激光测距仪在圆盘剪中的应用
2015-10-21张宏亮
张宏亮


【摘要】针对圆盘剪机架开口度机械测量系统存在的测量误差大的问题,提出了使用激光测距仪测量。并介绍了基于激光测距仪的测量系统的安装方法,硬件组态,软件编程读取测量数据,对485通讯过来的数据进行处理得出10进制的实型测量值。对测量值进行相应运算和误差处理得出机架开口度实际值,该测量装置的测量误差在(0至+2mm)范围,为钢板正公差的减少提供了有力保障。
【关键词】激光测距仪;测量误差;RS485通讯
重钢中厚板厂圆盘剪主要剪切的钢板规格为:厚度:6~25mm,宽度:剪前1500~4000mm;剪后1400~3800mmm;圆盘剪通過调整移固两侧机架之间的距离来确定剪切钢板的宽度,其尺寸由一个两端分别安装在固移两侧机架上的标尺测量,操作工通过摄像看标尺刻度来调整机架开口度的实际值实现钢板定宽控制。由于机械标尺测量精度低,易变形及人工操作定位不准等原因,导致剪切后的钢板经常出现不符合宽度偏差的非计划品,为此放尺达到+15mm。为进一步提高经济效益,最大程度的减少剪切余量,提高成材率,减少非计划。经过多次试验及对统计数据分析发现机架开口度的精确测量是减少钢板正公差的严重制约。引入激光测距仪,通过对固移两侧机架开口度的准确测量可以提高机架开口度的定位精度,有效的减少钢板正公差。
1、激光测距仪的安装
图中该系统由检测部分,控制部分,电气传动控制部分和机械执行机构组成。检测部分主要是安装在固定侧机架旁的激光测距仪(9),安装在移动侧机架上的感应板7组成。控制部分主要由ET200站(10),可编程控制器(11)组成。电气传动部分包括增量型编码器(1),交流变频电机(4),交流调速装置(5)。机械执行机构主要由涡轮减速机(2),传动丝杆(3),移动侧机架(6),固定侧机架(8)组成。激光测距仪由单独的支架将其安装于远离机架的地面上,这样可有效减少剪切过程中由于机架跳动对测量精度的干扰。
2、硬件设计
2.1激光测距仪的选型
重钢中厚板厂选用劳易测ODSL30/D485-30M-S12。该型激光测距仪的主要特点如下:1)测量精度可达到+2mm;2)通过485接口与主PLC相连来传输测量数据;3)测距仪工作电压为10-30V,本项目中选用24V[2]。
2.2硬件组态配置
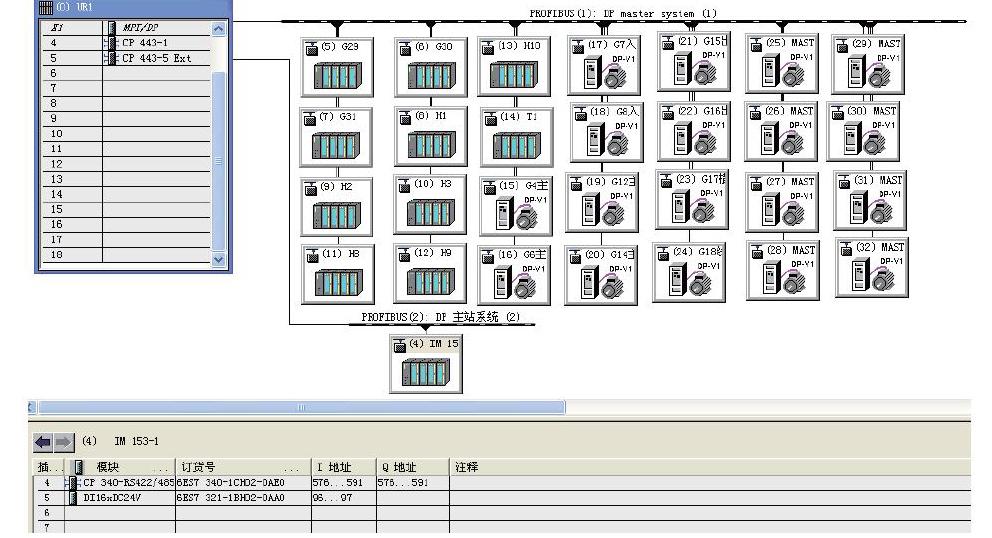
本方案在主PLC上安装CP443-5 Ext模板扩展第二根DP总线,连接4#ET200站,组态CP340-RS422/485模块起始地址为576终止地址为591[1]。
3、软件设计
3.1通讯数据接收的实现
在step7编程软件中调用库CP300中的FB2.其中LADDR=576为起始地址,DB_NO=21为存放所接收数据的数据块号,DB40为背景数据块,M635.1为一个占空比20S:40S的方波信号用来定时清空缓冲区数据。开辟3个数据块DB22,DB23,DB24作为数据处理过程中的暂存块,数据处理的过程如下:
1)以字节为单位将DB21中的数据DB21.DBB0-DB21.DBB5存放至DB22中地址标号为1,3,5,7,9,11的字节中。
2)以字为单位将DB22中的数据取出,先将其数据类型转换为整型并减去30,所得结果转换为双整型在转换为实型,存储在数据块DB23中。
3)以双字为单位将DB23中的数据取出,按地址标号0-20,做为新数据的高位到低位。
4)将新数据的高位到低位逐个相加,在除以10所得到的数据即为激光测距仪测量到的实际值。
3.2机架开口度实际值的显示及标定程序的设计
激光测距仪安装在距固定侧机架一定距离的地面上,为一个定值,将测量出的动态值减去该定值即为机架开口度实际值,由于安装误差测距仪的激光线不可能是一条绝对的水平直线,且为了保证钢板的正公差,再机架开口度实际值的基础上乘以一个修正系数其范围为(0.982-1)该系数可通过多次比较测距仪测量出的机架开口度实际值与用检定过的量具测量出的机架开口度实际值进行对比确定。圆盘剪机械设备检修或者换刀过后都会对测量值的有效性有影响,所以设计了标定程序,其设计思路为将圆盘剪机架开口度保持在某一个位置,用检定过的量具多次多位置测量机架开口度实际值,将测量值相加除以测量次数所得平均值即为标定用的实际值,在程序中用激光测距仪实际值减去该标定值即为激光测距仪距离固定侧机架的有效值,该有效值作为一个常数,用激光测距仪测量值减去该常数即为机架开口度实际值标定完成。该测量装置的测量误差在(0至+2mm)范围,为钢板正公差的减少提供了有力保障。如下为一组测量对比值:
4、结论
本文介绍了激光测距仪在圆盘剪中的应用,包括安装方式,数据通讯,误差处理的方法,实际值换算和标定。激光测距仪的引入能有效提高测量精度,为钢板正公差的减少提供有力保障。
参考文献
[1]寥常初.S7-300/400PLC应用技术第二版.机械工业出版社,2008.
[2]德国劳易测电子公司.光电产品用户手册.德国劳易测电子有限公司,2011.
