快速制造在摩托车新产品设计试制中的应用
2015-10-22刘帮全江门大长江集团有限公司豪爵研发中心广东江门529030
刘帮全(江门大长江集团有限公司豪爵研发中心广东江门529030)
快速制造在摩托车新产品设计试制中的应用
刘帮全
(江门大长江集团有限公司豪爵研发中心广东江门529030)
介绍在机械制造业新产品设计试制中快速制造的种类和应用;重点叙述在摩托车新产品设计试制中围绕各开发阶段的目的,选择快速制造工艺的要素以及典型案例,从而为新产品设计试制工程师在选择快速制造工艺方面提供一些见解和启发。
快速制造设计试制摩托车
引言
快速将多样化的新产品推向市场是企业把握市场先机而求生存和发展的重要保障,而准确选择快速制造工艺是新产品设计试制的关键;3D打印和激光烧结等各种RP技术在计算机控制下,迅速将CAD数字模型变为零件的物理模型,因此CAD→RP原型→评价→CAD修改已逐渐成为快速制造的新模式[1-3]。但是仅仅靠这种新模式在国内推广应用还满足不了目前各行业的新品试制需求;还需考虑不同的零件,不同的验证目的,不同的开发阶段等等因素,结合传统的制造工艺,方可达到新品开发设计试制的目的[1-3]。
1 快速制造在新品开发设计试制中的应用
1.1快速制造和设计试制概念
快速制造是为了适应市场竞争需要在企业的新产品快速开发中产生的,它是运用快速成型、CNC加工、快速模具成型和快速切割工艺的一种快速响应的制造方案。
设计试制(简称“设试”)是新产品开发中设计方案和设计图纸验证的一个样件制造过程,通过设计试制样件制作和装配过程可进行产品的设计评估与审核,以及产品的试验。
1.2几种快速制造工艺和应用简介
在新产品设计试制中国内常见的快速制造工艺有以下几种:
1)快速成型
快速成型是一种基于材料离散堆积成形的快速制造技术,即通常说的3D打印技术。工艺过程无需专用工装和模具,工艺规划步骤简单。总的来说,制造速度比传统方法快得多。通常快速原型的制作工艺有液态激光固化(SLA),粉末(非金属和金属)激光烧结(SLS和SLM),塑料熔融挤出(FDM)的成型工艺。用此工艺制作原型不仅可供设计人员作为新产品结构评审,而且广泛使用SLA制作硅胶模复制原型,使用SLS、SLM和FDM直接制作用于功能和性能测试的零部件;另外,通过快速原型消失模可间接获得复杂的铸件。其次,也可通过快速原型翻制快速模具。
2)CNC加工
CNC(Computerized Numerical Control)加工工艺是一种用数控加工设备快速加工出各种零件的设计试制工艺,即通常说的手板加工。它是国内目前新品开发中应用最广泛和最廉价的一种快速制造工艺。用此工艺可加工金属和非金属手板,依据零件的复杂程度和用途,能整体加工和拆件加工后粘结(或焊接)成形。因为成本原因,对用于结构和外观评审的单件试制,国内仍广泛使用CNC加工来代替快速成型制造原型。而且使用四轴以上加工中心可完成单件或小批毛坯的精加工,既省去工装设计和加工成本,又缩短了试作周期。
3)快速模具成型
快速模具成型是以利用原型为基础的一种快速制造工艺,以快速原型作为模具制作的实体模型(或母模),结合精铸、金属喷涂、电镀及电极研磨等技术可以快速制造出模具,其制造周期一般为传统的数控切削方法的1/5~1/10,而成本却仅为其1/3~1/5。依据模具材料、RP原型的材料、模具的精度要求和寿命,常用的几种快速模具简述如下:
a)快速硅胶模。
小批量制作塑料(橡胶)样件可通过制作快速原型,采用硅胶模或结合玻璃钢树脂在真空条件下灌注复制;由于硅橡胶良好的柔性和弹性较适合结构复杂的零件,20件的制作生产周期最短为7 d左右。家电、摩托车和汽车生产和研发单位广泛使用此工艺制作塑料样件。因材料为类塑料件(多组份液体合成),它仅作为装配结构和外观评审,不能作为工艺和性能验证方案,且一套纯硅胶模具寿命最多只能复制18件左右。
b)低熔点合金模
寿命要求在3000件以下的注塑模和薄板成型冲压模可采用低熔点金属喷涂(或浇注)模,该工艺方法简单,型腔表面CNC加工量少。喷涂模需充填背衬复合材料,浇注模可以重新熔化回用,对大型模具可降低材料成本。其制作周期为7~14 d,成本为CNC加工钢模的1/3~1/5。汽车生产和研发单位广泛使用此工艺制作塑料和薄板拉伸冲压样件。
c)快速树脂模
在试制数量较低和结构简单的冲压和注塑件,可用环氧树脂(或加玻璃纤维)浇注模来代替低熔点合金模来试制;用环氧树脂也可制作翻砂铸造模,也可制作在低压条件下灌注所使用的复制塑料模,或手工复制玻璃钢零件。与低熔点合金模的不同之处是树脂不可回用,相同之处为工艺方法简单,加工成本低和周期短。
d)快速铸造模
一种是快速铸造消失模,它是借助快速原型件的消失形成铸件的型腔,无需开金属模制作原型,比传统铸造更快;国内快速原型常用SLS烧结的蜡件,国外常用SLA和FDM制作的光敏树脂和ABS塑料件。比传统的消失模铸造快速而精准,国内广泛使用此工艺制造军工新品。另一种是快速铸造砂模,它是通过激光快速烧结树脂砂来制作外型腔和内芯型,两者组装铸造砂型,或快速芯型与传统铸造外模组装铸造砂型。汽车生产和研发单位广泛使用此工艺制作进气管、箱体和缸盖等毛坯样件。
4)快速试制简易模
快速试制简易模是在生产用的模具的基础上简化的一种快速制造模。一个方案是在保证产品尺寸精度的情况下,在选择模具材料、热处理工艺以及结构方面最大限度地考虑如何缩短工期和降低成本。例如:摩托车油箱只开成型模,不开冲孔和切边模;压铸和注塑模的抽芯机构用活镶块代替和不设冷却系统,且需抽芯的局部空腔和孔用后续机加工来完成;用此工艺可提前得到量产工艺的验证,对工艺性强和新工艺的样件是一个最佳快速制造方案。另一种方案是结构和大小与量产零件相近时,可在现有模具的基础上按更换模芯方案来快速试制,如压铸模、锻造模、注塑模和冲压成型模生产的试制零件可使用此方案。
5)快速切割成型
快速切割工艺是对未精准下料的冲压件,采用一种代替切边和冲孔模的切割工艺,从而缩短了开模周期和精准下料的试制时间并能快速对应新品开发中的设变。结合快速成型模具,可使钣金件设计试制周期更短。常用的快速切割有激光、等离子和火焰切割,家电、摩托车和汽车生产和研发单位广泛使用此工艺制作钣金样件。
快速制造工艺应用系统流程图如图1所示。

图1 快速制造工艺应用系统流程图
2 快速制造工艺选择和案例分析
2.1选择要素分析
对于新品设计试制单件样件时,快速成型工艺是快速制造工艺中速度最快的一种先进工艺,相对开模制造是成本最低的一种工艺。但在国内人工和设备成本较低的情况下,广泛用CNC加工工艺来代替快速成型工艺。而对于小批设计试制样件时,硅胶模复制,以及快速成型与传统生产工艺相结合快速模具制造工艺是新品开发中常用的快速制造工艺。为此,结合摩托车行业特点在新品开发设计试制中快速制造工艺选择需要考虑以下要素:
1)开发阶段及样件用途
新品开发设计试制(简称“设试”)一般分三个阶段:一是模型车试制,二是先行试作车试制,三是试验车试制。为此,针对各设试阶段用途,抓住样件试制重点来选择快速制造工艺。例如:在试验车试制阶段,因需进行性能和简单的道路试验,从而应选择简易模成型、消失模铸造、低熔点合金或环氧树脂模注塑和冲压以及快速切割、CNC加工来快速试制。
2)样件材料及结构
样件的材料和结构的不同也会影响快速制造工艺的选择。对许多快速成型件材料,因工艺和成本无法满足新开发设试样件材料要求,快速成型件只能做结构评审。为了功能和耐久试验,对于结构复杂的设试样件,CNC拆件组合和快速成型工艺就不可选择,所以必须把快速成型工艺与传统制造工艺结合起来,如消失模快速铸造可生产出与压铸相当性能的铝合金件,低熔点快速模注塑可代替硅胶模生产各种与量产相同的塑料件。这既缩短了开发周期,也得到了工艺检讨和功能的验证。例如汽车和摩托车铝合金进气管和气缸盖等就广泛使用消失模快速铸造工艺来试制。
3)样件开发深度
新品开发中依据企划目标,新开发件深度会不同,其中大部分件都是以量产车型为基础进行开发设计,与基础部品有材料、结构和工艺的相同和相似性;因部品开发深度不同,则采用的快速制造工艺也不同。例如:对部分开发的试制件因与基础量产件结构相似但大部分不同,其材料和工艺路线相同,从而选择了CNC加工,硅胶模、快速试制简易模成型和快速切割来快速试制。
4)样件尺寸及精度
因许多快速成型原理是用激光加热或烧结分层累积,因而存在温度场不均匀(特别是扁而长的工件),加上材料有热胀冷缩特性,以及制作工序过程中累积变形,从而需依据尺寸大小、精度高低和表面粗糙度来选择不同的快速成型工艺,详见表1所示。
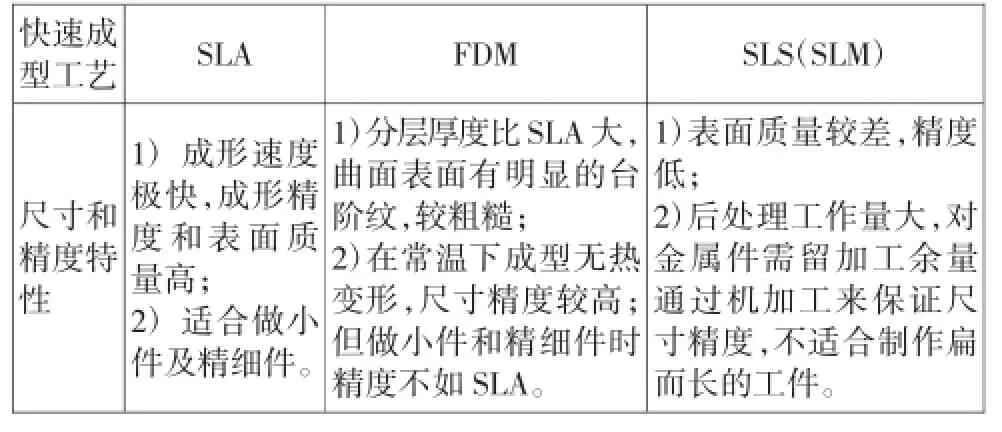
表1 不同快速成型工艺的选择
此外,同样是塑料覆盖件,因尺寸大小的差异,汽车前护杠采用环氧树脂模低压灌注,汽车仪表盘采用硅胶与环氧树脂相结合的真空灌注,而摩托车覆盖件则只采用硅胶模真空灌注;对于硅胶模复制的工件越大,变形也越大,为此通常采用加钢筋等防变形的工艺。
5)自制和外协资源
在满足设计验证的情况下,常常有多种快速制造工艺可供选择。除考虑以上要素情况下,还需考虑自制和外协人力和设备资源,从内外协作优势或互补合作方案去分析和比较试制周期和成本,从而选择最佳的快速制造方案。反过来说,在研发部门增加设计试制设备也需考虑外协相应资源是否配备,市场竞争厂家是否充分,自备设备的利用率和折旧率从成本上考虑是否合算,从而从规划投资方面提前进行权衡和分析;总之,自制资源配备和外协资源利用也是快速制造工艺选择和规划所必须考虑的要素。
2.2应用案例分析
近六年来通过广泛与国内外相关人员交流和合作,从中学到了许多快速制造知识并积累了许多快速制造经验。表2为摩托车发动机开发中几种典型案例。

表2125 mL发动机开发设计试制典型部品汇总
从以上案例可以看出,在发动机开发设计试制先行试验阶段,依据结构和材料,试制数量、部品功能和产品验证的目的,选择了不同的快速制造工艺。在此分析如下:
1)左右箱体是发动机基础件,外形毛坯尺寸精度要求不高,只是安装部位尺寸需要控制,在此设试阶段用快速铸造砂模制作铝合金毛坯,用CNC加工来控制安装尺寸,从而避免新开发件因重大设计变更而发生模具的报废,这样节约了开发成本和缩短了开发周期。
2)气缸盖是发动机心脏部件,它的结构与发动机中燃烧、润滑、进排气和冷却功能有直接关联,设计变更可能性大;且内外结构复杂,模具需外模和型芯组合,特别是冷却风道和进排气道要求模具有较高的毛坯尺寸精度,从而成本也高。因此在此设试阶段采用快速成型和消失模铸相结合的快速铸造工艺,最终避免了因设计变更发生模具修改或报废的损失。
3)曲轴连杆是发动机传动零部件,材质和性能要求高。因与同类同排量机型的曲轴连杆的尺寸和结构基本相近,设变不多且对应容易;为此,为了满足试验要求,在此阶段的这种零部件采用快速试制简易模中的更换模芯的方案进行试制。
4)空滤器橡胶出气管是空滤器与发动机相联接的通气管,考虑到空滤器与周边装配零件的间隙大小或可能干涉,两个接口位置会常常需要调整,从而其形状和尺寸也存在设变;为此,在此阶段通常采用硅胶模复制,因材料是类橡胶,与量产材料性能相比表现为脆性和耐热度低,只做装配尺寸验证和功能评审。
5)链轮盖是发动机的一个外护罩(材料PA6+ 20%玻纤),考虑此件结构简单和尺寸小且工艺性不强,因属外观件,设变的可能性存在;为此,在此阶段采用了塑料板材进行CNC快速加工,制作成本低。
通过与以前开发设试产品对比,此阶段试制周期从原90d缩短至60d,费用节省约三分之一,并达到了这个阶段的设计试制目的。
3 结论
从以上论述可以看出,充分和全面了解快速制造工艺,结合各自行业特点正确选择快速制造工艺在企业新产品的快速开发中有着重要的作用,它可以极大地帮助企业缩短新产品的开发周期,降低开发阶段的成本。
1洪军,唐一平,卢秉恒.快速成型技术在新产品快速设计与制造中的应用研究[J].机械设计,2000,17(12):7-9
2张海鸥,韩光超,王桂兰.快速制造模具技术[J].中国机械工程,2002,13(22):1903-1906
3邓朝晖,李平凡,杨旭静,等.基于RPM快速制造金属零件的方法评述及展望[J].湖南大学学报(自然科学版),1999,26(5):1-5
Applications of Rapid Manufacturing Technology in Trial Production during Design Process of New Motorcycle Products
Liu Bangquan
Haojue R&D Center,Jiangmen Dachangjiang Group Co.,Ltd.(Jiangmen,Guangdong,529030,China)
This article introduces types and applications of Rapid Manufacturing Technology in trial production during design process of new products in engineering industry.Factors and some typical cases in selecting types of Rapid Manufacturing Technology to use are mainly narrated,according to purpose in each stage of trial production during design process of new motorcycle products.This article is an attempt to offer some suggestions and inspiration for engineers about how to properly select types of Rapid Manufacturing Technology in trial production during design process of new products.
Rapid manufacturing technology,Trial production during design process,Motorcycle
U483;TB476
A
2095-8234(2015)04-0083-04
2015-03-24)
刘帮全(1964-),男,工程师,主要从事摩托车新产品试制工作。
