CRTSⅠ型双块式无砟道床轨排框架法综合施工技术
2015-10-21任永华
任永华

【摘要】“双块式无砟轨道施工技术”在我国铁道工程行业内尚无成型、成熟经验可循。结合贵广铁路无砟道床的施工,研制的CRTSI型板式无砟轨道施工专用的龙门吊、平板运输车、排架及定向定位设备等,实现了CRTSI型无砟轨道施工关键设备的自主化。采用GEDO CE轨道检测系统,以CP Ⅲ控制点作为测量控制基准,使用GEDO CE轨检小车控制轨道精调测量,大大提高了轨道施工的测量控制技术水平和工作效率,完全能够保证无砟轨道线路施工的高平顺性。通过贵广双块式无砟轨道项目的实施,在施工经验、相应的技术、管理经验上积累经验,培养人员。同时,总结隧道双块式无砟轨道几项施工技术并最后形成系统成熟的成套施工技术或工法,指导了贵广铁路隧道的施工。
【关键词】无砟道床;CRTSⅠ型双块式;综合施工技术
贵广铁路GGTJ-8标段,起讫里程DK523+201.8~DK597+650,全长70.551km。线路途经桂林市的恭城县和贺州市的钟山县、平桂区,即3区县9乡镇30个自然村。主要工程量:桥梁23.497km/24座,隧道24.199km/9座,路基34自然段22.855km,900T预制整体箱梁599孔、组合箱梁105孔,车站2座、涵洞105座、无碴道床70.551km,无砟道岔26组。无碴道床施工是铁路线下工程事关成败的最后一道工序,要做到内实外美的要求是关键。无砟道床施工特点:精度要求高,工序控制严,过程实施细,需要严格的技术质量控制程序来保障,为高质量、严要求做好无碴道床施工,施工中设立了无碴道床施工专职管理组,配备专职领导负责落实控制,对现场整个施工过程进行全面管理。无砟道床主要施工控制要点有:基面处理质量控制要点、钢筋安装绑扎质量控制要点、模板制作及安装质量控制要点、轨排组装及安装粗调质量控制要点、施工精调作业质量控制要点、砼施工及抹面质量控制要点。其次作为施工单位管理人员,要强调成本经济和工期效率的问题,一个有效的物流组织方案是保证这项工作组织实施的关键。论文对贵广铁路CRTSⅠ型双块式无砟道床轨排框架法综合施工技术进行了详细的研究,制定了相应的施工工艺,指导该工程的施工。
1 施工准备工作
无砟道床施工前要保证所有线下工程合格,需要组织各种形式的排查、验收工作,确保线下工程结构安全可靠、质量零缺陷的要求。
1.1 线下工程验收合格
全隧贯通,仰拱填充及底板完工,隧道衬砌、下锚段及水沟电缆槽完成;桥梁附属工程完成;路基附属工程全部完成。综合接地、四电接口工程排查合格,特别注意,提前排查、修复或返工。隧道无损检测自检、复检合格。沉降评估观测自评、报审合格。上级单位组织的分部分项工程验收合格。
1.2 无砟道床施工测量准备工作
线下工程沉降评估及验收合格后,CPI、CPII及二等水准复测加密工作完成,其中长大隧道(3Km以上)需要设计院复测加密,并通过评估单位评审;CPIII测量网型设计,形成CPIII复测成果,报评估单位评审通过。这里要特别重视长大隧道CPII控制网复测,这项工作有设计单位做,一旦准备不充分会影响工期短则一个月,长则两三个月。主要做好以下工作:⑴保证隧道内环境:灰尘小、湿度小、温差小、避免穿堂风和光照不均匀等因素;⑵测量仪器设备选用,避免追求精度太高,对环境要求苛刻的设备,选用抗干扰能力好的设备。(3)CPII测点布设前提前规划布网,适当安排水沟电缆槽跳打工作,会事半功倍的。
1.3 施工方案编制和物资设备准备
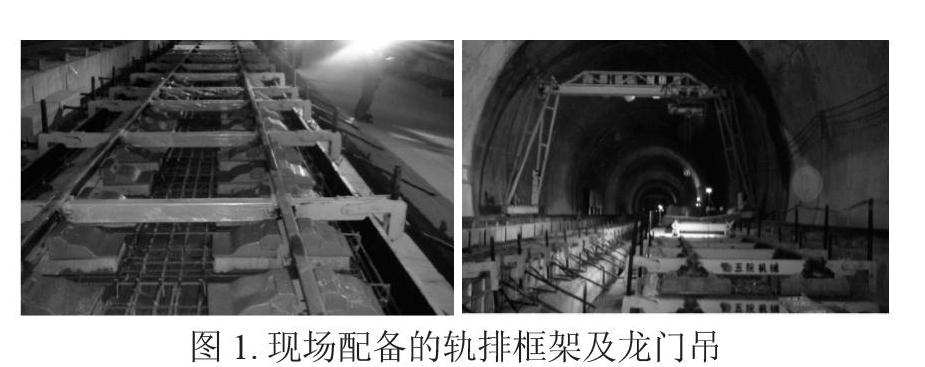
为保证施工工艺先进性,作业方案合理化,组织各参建单位层层把关,严格审批手续,逐级审核完善,进而合理组织实施。为保证设备先进性,根据铁路建设单位要求,采用轨排框架成套设备组织施工,为保证工程质量材料源头控制,所有大中型材料设备组织招标,涉及到轨排、模板、钢筋、销钉、绝缘卡等,小型机具设备及材料由项目部自行采购完成。
图1. 现场配备的轨排框架及龙门吊
1.4 施工人员组织准备和线外工艺段施工练兵
高度重视,合理组织,局指设置专门机构,由局指分管领导负责,项目部成立无砟道床施工架子队,架子队设置9大员,施工工种齐备,设置7个工班约110人(单作业面)。
在正式施工之前,进行線外工艺段施工练兵,目的是熟悉施作过程,明确施工技术标准,总结施工经验,形成总结报告,为后续正式开工做好铺垫工作。
2 施工控制要点
无砟道床施工特点:精度要求高,工序控制严,过程实施细,需要严格的质量控制程序来保障,就隧道内无砟道床施工技术质量控制要点,分六个部分总结如下。
2.1 基面处理质量控制要点
(1)隧道底板顶标高控制:为满足无砟道床板厚度要求,前期施工严格控制仰拱底板顶标高,仰拱底板施工时按照低于设计标高5mm控制。无砟道床施工前测量复核底板顶标高,高于设计标高部分,凿至设计标高,底板超标高3cm以内,可以采用改装后铣刨机凿至设计标高。
(2)凿毛施工控制:组织线外工艺试验段和先导段凿毛施工,经现场反复试验研究,改装完成JHE-250E型铣刨机凿毛设备,改装后凿毛设备具备经济、耐用、操作简单方便、且凿毛效果良好等优点,对于类似特征的工程值得推广应用。改装中主要加装设备有:锰钢铣鼓刀轴 、行走控制脚踏板 、将5.5KW电机更换为7.5KW电机等。此项创新改造直接减少施工成本达百万元,也得到了贵广公司的高度赞扬,并在全线推广。
2.2 钢筋安装绑扎质量控制要点
(1)底层钢筋布置与安装:根据道床板钢筋布置图在凿毛面上画出道床板底层钢筋网边线及纵向钢筋位置控制线,布筋后,钢卷尺复核底层钢筋间距,并调整;按梅花型布置预制好的砼垫块;制作标准卡具,布置横向钢筋,所有纵横向钢筋交叉部位安装固定绝缘卡,绝缘卡绑扎后多余部分条带剪除,保证砼密实接触。
(2)顶层钢筋布置与安装:在轨枕钢筋桁架上标识穿插纵向钢筋,道床板上层纵横向钢筋用标准卡具定位安装,用绝缘卡进行绑扎;绑扎过程中注意不得扰动粗调过的轨排。绑扎后对顶面、侧面过长绝缘卡剪掉处理,防止裸露到砼外;为防止绑扎后的绝缘卡损坏,绑扎后人员、设备、材料不得走行或放置在已绑扎钢筋上。
(3)综合接地钢筋焊接:综合接地钢筋焊接,纵横向接地钢筋采用L型焊接,单面焊接长度不小于100 mm,双面焊不小于55mm;接地端子采用焊接方式固定在道床板接地钢筋上;接地端子的焊接应在轨道精调完成后进行,端子端头加保护膜,防止砼污染,焊接时保证其与模板密贴,接地单元长度不大于100 m,这里注意到隧道接地端子单元长度为50米,施工时无砟道床接地端子与隧道接地端子对应性布置,便于以后的衔接问题。
(4)综合接地电阻测试与钢筋绝缘检查:首先进行钢筋绝缘检查,先目测检查绝缘卡安装是否良好,有无脱落现象;然后用兆欧表进一步测量钢筋间的绝缘数据,任意两根非接地钢筋间电阻必须达到2MΩ以上。规范要求所有绝缘节点全测,逐个节点检测工作量太大,为此我们采用3米长检测钢筋搭接横向筋,纵向筋逐个与检测钢筋搭接检测,如有不合格时,再逐个点进行检测,找出不合格点进行处理,此方法简便快捷,提高效率10倍以上。进行综合接地电阻测试,导通性满足设计不大于1Ω,由于两个接地端子长度达到100米,测试时需要接线太长,可利用龙门吊临时轨道连接进行测试,有盖板中心水沟还可以利用水沟内流水作为导线连接测试。
2.3 模板制作及安装质量控制要点
(1)模板制作质量控制:模板厚度保证不小于4mm,考虑搬运及变形要求,单块模板长度不大于2m,高度不超过30cm,模板侧面加劲肋足够保证多次倒用不变性控制。进场后或支立前,要检查模板平整度,更换损坏或彎折的模板;检查模板边角尺寸,现场试拼模板,防止接缝不严,并对试拼模板进行编号,施工中按编号顺序支立,保证模板接缝严实。
(2)模板安装质量控制:直线段模板定位安装,测量放样弹出的模板边线,纵向间距10m,根据弹出的模板边线,精确安装侧模板、端头模板,支立道床板模板时要用带刻度的水平尺严格控制垂直度,并用卷尺校核模板顶口宽度,保证顶口宽度满足设计开口尺寸(2800mm)。曲线段模板定位安装区别于直线段,首先模板边线的控制,先放出上循环预留轨排长度(5.2米8根轨枕),然后按照间距7.15m(1个轨排距离)放线;其次,这里要特别注意的是曲线超高段立模,模板需要拼接处理,模板接缝多,控制平整度较为困难,尤其要控制模板接头处螺栓孔位置,接头螺栓孔距模板边缘距离控制在10-15mm,有效保证接缝处密贴稳固,拼接顺序为1与2、3与4,然后12整块与34整块再拼接,其他螺栓孔连接,垂直向(100mm)密于纵向(150-200mm)。模板与隧道底板底面的不平造成的较小缝隙用砂浆或腻子封堵,模板间缝隙用双面胶密贴,面板侧面用透明胶带粘贴。模板纵向线型控制采用挂线多跨进行调整,模板高程调整通过模板底部的高程调节螺栓来实现。每块模板设置二组支撑,采用撑拉结合方式固定,要注意,撑拉要配合调整,防止单调一个支撑,导致模板变形。
2.4 轨排组装及安装粗调技术质量控制要点
(1)轨排组装质量控制要点:轨枕组装平台实现标准化生产,轨枕每5根吊装一次,采用人工匀枕,计算好相邻轨枕间距,首先定位排架最外侧2根轨枕,在分枕平台两侧,用平台上刻槽标记轨枕底部钢筋位置,利用卡具由两侧向中间逐个调整轨枕间距位置;然后以最外侧2根轨枕为横向调整基准枕,在预埋套管上挂线,保证中间所有轨枕在一条直线上;最后用标尺检查相邻轨枕间距。采用人工配合龙门吊吊装轨枕排架,将轨道排架扣件螺栓孔位置与轨枕上螺栓孔位置对齐,平稳、缓慢地将排架放置于轨枕上。
(2)强调对扣件及套管保护:扣件如果长期倒用,疲劳强度使其松弛变形,控制倒用次数不超过2次;轨枕套管植入和拆除扣件过程中,容易损伤套管,在轨枕平台组装排架时,往螺栓螺纹上涂抹专用油脂,保护套管不受损伤。安装扣件时将螺栓旋入螺栓孔内,使用扭矩扳手按照设计扭矩要求上紧螺栓,轨枕与钢垫板、钢垫板与橡胶垫板必须密贴,弹条前端三点要与钢轨密贴。这里还要注意的是组装扭矩力精度控制,作为第一关口控制轨道精度,扭矩扳手的扭矩力必须统一,多旋转一圈为1mm,作为毫米级精度控制标准,必须严格管理,为此,我们与厂家联系改装了一套数控扭矩扳手,扭矩力误差±4%,按设计160N*m计,现场测试误差不超过0.08mm(25度),有效的保证轨道精度控制第一关。
图2. 轨排组装控制图
图3. 改装的数控扭矩扳手
(3)轨排安装粗调质量控制要点:龙门吊运输就位吊装,利用轨道中线点参照轨排框架上的中心基准器进行排架中线的定位调整,左右调节轨向锁定器进行锁定,采用手簿及道尺提供的轨排状态数据进行调整作业,旋动竖向支撑螺杆进行高程方向的粗调,按照先中线后水平的顺序循环进行,粗调后的轨道高程误差控制在-5-0mm、中线0-±5mm(靠水沟侧距离近,左线为-5,右线为+5),粗调完成后,相邻两排架间用夹板连结,连接板轨缝6-8mm控制,接头螺栓按1-3-4-2顺序正反拧紧。
2.5 施工精调作业质量控制要点
根据高速铁路要求精度控制标准,对轨道精度控制引进“零误差”的控制理念,施工中严格控制轨距、中线和高程零误差,有效地保证了轨道各项几何参数检定全部合格。
(1)直线段零误差控制标准:轨排组装前检测轨距(1435mm),如有变形不得使用;轨排中线控制按照零控制;考虑到砼浇筑后轨排上浮(试验段测试值-0.5mm),轨排高程控制按照-0.5mm控制,由于轨排中间部分发成挠曲变化(出厂测定为0.14mm),轨排端头为-0.5mm,中间部分按照-0.5至-0.7mm控制。
通过地方道路与施工便道相连接,确定所有材料、机具设备等经由道路进入施工现场。
3.3 作业区物流组织
隧道内作业区域狭小,运输通道保证畅通,组织较为困难,这里从4个方面进行了规划,分别为:标准化作业区域规划、龙门吊功能区域规划、施工通道规划和其他机具设备材料存放规划。
准化作业区域规划:合理组织,工序分明的原则,现场设置标准化作业区域,分为临时轨枕存放区、临时轨排存放区、轨枕平台加工区、钢筋绑扎区、砼浇筑区、养护区等。按照隧道内施工组织分左右线规划布置(每次浇筑砼施工长度100米)。
⑵龙门吊功能区域规划:由于一旦浇筑砼,浇筑砼吊装龙门吊限制该区域通行,其他吊装设备不能够穿插通过,这样就需要龙门吊按照浇筑砼区域划分为前、中、后,配备了3台龙门吊,保证了各个区域作业均有吊装设备,能够及时连续作业。
⑶施工通道规划:洞内随时要保证材料设备运输通畅,这样就需要有一条一直贯穿至每一个作业区的通道通畅;由于设计中水沟为盖板式水沟,需要在中心沟多处通道位置铺设钢板。
⑷其他机具设备材料存放规划:现场制作了小型集装箱,小型扣件机具设备放置在小型集装箱内,由龙门吊运输,存放在空闲区域或水沟上方。
3.4 路基桥梁施工物流组织
路基桥梁施工无砟道床与隧道内结构有所不同,路基桥梁道床板下有支撑层或底座板,一般要求路基支撑层不少于28天施工,桥梁底座板达到设计强度的75%,才能做道床板,其技术质量控制要点与隧道内基本一样,但是物流组织完全不同,解决好路基桥梁的物流组织是关键要点。
⑵ 纵向便道的路基桥梁段,采用吊裝系统即可完成,较为简单,这里就不赘述了。
⑵无纵向便道的路基桥梁段,或高边坡路基段,这里总结了3种物流组织方案,第一种,利用横向便道接入点垂直吊装运输,采用龙门吊在正线范围内水平运输。适用于较短段运输。第二种,填路基边侧水沟,形成运输通道,适用于路基困难地段,利用形成纵向通道组织物流运输。第三种,先施工单侧,利用另一侧作为物流通道,然后最利用有轨运输方式,在施工完成的道床板上组织物流运输。贵广线三项目部桥梁及路基困难地段采用了第三种物流组织方案,经过现场研究试用,最终投入了5套经改装的轨道小车(见下图)作为物流运输工具,提高了功效。
4 结 论
我国铁路里程较长,但人均里程却很小,且多为有砟轨道,列车运营速度与发达国家相比仍有很大的差距,虽然近几年进行了几次大提速,但多为改造原有线路、提高电气化程度或减少停车区间站,真正从轨道入手,提高轨道层次的线路还是最近几年才有所发展。最近几年,铁道部投资3000多亿进行客运专线建设,这样的建设规模和速度在中国铁路建设史上是空前的。客运专线的建设给我国土木建筑企业带来的机遇。论文依托在建的贵广铁路,攻关研制的CRTSI型板式无砟轨道施工专用的龙门吊、平板运输车、排架及定向定位设备等;就无砟道床主要施工总的基面处理质量控制要点、钢筋安装绑扎质量控制要点、模板制作及安装质量控制要点、轨排组装及安装粗调质量控制要点、施工精调作业质量控制要点、砼施工及抹面质量控制要点等进行了详细论事,指导该工程的施工,取得了良好的效果,为类似工程施工提供了借鉴经验。
参考文献:
[1]. 何华武.无砟轨道技术[M].北京:中国铁道版社.2005.
[2]. 郭福安.客运专线无碴轨道结构[J].铁道标准设计,2006(04)
[3]. 王其昌.无砟轨道钢轨扣件[M].成都:西南交通大学出版社,2006.
[4]. Dr.Coenraad Esveld.Slab Track:a competitive solution.Rail International.1999(5)
[5]. 赵国堂.高速铁路无砟轨道结构[M].中国铁道出版社.2006.北京
[6]. 王卫红,刘云东.武广客运专线满足无砟轨道控制测量的方案探讨[J].铁道勘测,2006,5
[7]. 贾磊.CPⅢ网在CRTS I型双块式无砟轨道施工中的应用[J].山西建筑,2009,35(23).
[8]. 冷道远.高速铁路无砟轨道CPIH控制网测量技术[J].隧道建设,2009年第29卷第2期
[9]. 孔祥元,郭际明.控制测量学[M].武汉大学出版社,2006
[10]. 彭仪普,许曦,杨文雅.客运专线无砟轨道精密定轨测量技术研究[J].铁道科学与工程学报,2007,4(6)
[11]. 陈晓文.双块式无砟轨道施工工艺及施工精度控制[J].铁道建筑,2009,2.
[12]. 熊云,刘学信,翟宝珍.无砟轨道板安装精调控制施工技术[J].铁道建筑技术,2008(6)
