刀柄砂光处理的六轴数控抛光系统的设计
2015-10-22徐淼康献民
徐淼,康献民
刀柄砂光处理的六轴数控抛光系统的设计
徐淼,康献民
(五邑大学 机电工程学院,广东 江门 529020)
针对人工抛光刀柄的质量不稳定等问题,设计了由HUST-CNC-H6C六轴控制器为核心的一套数控抛光系统,以解决整个刀柄的砂光处理. 在软件设计部分,特别加入了通过手摇轮正反转来控制程序正反运行的功能,同时也为后期的调试工作带来了方便. 实践表明:该控制系统在物理样机上可对刀柄焊缝进行一次性抛光处理.
抛光机;六轴控制;砂光处理
刀具的刀柄焊接处表面粗糙,需进行砂光处理. 现有的刀柄砂光处理方式多为人工借助机械切屑材料表面得到平滑面. 由于人工抛光质量不稳定,劳动强度大,同时会产生大量的粉尘和噪音导致工作环境恶劣等,因此利用机器代替人工是必要的.
对于表面具有多样性和无规律性的异形工件待抛光面,普通抛光机器难以满足其抛光需求,而具有多轴联动方式的数控抛光机可实现对任意曲线或曲面的抛光,因此,它在异形工件的抛光处理上应用广泛,如在五金、手机零部件、平板电脑等加工上的应用. 鉴于目前市面上尚未有专门的设备处理刀柄的砂光. 本文通过对刀柄焊缝砂光自动化处理工艺的分析,拟设计一套完整的刀柄砂光处理数控抛光控制系统,以期能够实现对多个运动轴的协同控制,从而完成对刀柄焊缝的砂光处理.
1 设计要求
本设计以六轴控制系统为研究对象,要求该控制系统能一次性完成对刀柄焊缝的砂光处理.
刀柄待抛光部位如图1所示:其中位置1和3直线焊缝不平行,呈锐角;位置2为椭圆焊缝. 分析可知一次完成位置1和3两条焊缝需要、、和4个方向的自由度;位置2的焊缝需要、、和4个方向的自由度,因此该系统需要对6个方向协同控制才能满足一次性抛光处理的要求. 综合其他方面的考虑,对控制系统的要求如下:1)能实现对各运动轴的单独控制;2)能实现各运动轴之间的协同控制,如直线插补和圆弧插补等;3)具有报警和实时监控功能,从而保证设备的安全运行;4)支持人机交互界面,方便操作人员对程序进行编改和调试.

1. 直线焊缝;2. 椭圆焊缝;3. 直线焊缝
2 抛光机的设计
数控抛光系统框架设计如图2所示,其硬件部分主要包括三相电机、变频器、伺服电机、伺服驱动器、传感器、运动控制器和PC等;软件部分主要包括承载于运动控制器之上的各种应用软件等. 运动控制器是信息处理的核心部分,PC用于信息显示;限位传感器和接近传感器为数控系统的初始化提供参照和安全保障.
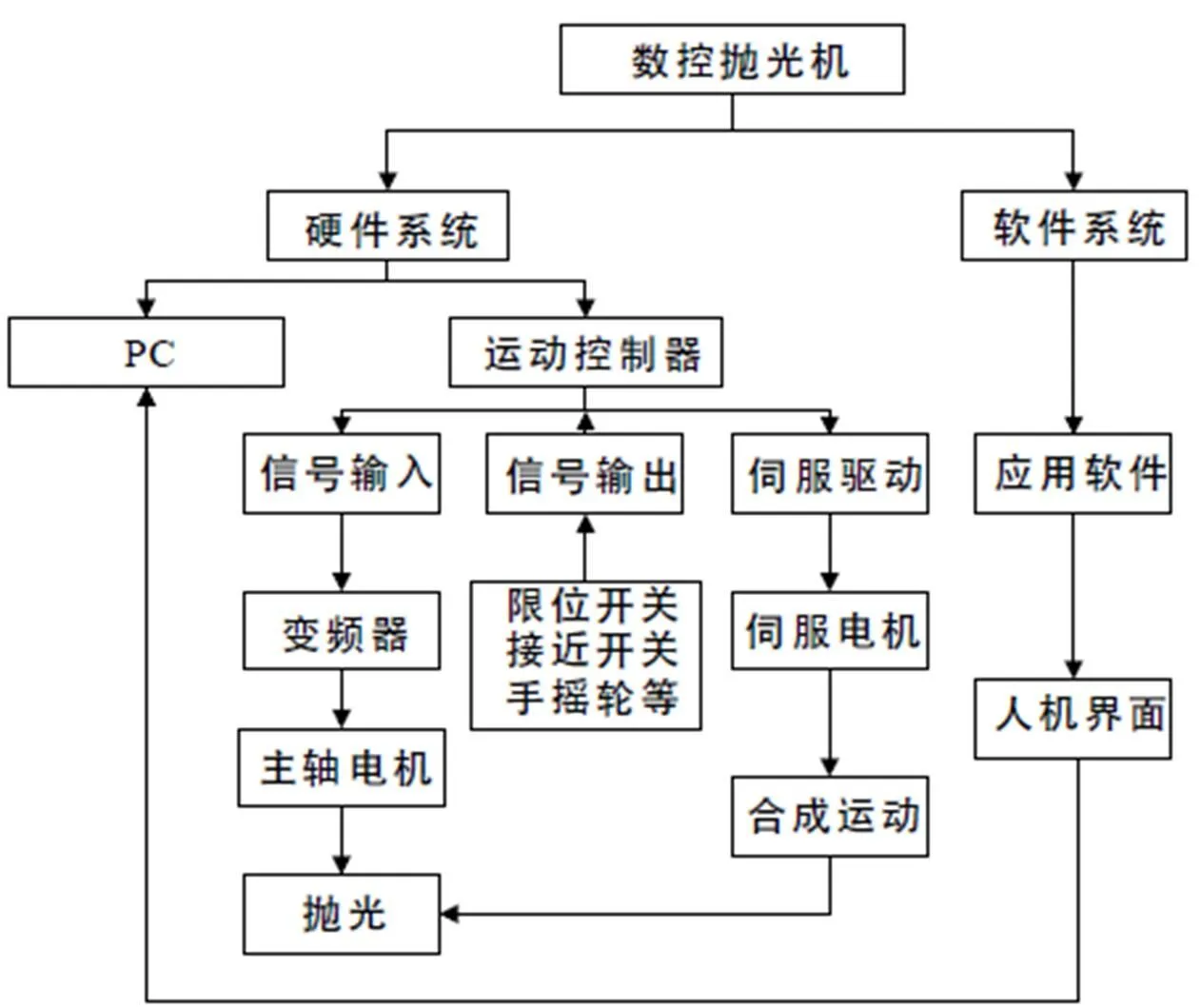
图2 数控抛光系统框架图
2.1 数控抛光机硬件设计
对于具有6个自由度的协同控制系统,传统的可编程逻辑控制器(Programmable Logic Controller,PLC)已不能满足其功能要求,而选用高性能的PLC将增加成本,故本文选用亿图HUST-CNC-H6C-6运动控制器作为抛光机的控制核心(完成逻辑控制和运动控制),硬件系统结构如图3所示.
与传统PLC相比,HUST-CNC-H6C-6性价比高,且能通过G代码对各伺服系统进行运动控制,方便用户调试程序(如对同一类型的加工曲面,只需改变相对应的参数即可),通用性强. 该控制器有位置控制和速度控制2种控制模式;脉冲方式有脉冲+方向、正负脉冲和A、B相脉冲;同时具有多轴插补功能和适时补偿功能,能满足控制系统的功能要求.
系统的输入信号有接近开关、按钮信号、报警信号等,输入信号有效. 接近开关选用电感式接近开关,这类开关抗干扰性能好,开关频率高(),且只感应金属.
伺服系统选用性能稳定、抗干扰能力强的伊莱斯伺服电机和对应的伺服驱动器. 伺服驱动器采用DSP+FPGA体系结构,该结构有较快的数据采集和处理速度,集成度高、可靠性好,同时配有丰富的模拟量接口,能与多种上位控制装置配套. 优化的PID控制算法能实现对转矩、速度、位置等的精确全数字控制,精度高、响应快. 输出信号有电磁阀、继电器、报警灯等. 输出点控制方式为有效.
2.2 软件设计
软件设计主要包括对运动控制器底层功能梯形图的编程、人机画面的规划和实现. 依据功能需要,采用模块化设计该控制器的软件部分. 为方便用户快速了解和正确使用该控制系统,软件系统主要分为几大模块,具体如图4所示.

图4 软件框架图
在自动运行模式中,与以往一次性执行完所有程序不同,本系统添加了单节执行和手轮测试功能. 单节执行是指对程序一步一步地执行. 手轮测试是通过摇动手摇轮手柄来控制程序的运行和停止,即手柄正方向旋转,程序正向运行,手柄反方向旋转,程序逆向运行;手柄转,程序运行,手柄停,程序停止. 在自动运行前,可先通过单节执行和手轮测试检查工件在抛光运动过程中是否存在撞机危险和程序中存在的一些问题,以保证设备和人员的安全.
3 物理样机结构简介
样机由控制运动和抛光的两部分机械组成. 控制运动机械结构主要完成待抛光件的移动和旋转,即通过伺服电机协同完成抛光所需要的轨迹. 抛光运动机械结构主要完成砂带的旋转,即通过变频器控制主轴电机转速,从而满足不同的工艺要求.
数控抛光机大体结构装配体如图5所示. 从图5可以看出,该数控抛光机运动机械结构由6套伺服控制系统组成,即、、3个位移轴和、、3个旋转轴. 6个运动轴在适配的控制系统操作下通过直线插补、圆弧插补等运动方式,完成任意曲线或曲面的抛光作业.

1. Y向伺服驱动器;2. C向伺服驱动器;3. B向伺服驱动器;4. A向伺服驱动器5. X向伺服驱动器;6. Z向伺服驱动器;7. 三相电机
4 自动抛光实验
自动抛光实验是指在控制系统上载程序后,对装夹在物理样机上的待抛光工件进行自动抛光作业,以验证控制系统的功能完整性和可靠性等,待抛光刀柄的实验结果如图6所示.

a.抛光前 b.抛光后
图6 抛光前后效果对比图
实验结果表明,该数控抛光系统能一次性完成刀柄的砂光处理任务,且砂光后各部分衔接良好,能满足工业生产的要求.
5 结语
本文通过对刀柄砂光处理的研究,完成了六轴数控抛光机硬件系统和软件系统等方面的初步设计. 该系统在合作企业自主开发的物理样机实验中,能一次完成对刀柄焊缝部位的砂光处理. 系统的优点是:启动程序便可自动完成生产,对作业人员的操作要求较低,生产管理更方便. 在手轮测试模式中,能清楚地看到各工况下刀柄与抛光轮之间的位置状态,为调试人员修改程序和设计人员改进设备提供了条件. 该抛光机是能实现6个方向协同控制的六轴控制系统,只要稍加改造,便可适用于卫浴零件抛光、五金配件加工等,具有广泛的应用和推广前景. 各轴的运行速度分配和运动方式的切换衔接将在后续研究中改进.
[1] 赵玉刚,宋现春. 数控技术[M]. 北京:机械工业出版社,2003.
[2] 张杰,黄益群. 基于PC的开放式多轴运动控制系统开发[J].伺服控制,2007(1): 47-48.
[3] 张书诚. 基于PC的开放式数控系统研究[D]. 合肥:合肥工业大学,2008.
[4] 徐元凡,刘日良,于超. “PC+运动控制器”型开放式数控系统[J]. 农业装备与车辆工程,2008(4): 51-53.
[5] 孙如军. 数控车床智能控制系统的研究[J]. 机床与液压,2008, 36(3): 77-79.
[6] 江崇民,荀洪伟. 数控车床技术发展现状及趋势[J]. 机械工程师,2012(4): 98-100.
[责任编辑:韦 韬]
Design of a Control System for Six-axis Numerical Control Polishing
XUMiao, KANGXian-min
(School of Mechanical and Electrical Engineering, Wuyi University, Jiangmen 529020, China)
In order to solve problems of unstable effects in the artificial processing of handles, this study designs a numerically-controlled polishing system with a HUST-CNC-H6C six-axis controller as the core to achieve the sanding treatment of the entire handle. In the software design part, a direct and inverse hand wheel are added to control the direct and inverse operation of the control procedures. This also brings about convenience for later debugging. Practice shows that the control system can achieve one-time polishing processing of the handle on the physical prototype.
polishing machines; six-axis control; sanding treatment
1006-7302(2015)01-0074-05
TP23
A
2014-09-16
徐淼(1988—),男,湖北钟祥人,在读硕士生,主要从事自动化设备设计及其仿真研究;康献民,高级实验师,博士,硕士生导师,通信作者,主要从事机械设备故障检测和自动化研究.
