利用马铃薯为原料制醋酒精发酵工艺的优化
2015-10-10周永治赵培城
周永治,赵培城,毕 静
(1.镇江嘉丰生态农业有限公司,江苏镇江212008;2.江苏经贸职业技术学院科技处,江苏南京211168)
利用马铃薯为原料制醋酒精发酵工艺的优化
周永治1,赵培城1,毕静2
(1.镇江嘉丰生态农业有限公司,江苏镇江212008;2.江苏经贸职业技术学院科技处,江苏南京211168)
为了开发新的食醋品种,研究了以马铃薯为原料制醋工艺中酒精发酵工艺。利用3因素3水平正交试验法,通过对蒸煮温度、蒸煮时间和酒精发酵温度这三个对酒精发酵有重大影响作用的因素进行优化,得到酒精发酵最佳条件为:蒸煮温度130℃、蒸煮时间4 min和发酵温度30℃。在此最佳发酵工艺条件下,酒精发酵的酒精度可达12.4%vol。
马铃薯;食醋;酒精;发酵工艺
食醋在我国有着悠久的历史,是我国的传统特产,传统上生产食醋所用原料以糯米等粮食为主,添加的辅料也是以粮谷类原料为主。在当前世界主要粮食紧张的情况下,研究以其他农产品作为食醋发酵主要原料,开发出新的食醋品种,有着极其重要的意义[1]。
马铃薯(Solanum tuberosum),茄科茄属,一年生草本植物,别称土豆。茎分地上茎和地下茎两部分。马铃薯是我国的主食之一,仅次于小麦和玉米,其营养价值高、适应力强、产量大,鲜薯年产量约为6 000万t,居世界首位。新鲜马铃薯中所含成分:淀粉9%~20%,蛋白质1.5%~2.3%,脂肪0.1%~1.1%,粗纤维0.6%~0.8%。100 g马铃薯中所含的营养成分:热量318 kJ,钙11~60 mg,磷15~68mg,铁0.4~4.8 mg,硫胺素0.03~0.07 mg,核黄素0.03~0.11 mg,尼克酸0.4~1.1 mg[2-4]。
我国现阶段,90%以上的马铃薯是作为蔬菜鲜食,工业加工也仅限于加工粗制淀粉,制作粉丝、粉条等,不仅数量少,而且加工深度也不够,经济效益极低。
本研究以马铃薯为主要原料结合食醋酿制的传统工艺和现代工艺,利用糖化酶、淀粉酶,酵母菌,采用连续高温短时蒸煮工艺,以马铃薯替代糯米进行食醋酿造的研究,并对马铃薯食醋酿造中的酒精发酵工艺进行优化,采用正交试验确定最佳酒精发酵条件,为其醋酸发酵提供优质的酒醅[5-7]。
1 材料与方法
1.1材料与试剂
马铃薯:甘肃定西市;黄酒酵母(Saccharomyces cerevisiae):安琪酵母股份有限公司;糖化酶(100 000 U/mL)、耐高温淀粉酶(40000U/mL):江苏博立生物制品有限公司。
1.2仪器与设备
HYB管道式连续蒸煮器:天长市远安机械有限公司;调浆罐(5m3):自制;保温罐(4m3):自制;发酵罐(20m3):自制。
1.3试验方法[11-15]
1.3.1马铃薯醋生产工艺流程
马铃薯→粉碎→调浆→加热→蒸煮→后熟→糖化→酒精发酵→醋酸分层发酵→淋醋→马铃薯醋
操作要点:马铃薯粉碎后按照料水比1∶4(g∶mL)调浆,水温60℃,时间30 min,加耐高温淀粉酶10 U/g淀粉,蒸煮采用管道式连续蒸煮,后熟120℃、60 min,之后冷却至60℃,加糖化酶100 U/g淀粉,保温30 min,降至发酵温度加酵母进行酒精发酵,酒醅成熟后按镇江香醋的制醋发酵工艺制醋[8-10]。
1.3.2单因素试验
马铃薯粉碎后按照料水比1∶4(g∶mL),水温60℃,时间30 min,加耐高温淀粉酶10 U/g淀粉,蒸煮采用管道式连续蒸煮,蒸煮温度分别为120℃、130℃、140℃、150℃,蒸煮时间分别为1 min、2 min、3 min、4 min,后熟120℃、60 min,之后冷却至60℃,加糖化酶100 U/g淀粉,保温30 min,分别降至28℃、30℃、32℃、34℃加酵母进行酒精发酵。以酒精度为评价指标,考察蒸煮温度、蒸煮时间及发酵温度对酒精发酵的影响。
1.3.3酒精发酵条件优化正交试验
根据单因素试验结果,选取蒸煮温度、蒸煮时间和酒精发酵温度为考察因素,以酒精度为评价指标,进行3因素3水平的正交试验设计。正交试验因素与水平见表1。
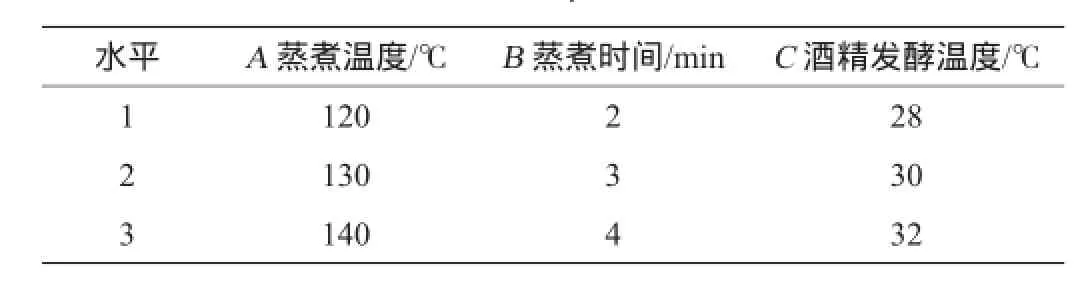
表1 酒精发酵条件优化正交试验因素与水平Table 1 Factors and levels of orthogonal experiments for alcohol fermentation conditions optimization
1.3.4分析检测
酒精度的测定采用国标GB 15038—2006《葡萄酒、果酒通用分析方法》中的酒精蒸馏法进行测定。在约20℃时,用容量瓶量取试样100 mL,全部移入500 mL蒸馏瓶中。用100 mL水分次洗涤容量瓶,洗液并入蒸馏瓶中,加数粒玻璃珠。装上冷凝管,通入冷水,接收馏出液,直至收集馏出液体积约95 mL时,停止蒸馏。于水浴中冷却至约20℃,用水定容至100 mL,摇匀。用酒精计测量馏出液的温度与酒精度。按测得的实际温度和酒精度示值查表,换算成20℃时的酒精度。
2 结果与分析
2.1影响酒精发酵单因素试验的结果
2.1.1蒸煮温度对酒精发酵的影响

图1 蒸煮温度对酒精发酵的影响Fig.1 Effect of cooking temperature on alcohol fermentation
蒸煮温度对酒精发酵的影响见图1。由图1可知,随着蒸煮温度的增加,酒精度呈先上升后下降的趋势,在蒸煮温度130℃时酒精度达到最大,为11.7%vol。究其原因,蒸煮温度对淀粉的糊化有促进作用,但如果温度过高,反而会造成部分淀粉的焦化,从而影响了淀粉的利用率。因此,控制蒸煮温度在130℃为宜。
2.1.2蒸煮时间对酒精发酵的影响

图2 蒸煮时间对酒精发酵的影响Fig.2 Effect of cooking time on alcohol fermentation
蒸煮时间对酒精发酵的影响见图2。由图2可知,蒸煮时间的延长可以提高酒精发酵的效率,但如果过了一定时间,反而会下降。在蒸煮时间3 min时酒精度达到最大,为12.0%vol。故采用蒸煮时间为3 min。
2.1.3发酵温度对酒精发酵的影响

图3 酒精发酵温度对酒精发酵的影响Fig.3 Effect of fermentation temperature on alcohol fermentation
发酵温度对酒精发酵的影响见图3。由图3可知,酒精度随着发酵温度的先增加降,之后增加发酵温度并不能增加发酵的酒精,反而会下降。在发酵温度30℃时酒精度达到最大,为11.8%vol。故采用发酵温度为30℃。
2.2酒精发酵条件优化正交试验分析
以酒精度为评价指标,对蒸煮温度、蒸煮时间和酒精发酵温度3个因素进行3因素3水平的正交试验,结果与分析见表2,方差分析见表3。
由表2可知,RA>RB>RC,最佳水平的参数为A2B3C2,即蒸煮温度130℃、蒸煮时间4 min和酒精发酵温度30℃。在此最佳条件下进行验证试验,平均酒精度为12.4%vol。由表3方差分析可知,蒸煮温度对酒精度影响最大,其次为蒸煮时间,影响最小的是酒精发酵温度,但3个因素对结果影响均不显著。
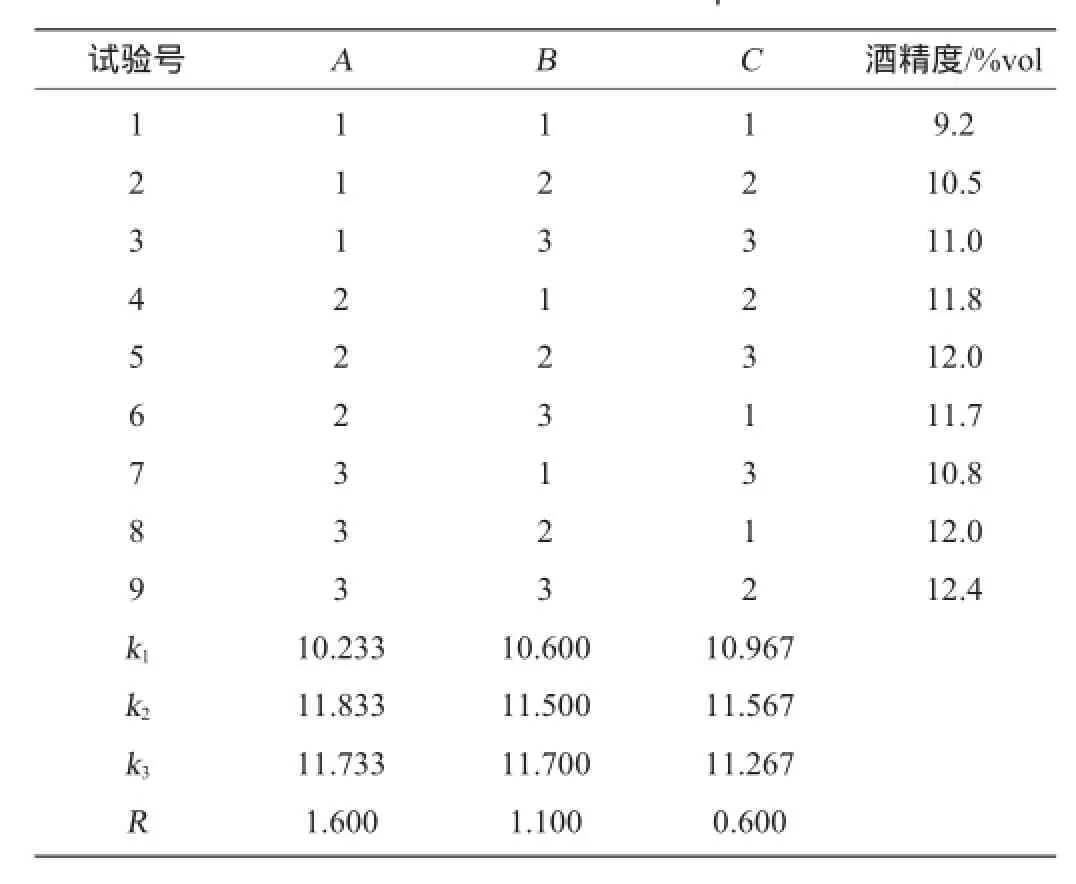
表2 酒精发酵条件优化正交试验结果与分析Table 2 Results and analysis of orthogonal experiments for alcohol fermentation conditions optimization

表3 正交试验结果方差分析Table 3 Variance analysis of orthogonal experiments results
3 结论
本研究利用3因素3水平正交试验法,通过对蒸煮温度、蒸煮时间和发酵温度这3个对酒精发酵有重大影响作用的因素进行发酵产酒精条件优化,得到酒精发酵阶段的最优发酵条件为蒸煮温度130℃、蒸煮时间4 min和发酵温度30℃,在此最佳发酵工艺条件下,酒精发酵的酒精度可达12.4%vol。
[1]赵芳,李志民,陈斌.我国食醋生产的研究进展[J].邯郸职业技术学院学报,2009(4):94-96.
[2]张秋燕,张福平.马铃薯品种的营养成分分析[J].中国食物与营养,2010(6):75-77.
[3]宋国安.马铃薯的营养价值及开发利用前景[J].河北工业科技,2004(21):55-58.
[4]谢庆华,吴毅歆.马铃薯品种营养成分分析测定[J].云南师范大学学报:自然科学版,2002(2):50-52.
[5]张凤军.马铃薯不同地区品质性状差异研究[D].西宁:青海大学硕士论文,2007.
[6]荣玉珊,满静凝,边宝林.以马铃薯全粉为主料的老年营养粉的研制[J].食品科学,1996,17(6):27-32.
[7]吕飞杰,文学.我国农产品加工业的发展方向[J].农业工程学报,1999(1):9-15.
[8]赵贵红.多味菜蔬汁饮料酒的研制[J].蔬菜,2006(6):30-31.
[9]马立安.耐高温酒精酵母菌驯化与筛选[J].湖北农学院学报,2000(1):72-73.
[10]陈双,罗涛,徐岩,等.我国黄酒酵母和酿酒原料对黄酒中β-苯乙醇含量的影响[J].中国酿造,2009,28(4):23-26.
[11]汪志君,夏艳秋,朱强.关于黄酒酿造采用糖化发酵剂的探讨[J].中国酿造,2004,23(5):1-3.
[12]赵秀举,刘志国.正交试验设计优化酵母发酵FBP条件[J].中国酿造,2013,32(11):36-38.
[13]刘月华,周兆梅.天然野生山丁果果酒发酵工艺的研究[J].中国酿造,2012,31(4):191-194.
[14]许树成,兰伟饮.料酒常见种类及其生产工艺分析[J].阜阳师范学院学报:自然科学版,2002(1):39-42.
[15]孙文瑛,陈雄,石勇,等.响应面法优化醋酸菌的发酵产酸培养基[J].化学与生物工程,2011(1):37-41.
Optimization of alcohol fermentation process in potato vinegar production
ZHOU Yongzhi1,ZHAO Peicheng1,BI Jing2
(1.Zhenjiang Jia Feng Ecological Agriculture Co.,Ltd.,Zhenjiang 212008,China;2.Department of Science and Technology,Jiangsu Institute of Commerce,Nanjing 211168,China)
In order to develop new varieties of vinegar,using potato as raw material,the alcohol fermentation process was studied.The method of 3 factors 3 levels orthogonal tests was adopted,by means of cooking temperature,time and alcohol fermentation temperature which had significant effect on alcohol fermentation as evaluation factors.The optimal fermentation condition of alcohol fermentation stage was cooking temperature 130℃,time 4 min and fermentation temperature 30℃.Under this condition,the alcohol content can be up to 12.4%vol.
potatoes;vinegar;alcohol;fermentation process
TS262.4
A
0254-5071(2015)10-0103-03
10.11882/j.issn.0254-5071.2015.10.023
2015-09-10
周永治(1963-),男,高级工程师,本科,研究方向为食品工程。
