抽油机支架型材截面加工研究
2015-10-21郑雪峰张宇豪王德威
科技与企业 2015年24期
郑雪峰 张宇豪 王德威
1、研究背景
目前现有的抽油机支架设计三支腿工字钢\H型钢结构或者四支腿角钢结构。其支腿加工要求夹角复杂,只能采取手动画线,人工下料,难以保证其加工精度及生产效率。本文以某型抽油机H型钢支腿为分析模型,进行结构分析和计算分析(如图1所示)。
在此支腿传统设计中,工人分别通过划线确定支腿夹角。加工型钢支腿的过程中,一般采用样板仿型切割,在组装序要反复修正,加工量不足的支腿还要采用填充处理,不仅加工难度大,还影响整体的焊接质量。通过三维定位尺寸确定型材的组对,这就造成了不同的型号机型采用不同的工装组对。
2、计算过程
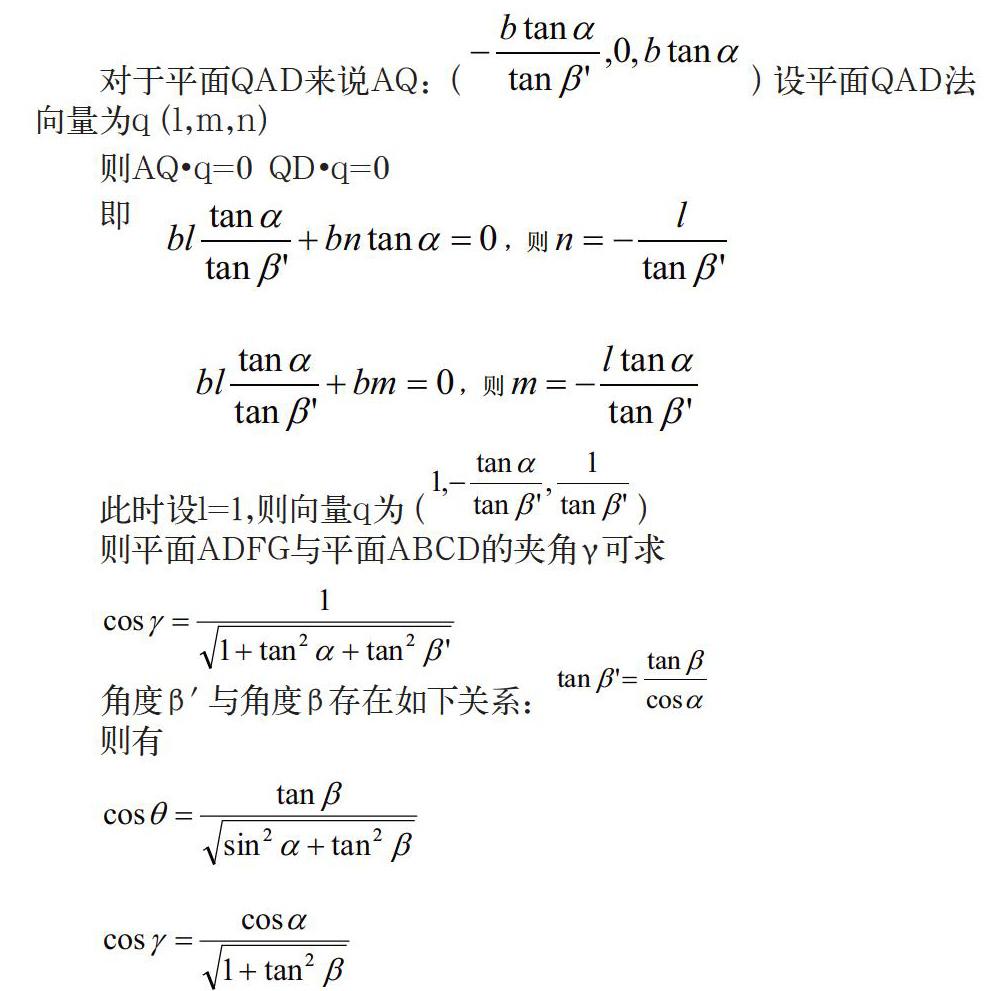
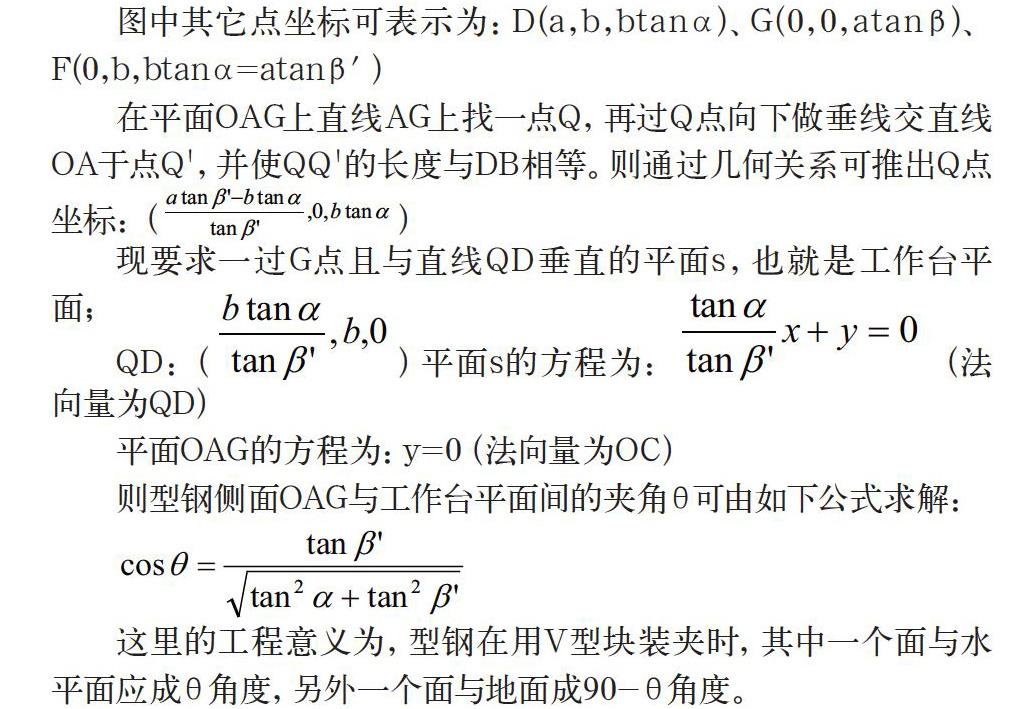
本文研究出利用一道加工工序实现H型钢端面的切割。切割面是一个平面,关键在于确定工作台平面与型钢侧面的角度关系,并且方便加工。
如图2所示,假设型材截面为长方体,边长a和b,简化型钢模型,并建立空间直角坐标系:则
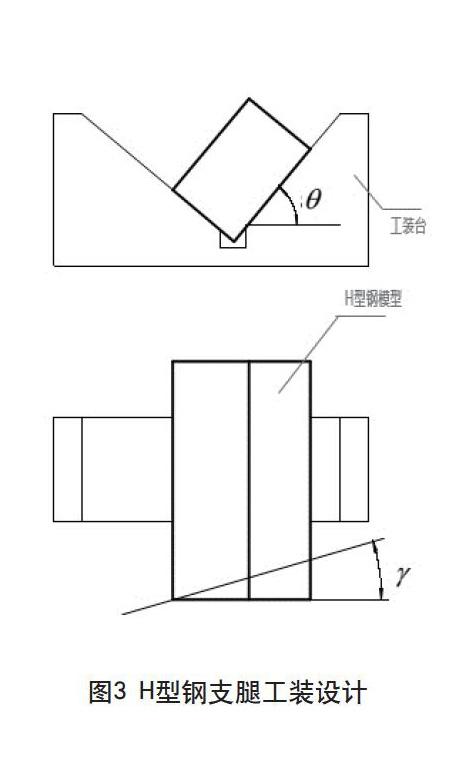
3、工装设计
利用计算结果,设计工装,如图3所示:
4、结论
1)本文提出一种新的分析思路与完整的计算理论对抽油机之间前后腿进行分析。经过理论计算给出了型钢加工时工件装夹和设备调整所需要的两个角度,简化下料工艺,为型钢自动化下料提供理论支持。
2)通過理论验证,普通转角锯床上加工复杂角度的型钢了,加工后整机组对精度也将大大提高。
3)本文提供的方法不仅保留针对性,又具有通用性,适用于各抽油机机型支架型钢下料,具有推广价值。
(作者单位:大庆油田装备制造集团)