位于管材的中心轴线上,探头与管材表面之间充满清洁无气泡的介质水,尺寸测量原理如图1所示。两个探头分别发出的超声波经水耦合后进入管材中,经管内壁的反射形成多次回波,检测系统则分别测出两探头到管表面的水距L1和L2,以及所对应的壁厚W1和W2。通过以下关系式可由系统自动计算管材的尺寸,即

式中:C为两探头之间的距离;DO为管材外径;DI为管材内径;W1、W2为管材壁厚;L1、L2为检测系统探测到的水程距离。
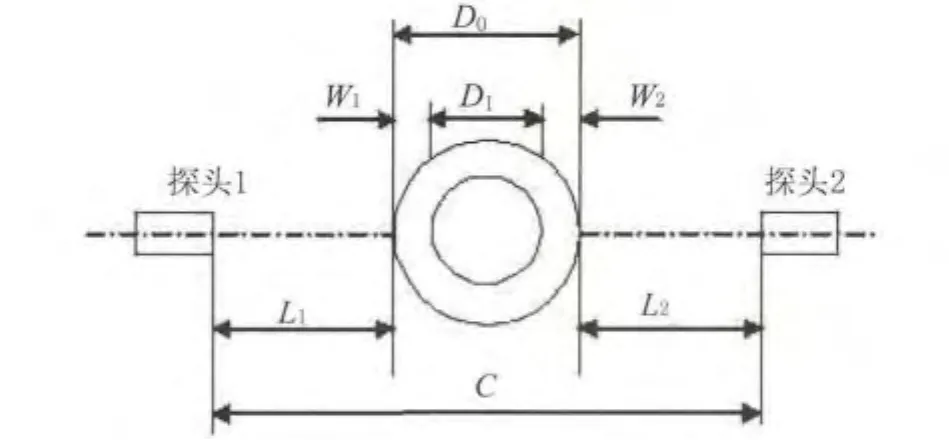
图1 锆管尺寸超声测量示意
检测系统采用探头旋转、管材直线前进的检测方式,即测量时,检测探头围绕管材高速旋转,管材直线前进。由于测量系统的工作频率高达数千赫兹,即每秒可发出数千次声波,而每次发出的声波,均可测量出一组管材的外径、内径、壁厚及椭圆度等数据,进而实现对管材尺寸的连续测量。
正常检测前,采用尺寸标样管对系统进行校准,使系统获得较高的准确性。随着检测时间的推移,由于水温变化、仪器飘移等内部因素,检测系统的稳定性和准确性会受到影响;因此,需对系统的重复性和再现性进行分析,确定控制措施,保证系统稳定可靠。
2 重复性和再现性分析[3]
对测量系统进行重复性和再现性分析,可识别检测过程问题产生的主要原因,从而有助于提高测量系统的可靠性。
测量系统的重复性是指在尽可能相同的测量条件下,对同一测量对象进行多次重复测量所产生的波动。重复性波动主要反映量具本身的波动,记为EV。
测量系统的再现性是指不同的时间段,对相同的零件进行多次测量而产生的波动。再现性主要是度量不同的时间段在测量过程中所产生的波动,记为AV。
测量系统是否有能力准确、可靠地反映被测对象的尺寸特性,是测量系统分析关注的主要问题。因此,对测量系统的能力做出有效评价应关注以下方面。
2.1 样品的数量和测量次数
确定用于检测能力分析的样品数量和测量次数(包括试验次数):试验次数为2时,最少样品数和最少测量次数分别为10,3;试验次数不小于3时,最少样品数和最少测量次数分别为5,3。在确定以上参数时需要考虑可检验性、经济性和对整个测量过程的代表性。试验所采集的数据越多,试验分析所得的结论越能说明问题。
所选样品应当在产品中随机选取样品,使其具有足够的代表性,并对样品进行排序和编号。
2.2 数据测量
校准测量系统后,要求测量系统按设定的方案对样品进行测量,并将数据记录在“数据单”的栏目里。
2.3 结果分析与评价
测量系统能力是反映测量系统在对其特定的测量对象测量时所得测量值的变异程度。表示测量能力的指标有P/T和RR。其中P/T是测量系统的精度与公差范围的比率,RR是测量精度的估计值与过程范围的比率。为了准确反映测量系统的波动与过程波动的比率,选用RR作为测量系统能力的评价指标比较合适。RR指标分为如下三种情况:①RR≤10%,则测量系统良好。②RR在10%~30%之间,则测量系统处于临界状态。对于处于临界状态的测量系统,应对测量系统的使用部位、维护费用等方面综合考虑,进行性价比评估,以决定是否需要改进。若测量系统使用的部位不重要,维护费用昂贵,则考虑在临界状态继续使用测量系统。③RR>30%,则测量系统不合格,可能会导致接受超过标准要求的产品,测量系统需要进行改进或更换。
当测量系统不满足要求时,如果重复性(EV)大于再现性(AV),则说明测量系统的稳定性存在一定缺陷,须对影响系统稳定性的因素进行分析,可从以下方面进行调整:① 测量探头重新调整。② 测量仪器的参数重新进行设置。③ 检测系统的同心度进行调整。④ 对系统的传动精度进行调整。
当测量系统不满足要求时,如果再现性(AV)大于重复性(EV),则说明测量系统的准确性存在问题,须对影响系统准确性的因素进行分析,有可能做出以下调整:① 重新测定校准系统的样管。②重新校准测量仪器。③ 调整检测系统的水温控制精度。④缩短校准系统的时间间隔。
3 试验与验证
采用德国制造的ROTA25多通道数字化超声波检测系统,当前国内知名锆材专业生产厂家均采用该系统或类似的检测系统进行核用锆合金管材的检测。测量时,先启动系统,按要求对系统校准后连续运行,每隔2h试验一次,共试验3次,试验所用的样品数为5支锆合金管材,每次的测量次数为5次。
3.1 数据测量
三次试验分别编号为A、B、C,时间间隔为2h。所选的锆合金管材外径10mm(允许偏差±0.03mm),随机选取5支管材,编号1~5。每次试验时,对同支管材连续测量5次,并记录测量结果,数据如表1所示。

表1 锆管尺寸的超声波测量数据 mm
3.2 数据分析
使用均值-极差控制图对测量所得数据进行检查,以保证所获得数据没有畸变点,图2为试验所得的均值-极差控制图。可以看出:极差控制图上的所有点应均在控制线内,满足要求。均值控制图中50%以上的点不在控制线内,满足要求。通过分析,说明试验所得数据不存在畸变点,满足要求。
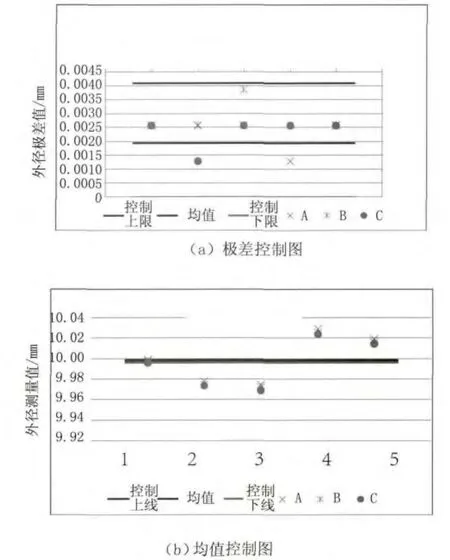
图2 均值-极差控制图
使用EV、AV和RR对检验重复性和再现性进行分析,通过相应定义和公式(此处省略)计算获得:分组数为13(≥5),分辨率满足要求;EV为3.77%,AV为10.19%,RR为10.86%。
3.3 结果判定
由于试验测得RR为10.86%>10%,说明测量系统处于临界状态,需要进行分析和改进。试验显示再现性大于重复性,说明测量结果的准确性是主要影响因素。对同一支管材,对照前后三个不同时间段的试验结果,发现随着时间的推移,数据存在逐渐偏小的趋势,使得检测的再现性变差。因此,在正常检测过程中,可适当增加设备校准的频次,以改善测量系统的再现性。
3.4 试验验证
根据分析结果,可再次重复上述试验过程,但在试验过程中需增加校准系统的频次。因每次试验用时20min,因此,验证试验过程中校准系统的时机是:在首次校准系统后完成第一次测试,2h后,在完成第二次测试后再校准一次系统,再隔2h完成第三次测试。
对三次测试的试验数据进行重复性和再现性分析,计算获得的分组数为19(≥5),分辨率满足要求,并较前得到了进一步的改善。重复性EV为3.96%,再现性AV为6.47%,重复性和再现性RR为7.59%(<10%),测量系统能力良好,说明系统在此状态下测量得到的数据是可靠的。
4 结论
(1)所阐述的测量系统能力分析方法适用于超声波测量管材尺寸的能力评价,并对进一步提高系统能力具有促进作用。
(2)所用的ROTA25超声波检测系统具有较好的测量重复性;在进行管材检测时,须在测量前、检测过程中每2h对系统进行校准,可确保系统的再现性,保证整个检测过程数据的可靠。
[1]李恒羽,袁改焕,王德华.核用锆合金管材的超声波检测[J].无损检测,2008,30(4):255-257.
[2]李恒羽,袁改焕,李晓红.超声波测量核用锆管尺寸技术[J].无损检测,2007,29(5):288-290.
[3]伯格.注册质量工程师手册[M].王晓生,张孔峰,段桂江,译.北京:中国标准出版社,2008:212-217.