牛仔布裁片扫粉工艺的自动化设计
2015-10-22黄强杨铁牛刘洋崔敏黄辉
黄强,杨铁牛,刘洋,崔敏,黄辉
牛仔布裁片扫粉工艺的自动化设计
黄强,杨铁牛,刘洋,崔敏,黄辉
(五邑大学 机电工程学院,广东 江门 529020)
为实现牛仔布裁片扫粉工艺自动化,以牛仔裤前袋裤兜布片为对象,设计了一种新型牛仔布裁片自动扫粉机构,并通过三菱PLC和光电对射传感器实现了机构的自动化控制. 为解决原扫粉液料容易分层和沉淀结块的问题,配制了一种新型扫粉液料. 以含棉量94.9%的牛仔布料为实验对象,对不同漏孔直径的图案模板进行了扫粉实验,结果表明,漏孔直径为的图案模板,扫粉落料的液滴均匀、图案印记清晰明显,符合工艺需求.
扫粉工艺;PLC;漏孔直径;牛仔布
牛仔裤是日常生活中不可缺少的重要服装之一[1],其生产工序比较多,一般包括设计、批板、裁剪、洗水、打烫、打包装等步骤. 扫粉是裁剪工序中的一个环节,是指通过可洗涤液料在牛仔布裁片上刷下图案印记的工艺过程. 扫粉工艺过程包括2个环节:1)扫粉过程,即在牛仔布裁片表面刷上图案印记;2)分片过程,即从一叠布片中把表面刷好图案印记的布片分离出来,并同时保证剩余布片的整齐. 牛仔裤中许多重要部位的裁片都要用到扫粉工艺,如前袋、表袋位等.
为适应消费者需求,牛仔裤款式更新很快,扫粉图案模板一般一到两周就要更换,但人工扫粉效率低且耗费体力的劣势越来越明显,在人工成本不断攀升的情况下,扫粉工艺自动化改造显得尤为迫切. 本文主要研究扫粉过程的自动化设计.
1 扫粉机构自动化设计
1.1 扫粉工艺要求
1.2 扫粉机构
扫粉机构主要由5个部分组成,分别为机架、布片提升机构、料槽升降机构、刷粉机构和分片机构. 为节省空间,刷粉机构和布片提升机构选择无杆气缸作动力元件[2],料槽升降部分以双轴气缸作动力元件. 扫粉机构工作流程为:1)将一叠布片放置在提升机构托板规定位置,液料槽下降至其底部图案模板紧贴布片;2)刷粉机构无杆气缸带动液料刷前后扫动,在布片上刷出图案印记;3)双轴气缸推动液料槽上升使料槽脱离布片;4)升降机构向左移动一个工位;5)分片机构将已有图案布片分离,提升机构托板上移一个布片厚度的高度,保持最顶层布片与液料盆的高度不变;6)提升机构右移回到初始工位. 扫粉机构通过往复运动实现扫粉过程的自动化.
扫粉机构上料依赖人工,工人将布片放在提升机构托板规定的位置,扫粉图案印记位置精确便可以达到工艺要求. 单边扫粉机构示意图如图1所示,机构的中间为扫粉机构,两端为分片机构. 综合扫粉效率为两片时,符合工业生产要求.

1.机架;2.布片提升机构;3.升降气缸;4.液料槽;5.刷粉机构;6.圆柱导轨;7.分片机构
1.2.1 液料槽设计
液料槽是扫粉工序的粉料载体,也是本机构中最重要的零件,其结构如图2所示. 用于扫粉的粉料一般是液体,因此液料槽底部必须设计一个凸台,以保证非工作状态时暂存的液料不会从模板孔流出. 扫粉图案模板放置在凸台的中间,垫上密封毡,四周用螺母紧固. 凸台之间的四方形通孔大于布料尺寸.
“洗脚屋你都不知道呀!就是鸡婆呆的地方呗。苏石和我哥那天也真是不凑巧,刚好碰到城里在打黄扫毒,你说他们这当口去洗脚,而且刚好在做那事,还能不被扫进去吗?说来说去,打黄扫毒还不是为了钱?每人罚款四千块,交了钱就走人,没有钱你就乖乖地呆着,派出所就把苏石扣在里面,让我哥出来搞钱的。”

图2 液料槽结构图
1.2.2 防卡死机构设计
受空间限制,双轴气缸需安装在液料槽两端的底部,并用双圆柱导轨导向. 料槽提升机构只保持上下运动一个自由度,但由于气管长短不一和气压不稳定,两端气缸初始加速度的不一致可能导致机构被卡死. 为此,设计了如图3所示的防卡死机构,即在液料槽与气缸连接的A、B处各增加一个转动副,以保证液料槽两端可以相对独立地上下微小移动,而料槽上升过程机构不被卡死. 但由于A、B两端为直线运动,相对独立移动距离不能太大.

图3 防卡死机构示意图
1.3 扫粉机构的自动化控制系统
其中, E为网格单元对球心处的辐射照度值, LK为经度角方向的最大网格数目, MK为纬度角方向的最大网格数目, NK为半径方向的最大网格数目.
自动化控制系统主要包括气路部分、传感器反馈部分和PLC控制部分. 气路部分的主要作用是提供稳定合适气压,使气缸平稳运行;传感器反馈部分主要为欧姆龙光电对射传感器,用于检测机构每个工位的到位情况,并反馈信号给PLC;PLC控制部分是机构的总体控制中枢.
本机构控制系统PLC选用三菱FX3U 48MT和FX3U 16MT,三菱PLC具有机构灵活、传输质量高和成本低的特点[3,4],非常适用于本项目. 2个PLC之间通过通讯线连接,传感器选用欧姆龙三线光电对射传感器.
气动系统由气源、气压调节装置、气动控制阀和气缸等组成[5],布片提升机构工位移动动力元件为无杆气缸,料槽升降动力元件为双轴气缸,刷粉部分动力元件为无杆气缸,分别由两位五通电磁阀A、B、C控制. 各气缸支路都连接有调压阀和节流阀,气路总路由三联件控制总气体流量、调节气路气压,使气缸平稳运行. 气路系统连接示意图如图4所示.
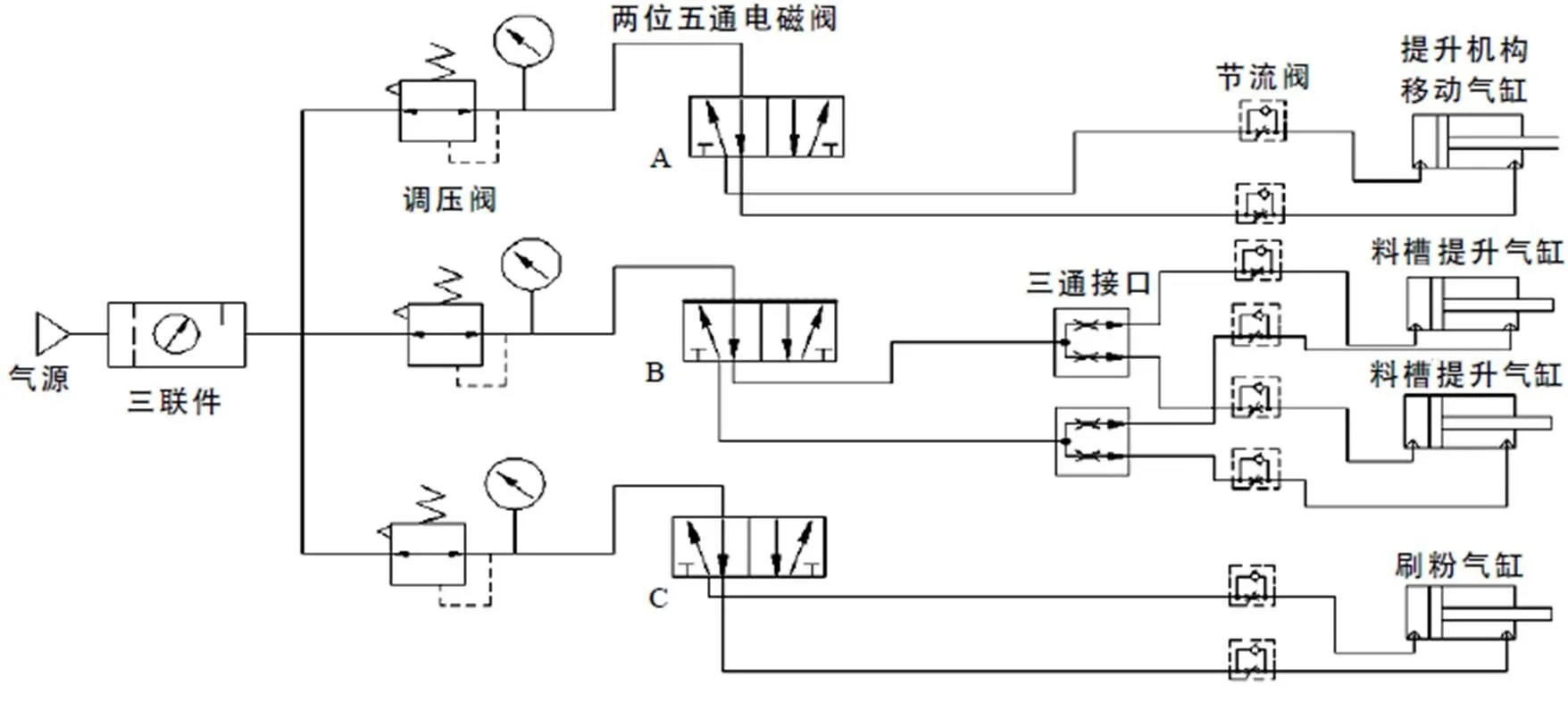
图4 气路系统连接示意图
本机构使用光电对射传感器检测机构每一步的到位情况. 传感器负极、PLC的COM端和DC直流电源负极共地,正极接电压,信号线和正极间连接上拉电阻,信号线分别连接FX3U 48MT输入端X3、X6、X7、X10、X11、X12、X14、X15,通过传感器反馈信号,以达到控制气缸运动的目的.
PLC FX3U 48MT与FX3U 16MT脉冲输出端口分别控制两组电机. FX3U 48MT的Y0、Y1、Y2分别为分片机构电机和提升机构丝杠电机脉冲输出端,Y4、Y5、Y6分别为电机方向输出端,Y10、Y12、Y14连接继电器作为电磁阀A、B、C的控制输出端. X20、X21、X22、X23分别为启动按钮、复位按钮、单步按钮和连续按钮输入端. PLC控制连接示意图如图5所示.

图5 PLC控制连接示意图
2 扫粉过程实验
2.1 新型的液料制剂
扫粉液料通常选用滑石粉,但其颗粒大,且容易沉淀结块,不适用于自动化扫粉机构. 本文选择氧化锌和淀粉配置扫粉液料,氧化锌代替滑石粉的主要优点是不容易沉淀结块而且成本低.
2.2 扫粉实验
在没有接触布片时,液料在模板孔径外成型为滴但不滴落,当模板接触布片时,由布片吸附力将液滴吸附到表面. 在常温下,液滴主要受到表面张力和重力的作用. 落滴重量和液滴表面张力的关系式如下:
其中,为落滴质量,为重力加速度,为校正系数,为滴口半径,为液体表面张力.
其中,为张力系数,已证明为函数,与表面张力、滴管材料、液体密度、粘度等因素无关[6]. 常温下,液料密度、漏孔半径、液滴最大成滴体积确定,则液滴最大张力可确定.

a.= 1.1 mm b.= 1.2 mm
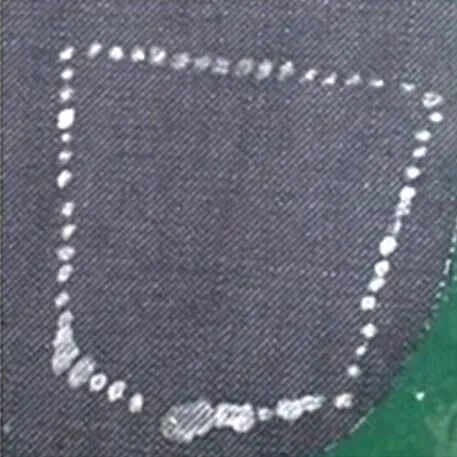
c. d = 1.3 mm d. d = 1.4 mm e. d = 1.5 mm
3 结束语
由于牛仔布裁片扫粉图案模板更新快、手工操作效率低和人工成本高,本文通过液料槽的设置和无杆气缸的往复运动,设计了适用于不同牛仔裤裁片的自动化扫粉机构. 方案采用分布机构和扫粉机构并行使用的方式和PLC控制,扫粉工艺效率由原来的/片提高为每两片,扫粉效率得到了有效提高. 本研究使用氧化锌代替滑石粉,研制了一种适用于自动化扫粉机构的液料,并在扫粉实验中验证了扫粉液料和孔径模板的可行性. 本机构也可应用于图案印刷等相关领域,但如果应用于图案印记精度和清晰度要求更高的生产中,模板孔径与液料浓度和密度的理论关系,还需深入研究.
[1] 龚飞. 牛仔裤及其发展[J]. 天津纺织科技,2010(3): 45-46.
[2] 张利平. 往复直线运动机构的新选择—无杆气缸[J]. 轻机工业,1997(1): 43-45.
[3] 王伯忠. 浅谈三菱PLC在自动控制设备中的应用[J]. 科技致富向导,2011(6): 106, 204.
[4] 王月芹. 基于PLC的气动机械手控制系统设计[J]. 液压与气动,2012, 25(5): 133-135.
[5] 汪欢欢,胡国清,周青辉. 基于PLC的气动机械手控制系统设计与研究[J]. 液压与气动,2012(9): 38-40.
[6] 朱埗瑶,赵国玺. 液体表(界)面张力的测定[J]. 化学通报,1981(6): 21-26.
[责任编辑:熊玉涛]
Design of Denim Powder Sweeping Automatic Process
HUANGQiang, YANGTie-niu, LIUYang, CUIMin, HUANGHui
(School of Mechanical and Electrical Engineering, Wuyi University, Jiangmen 529020, China)
In order to achieve the automatic process of denim powder sweeping, a new type of automatic powder-sweeping mechanism with the denim for the front pockets of jeans as the object was designed and automatic control was realized through Mitsubishi PLC and photoelectric sensors. For the sake of solving the problems of the primary liquid material which is easily layered, precipitated and agglomerated, a new kind of powder liquid material was prepared. Using denim containing 94.9% cotton as the experiment object, experiments of powder sweeping on patterned templates of different holes were conducted. The results indicated that patterned templates with holes of 1.2 mm achieved even powder droplet spreading and the pattern marks were clear and distinct and met the process requirements.
powder sweeping technology; PLC; hole diameter; denim
1006-7302(2015)01-0069-05
TP23
A
2014-11-23
黄强(1990—),男,湖南长沙人,在读硕士生,主要从事自动化设备设计与研发相关方面研究;杨铁牛,教授,博士,硕士生导师,通信作者,主要从事真空设备、塑料机械设备研究.