大断面球铁活塞的生产
2015-10-24柯志敏何良荣关敏权陈永成郭均旭
柯志敏,何良荣,关敏权,陈永成,郭均旭
(中天创展球铁有限公司,广东顺德 528313)
大断面球铁活塞的生产
柯志敏,何良荣,关敏权,陈永成,郭均旭
(中天创展球铁有限公司,广东顺德 528313)
简述了ф760 mm大断面活塞的生产过程,解决单件大活塞生产中的砂箱、起吊高度、防止漏箱、材质等方面的问题。通过合理地设计造型、熔炼、浇注等工艺,结合一些大断面球铁件的生产经验,从原辅材料的选择,铁液化学成分的控制,合适的球化和孕育处理以及适当添加微量元素等方面控制措施,解决厚大断面球铁件易出现石墨球粗大、石墨球数少、开花状石墨、蠕虫状石墨等问题。应用这些措施,生产出了各项性能指标都合格的大活塞。
厚大断面活塞;砂箱;造型;熔炼;材质
上活塞做为柴油锤打桩机的重要部件,其质量直接影响着机器的使用性能。近期我公司接到一个特大断面的活塞生产任务,加工成品的断面为ф720 mm,而铸件毛坯的断面更是达到ф760 mm。虽然生产打桩机的活塞已多年,但都是生产ф600 mm以下的。本次生产任务要求生产ф760 mm的活塞,对我们来说也是一个挑战。
1 主要技术要求
(1)材质:QT600-3; 铸件毛坯质量约16 t;
(2)铸件球化级别不低于4级;
(3)铸件材质应符合GB/T1348-2009的要求;Rm≥550 MPa;Rp0.2≥340 MPa;A≥1%;HBW190~270;
(4)铸件不允许有裂纹、冷隔、气孔、夹渣等缺陷,且不得补焊。
2 技术难题及解决办法
2.1砂箱问题
我公司一直都是树脂砂造型批量生产活塞,配有专用砂箱,专用砂箱有足够的刚性且有外冷铁的作用。但此活塞由于尺寸较大,没有适宜专用砂箱,因此需要借用普通板材焊接砂箱,而普通砂箱的刚性是一个需要解决的问题。由于活塞高度大,浇注时铁液的压力大,加上在凝固过程中石墨化的膨胀力,故必须对普通砂箱从内到外进行加固。此活塞选用的砂箱从上到下分7节,要对7个砂箱全部焊接加固。普通砂箱见图1。

图1 普通砂箱
2.2起吊高度问题
活塞的自身高度为4 900 mm,加上冒口高度及下方的防漏砂层,选用砂箱的总高度为6 300 mm,砂箱上方的拔塞定量包高1 200 mm,铁液包在浇注时又要高出定量包1 300 mm;所以铸型在合箱后总高度达到8 800 mm。虽然铸型放在深3 500 mm的坑中浇注,但也比起地面高出5 300 mm。经过现场的多次调整和模拟浇注试验才最终解决了起吊高度问题。
2.3铸型整体防止漏箱和定位
因此活塞造型是用7节砂箱由低到高叠箱构成,在每一节砂箱合箱面间的防漏成了重要问题,必须保证每个砂箱的合箱面吻合,所以在模具上分节的高度严格按各个砂箱的高度量身定做(除最底下的砂箱除外)。为此,在造型时按顺序分7个砂箱造型,每一个砂箱在造型完成后在它的基础上造相邻的下一箱,以使两个铸型间的间隙最小。在每节砂箱造型时使用专用的定位套和定位销,在合箱时保证每个铸型间的准确定位。此外,在铸型的合箱面上放上足够的封箱胶,防止铸型间的局部间隙过大造成的漏箱;组合完7个砂箱后,砂箱周围用螺柱锁紧,在每个合箱面的四周用型砂加强防护。通过以上措施从内到外进行防护,从而确保了在浇注时高压铁液下不出现外漏。
2.4材质问题
厚大断面球铁由于凝固缓慢,易出现石墨球粗大、石墨球数少、开花状石墨、蠕虫状石墨等问题。特别是这种特大断面的活塞,更是难题。
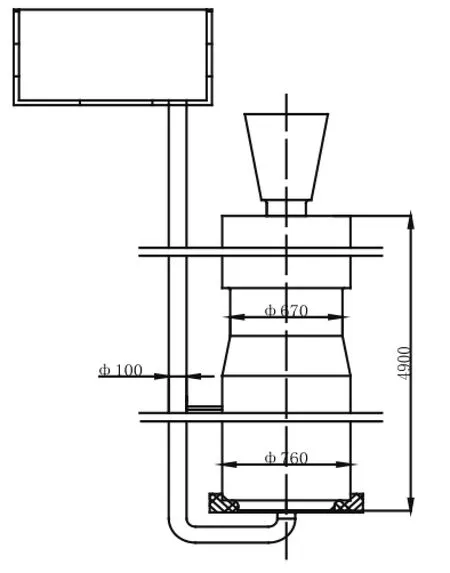
图2 铸件工艺图
3 工艺设计
3.1加工余量
由于此活塞用的是一次性泡沫模具,缩水率选1.1%;为了保证加工余量,径向单边的加工余量为20 mm;由于活塞上表面浮渣汇集,易形成夹渣铸造缺陷,为了将这些缺陷去除,加大了上表面的加工余量,定为100 mm。
3.2浇注系统
从图2可以看出,大活塞的自身高4 900 mm,属于高大铸铁件,为了保证铁液平稳充型,选用开放式阶梯浇注系统,分别从底部和中部引入铁液。
3.2.1最小阻流截面积
根据球墨铸铁件浇注时间的经验公式:

注:公式(1)中的G为铸件及浇冒口总质量,按18 000 kg计算。

根据水力学原理,并按照公式(2)对阻流截面积进行计算:

式中,F阻是浇注系统最小阻流截面积,cm2; G是铸件浇注质量,kg; µ是流量系数;t是浇注时间,s;Hp是平均计算静压头高度,cm。
查表知µ=0.48,将t=79 s, Hp=390 cm代入公式(2),计算出最小阻流截面积为:

根据开放式浇注系统各组元的比例特点,取ΣF直∶ΣF阻∶ΣF横∶ΣF内=1∶1∶1∶1.4。
其中ΣF直=78 cm2,采用ф100 mm的陶瓷管;内浇道ΣF内=109.2 cm2,除了底部用ф100 mm陶瓷管引入外,在距离底部2 700 mm处开设4个内浇道,每个内浇道的截面积为7.8 cm2。
3.2.2冒口设计
为了便于排气和集渣,在活塞顶部设置冒口,冒口高820 mm,冒口颈尺寸为230×70(mm)。如图2所示。
3.3冷铁
厚大断面球铁采用冷铁加快冷却速度,缩短凝固时间是控制质量的关键工艺措施之一;外冷铁的厚度选用活塞半径的1/2,即190 mm,但考虑到冷铁厚度太厚时,冷铁本身自重太大,在造型时搬动困难,不方便操作,因此选用厚度120 mm;在造型时,直接在铸件周围均匀排满。为防止铁液压力过大时砂箱底部出现漏箱,在砂箱底部使用随形冷铁,厚度70 mm。
4 熔炼工艺
原材料选用纯净的炉料,废钢和生铁都经过光谱取样分析,主要控制Cr、Mo、W、V、Ti、Sn、Pb、Zn、As、Bi等元素;同时应掌握Cu的含量,便于合金元素的加入;在微量元素中,应特别注意Ti,《球墨铸铁用生铁》GB/T1412-2005中已将Ti作为控制元素分为两档;根据实践,厚大断面球铁石墨的开花、畸变都与Ti含量偏高有关,因此最好控制wTi≤0.03%。熔炼设备采用电炉12 t+5 t; 配有炉前快速分析仪。
4.1化学成分选择
C及CE:含碳量高,析出的石墨球数多,球径尺寸小,圆整度增加;但过高的含碳量会产生石墨漂浮;在生产球铁时碳的范围一般为3.5%~3.8%,厚大断面球铁的碳应控制在下限,故选择3.55%~3.65%;CE选择4.2~4.4%。
Si :Si是促进石墨化的元素,随着含硅量的增加,铁素体数量增加,珠光体数量减少;硅含量高是碎块状石墨形成的主要原因之一;对于厚大断面球铁来说,终硅应控制在2.0%~2.3%;同时,为了保证足够的孕育量,原铁液的含硅量应控制在1.2%以下。
Mn:Mn是稳定奥氏体元素,降低奥氏体向珠光体转变的温度,促进珠光体形成,提高铸件强度,但容易在共晶团边界上产生偏析;对于厚大断面来说,锰的偏析倾向特别显著,故应控制Mn≤0.60%。
P、S:P、S属于有害元素,应严格控制其含量,越低越好;wP≤0.03%;wS≤0.02%。
Cu:加入少量Cu,能显著增加珠光体的数量,促进石墨化,细化共晶团,提高球铁的强度和硬度;Cu的加入量控制在0.5%~0.8%。
微量元素:加入微量的Sb能提高石墨球的圆整度,增加石墨球数;Sb可使基体组织中的珠光体数量增加,一般控制在0.01%~0.015%。
Mg和RE:Mg和RE都是强烈稳定碳化物的元素,使铁液有较大的结晶过冷和形成白口倾向。RE量偏高还易使厚大断面铸件产生碎块状石墨。因此,应该尽可能降低它们的残留量。为此,控制残留Mg在0.04%~0.05%,RE残≤0.015%。
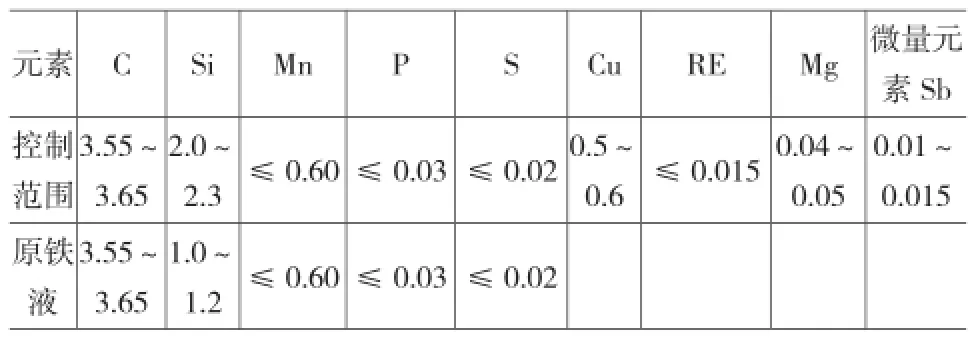
表1 化学成分控制范围 %
4.2球化及孕育处理
由于此活塞的铁液量较大,经过计算约需要18 t铁液,熔炼电炉现有12 t和5 t两台,熔炼时现场解决1 t铁液不够的问题。球化处理时用热态电子秤进行铁液质量称重。
球化剂选用5~25 mm的低硅轻稀土Mg6RE球化剂和5~30 mm重Mg7RE球化剂各50%混合使用;孕育剂选用高钡的高效复合孕育剂,其粒度为3~8 mm。球化处理采用堤坝式冲入法处理,球化剂的加入量为1.35%~1.45%;选用20 t的铁液包处理,把球化剂加入铁液包的一侧凹槽内,略加紧实,在上面覆盖0.2%的孕育剂,再在孕育剂上盖铁屑,保证球化剂压盖紧实。当铁液温度达到1 400±10 ℃时,出炉冲入铁液包的另一侧球化处理,同时将孕育量0.4%的孕育剂,分两次加入到铁液包内。反应时间120 s左右,待反应结束后扒渣3~4次。在扒渣完成后在铁液面加入孕育剂0.1%,同时在18 t的定量包底加入孕育量0.1%,总的孕育量控制在0.7%~1.0%。
浇注时,把18 t吨铁液浇注到定量铁液包内,待铁液全部浇到定量包后,等待约10 s后拔塞,以便渣能上浮到铁液表面。
4.3保温时间
根据工艺要求,活塞的保温时间为150~160 h。
5 检验结果
采用上述工艺方法生产了ф760 mm的大活塞。见图3。

图3 ф760 mm大活塞
球化处理后浇注前取光谱分析样,附铸试样从铸件上敲落,进行化学成分、金相组织、机械性能检验;同时对活塞本体进行金相组织检验;结果见表2。

表2 附铸试样的化学成分 %

表3 金相组织
附铸试样金相组织见图4、图5。
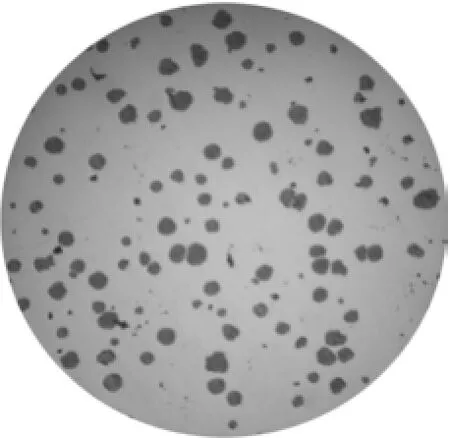
图4 浸蚀前
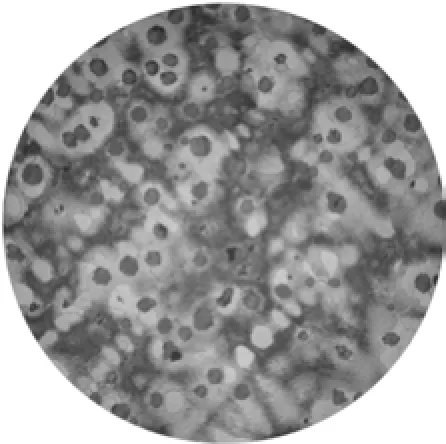
图5 浸蚀后
活塞本体金相组织见图6、图7。
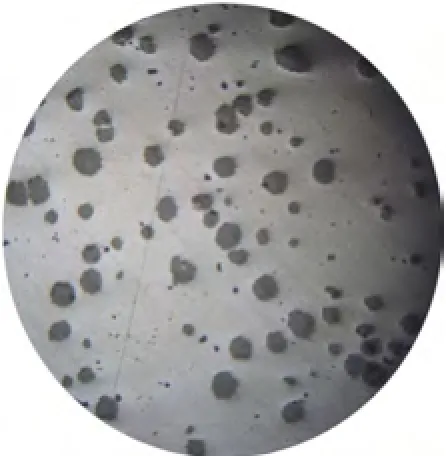
图6 浸蚀前
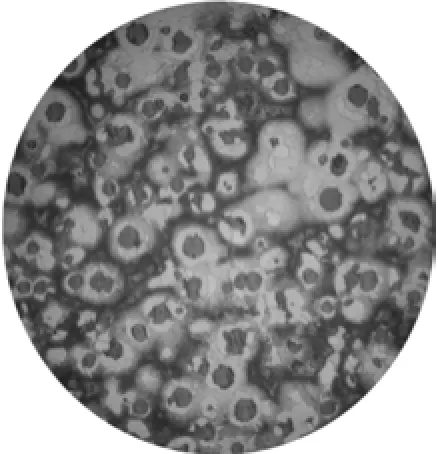
图7 浸蚀后

表4 机械性能
以上化学成分、金相组织、机械性能完成达到技术要求。
6 结束语
根据厚大断面球铁活塞的结构和技术要求,通过解决特大件单件生产中的技术难题,合理地设计造型、熔炼、浇注工艺,解决了厚大断面球铁易产生石墨粗大、石墨球数少、石墨漂浮、石墨球畸变、浮渣等问题。从原辅助材料的选择、铁液化学的控制、添加微量元素、合适的球化和孕育处理工艺等方面入手,应用这些工艺措施,完全可以生产特大断面的球铁活塞。通过这次大活塞的生产,为以后批量生产积累了宝贵的经验。
[1] 中国机械工程学会铸造分会.铸造手册(第1卷).铸铁[M].北京:机械工业出版社,2007.
[2] 丁根宝.铸造工艺学(上册)[M].北京:机械工业出版社.1985.
[3] 中国机械工程学会铸造分会.铸造手册(第5卷):铸造工艺[M].北京:机械工业出版社,2010.
[4] 彭建中.刘玲霞.杨忠贤.大型风电球墨铸铁轮毂的质量控制[J].铸造,2010(9).
[5] 薛蕊莉.林艳茹.原晓雷.厚大断面球墨铸铁法兰盘的生产[J].现代铸铁,2013(1):32-35.
[6] 邓小明.吴树伟.6.0MW风力发电机球铁底座铸件的生产 [J].现代铸铁,2012(5):28-32.
[7] 杨利军. 大型球墨铸铁活塞的生产[J]. 中国铸造装备与技术,2003(3).
[8] 李遴珍,李建辉. 大断面球墨铸铁曲轴的铸造生产[J]. 中国铸造装备与技术,1996(3).
[9] 段汉桥,韦世鹤,肖理明,张友寿. 厚大断面球铁生产中的几个主要问题[J]. 中国铸造装备与技术,2001(3).
Heavy section ductile iron piston production
KE ZhiMin, HE LiangRong, GUAN MinQuan,CHEN YongCheng, GUO JunXu (Zhongtian Chuangzhan Ductile iron Co.,LTD., Shunde 528313,Guangdong,China )
This paper briefly introduces the production process of large section of the piston diameter of 760 mm, solve the sand box, single piston in the production of large lifting height, to prevent leakage of tank, material and other aspects of the problem; through reasonable design, smelting, casting and other processmodeling, combined with the production of some heavy section ductile iron castings experience, from the raw and auxiliary materials selection, control of chemical composition of molten iron, suitable spheroidization and inoculation,the appropriate add trace elements such as measures to control, to solve theheavy section ductile iron parts prone to graphite, graphite ball number is lessbulky, blossom graphite, vermicular graphite and other issues. The application of these measures, the production out of the big piston various performance indicators are qualifed.
Thick Section Piston; Sand Box; Modeling; Melting; Material
TG255;
A;
1006-9658(2015)06-0024-04
10.3969/j.issn.1006-9658.2015.06.007
2015-07-16
稿件编号:1507-993
柯志敏(1980—),男,工程师,主要从事铸造工艺、技术研究和技术管理工作.
