挠性板在层压过程中的形变分析
2015-09-12邝许平阙玉龙深圳崇达多层线路板有限公司广东深圳518132
朱 拓 邝许平 何 淼 阙玉龙(深圳崇达多层线路板有限公司,广东 深圳 518132)
挠性板在层压过程中的形变分析
朱拓邝许平何淼阙玉龙
(深圳崇达多层线路板有限公司,广东深圳518132)
由于挠性板的尺寸稳定性难于掌控,以及刚挠结合板中挠性和刚性部分的性能差异较大,使得在层压过程中经常出现挠性区和刚性区的涨缩不一致而导致内层短路的缺陷。文章详细分析了挠性板在层压过程中的具体形变过程及影响因素。
挠性板;形变;层压
1 前言
近些年,在传统PCB板市场增幅有所放缓的情况下,挠性板和刚挠结合板的市场份额却依然保持着高速增长。刚挠结合板因其具备挠曲性、重量轻、体积小及可立体封装等优点[1],使其在通讯、汽车、医疗、军工、航空航天及家电领域的应用越来越广泛。然而,刚挠结合板设计复杂及制作难度一直制约着其快速发展,其中刚挠结合板的层压过程就经常造成不可修复的层偏缺陷。行业内不少科研工作者研究了传统PCB板的层压尺寸涨缩情况[2]-[4],然而对刚挠结合板的层压研究鲜有报道,而且大多实验工作只作实验结果的描述而缺乏深入的理论分析。与刚性板(硬板)相比,由于挠性板(软板)自身的一些特性,使得其在尺寸稳定性方面远逊于刚性板,在受到外力作用时很容易发生形变。相关的研究工作者研究了层压机参数如压力大小和温度分布及其均匀性对挠性板尺寸稳定性的影响[5],但对于层压过程由于压机压力及半固化片流动和固化过程等导致的挠性板形变却缺乏足够的研究分析。另外,挠性基材聚酰亚胺形变的各项异性[6],使其在MD(供应商机械加工方向)和TD方向(垂直于MD方向)的形变不一致,也进一步增加了挠性板形变分析的难度。研究挠性板在层压过程中的具体形变对管控刚挠结合板层压过程出现的层偏缺陷具有重要意义。
刚挠结合版在层压时,在压机参数一定的情况下,挠性部分在水平方向的形变受多个作用力的影响,有来自压机钢板的压力、半固化片固化反应的收缩应力、硬板的抑制应力、铆钉的抑制应力、高温烘烤导致的收缩应力、以及热效应引起的热胀冷缩等等。这些影响因素交织一起共同作用于挠性板上,难于明确区分各个因素的影响机制。本文将传统压合分解成三种情况,即完全自由变形压合(未添加半固化片、未铆合)、半自由变形压合(添加半固化片、未铆合)、常规压合(添加半固化片、铆合),详细分析了刚挠结合板在层压过程的变形状况,系统研究了在层压参数一定的情况下,层压压力和半固化片的流动、固化、数量等对挠性板形变的影响。
2 实验
2.1实验流程
实流程依次为:开料、烤板、图形前处理、图形制作、贴覆盖膜、覆盖膜快速压合、烤板、尺寸测量、层压、尺寸测量。在层压工序前后对软板进行尺寸测量时,应注意避免因软板的吸湿特性造成尺寸变化的影响,采取的措施是尽量缩短烤板与层压之间的等待时间。本文中所涉及的实验样品(包括FR4硬板)在层压前均通过烘烤处理,烤板温度为150 ℃,烤板时间1 h。用光学二次元测量仪对压合前后的试样进行尺寸测试时,用玻璃板将软板压平放置,防止应软板的弯曲变形而引起的尺寸测量误差。
软板的线路制作为双面线路,软板图形如图1所示。软板两面图形呈镜面对称分布,图1(a)和(b)的残铜面积分别为50%和30%。其中,来自软板材料供应商A提供的A1和A2系列样品采用图1 (a)线路;软板材料供应商B提供的B系列样品采用图1(b)图形。软板的形变通过二次元尺寸测量仪进行表征,样品涨缩万分比依据IPC标准计算(IPCTM-650-2.2.4),如图2所示。
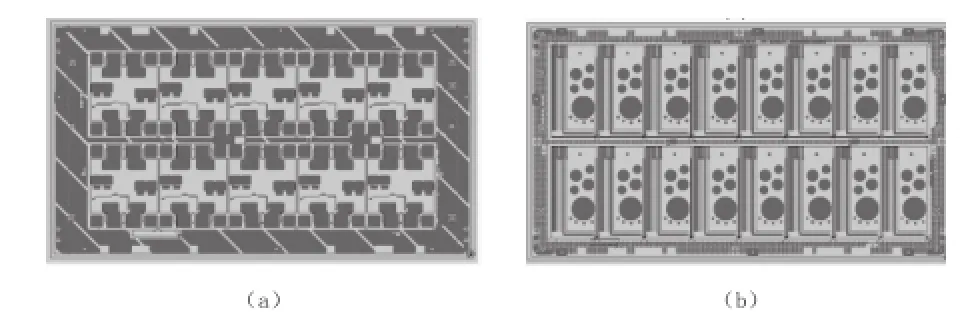
图1 软板的线路设计图形

图2 IPC-TM-650-2.2.4
2.2实验材料
实验选用的硬板基材为供应商C提供的覆铜板,经蚀刻铜面后,FR4厚度为0.46mm;半固化片类型为低流胶106半固化片;软板基材采用软板材料供应商A生产的A1和A2系列、以及软板材料供应商B生产的B系列覆铜板,具体规格如表1所示。

表1 软板基材规格
2.3实验参数
在进行层压实验时,层压机的压合参数如表2所示,层压机的热盘起始温度保持在140 ℃,经过钢板和三合一覆形材料将温度传递给试板。试板压合结构如图3所示。

表2 层压机压合参数

图3 层压结构示意图
3 实验结果与讨论
层压过程中,软板受力情况复杂,软板的变形主要由以下几种情况导致:
(1)软板受到钢板垂直压力的作用,使得软板在水平方向产生张应力F1,在力F1的作用下,软板尺寸发生涨的趋势;
(2)半固化片在固化反应过程中,半固化片的收缩使得软板受到压应力F2,软板尺寸发生缩的趋势;
(3)铆钉的作用:软板和硬板通过铆钉进行固定,由于硬板的刚性明显优于软板,因此,软板的变形受到铆钉的抑制作用。当软板尺寸缩小时,铆钉对软板的作用力表现为张应力F3;反之亦然,软板受到压应力F4;
(4)层压在高温下进行,因此高温过程对软板有进一步的烘烤作用,使得软板尺寸有缩的趋势,软板受到收缩应力即压应力F5;
(5)由于层压过程存在的温度梯度,软板形变还受热效应影响,表现为热胀冷缩。
以上各种作用力交织在一起,相互影响,各个力对软板形变的影响程度难于区分。为了更好的分析软板的形变过程,我们分解出以下几种情况,分别讨论软板在层压过程中的形变情况。
3.1光板FR4和软板在压合过程中的自由变形分析
由于在常规压合时,软板的变形受到硬板FR4变形的影响,硬板的形变在一定程度上将通过半固化片和铆钉传递给软板,对软板的形变起到一定的牵扯作用。因此,分析硬板在压合过程中的形变对研究软板的形变过程具有重要意义。下面分析在未添加半固化片和不铆合的情况下硬板FR4和软板的自由形变(未添加半固化片、未铆合)情况。图4是仅对光板FR4进行层压时FR4的尺寸涨缩万分比,实验样品数量为5个。在此条件下,影响光板FR4的形变因素是:张应力F1、烘烤效应及热胀冷缩。从图中可以看出,光板的尺寸无论是经向还是纬向都发生了微小的涨大,尤其是经向的涨大幅度更低至0.003%左右,纬向的涨大万分比也很小,均在0.008%附近,在该过程呈现出高尺寸稳定性。光板压合后尺寸微涨主要是由于受压机施加的垂直压力导致光板在水面方向受到张应力F1造成的。由于光板在压合前经过烤板处理,因此在此阶段的烘烤效应导致尺寸收缩的贡献小于因F1的作用导致尺寸涨大的贡献,即F1起主导作用。

图4 FR4压合自由变形下的尺寸涨缩万分
下面分析软板在压合自由变形(未添加半固化片和未铆合)时其尺寸变化情况,选用A1和A2型号软板各5块样品进行压合,软板图形选用图1(a),自由变形压合后其涨缩万分比如图5和图6所示。从图5中可以看出,A1型号软板在自由变形的情况下,压合后其尺寸均出现了缩小的趋势。从5个样品在TD和MD方向的涨缩比来看,无论是在TD方向还是在MD方向均没有出现明显起伏,说明试样的稳定性和均匀性较好。然而尺寸涨缩幅度在TD和MD方向则出现了明显的差异,TD方向涨缩万分比非常小,平均值仅为-0.0047%,而MD方向涨缩万分比则达到-0.0223%。A2型号软板压合时的自由涨缩结果(图6)和A1型号的结果非常接近,说明在该条件下压合时PI厚度25 μm的软板与PI厚度50 μm的软板在尺寸涨缩方面没有明显差异。在软板自由变形条件下压合时,和硬板一样,影响光板FR4形变的因素主要是张应力F1以及烘烤效应的收缩应力F5。从其最终尺寸收缩的结果来看,说明高温对软板的烘烤效应更加明显,因此,软板的形变由烘烤收缩起主导作用,即F5的作用对其形变贡献更大。
由此可见,光板FR4在自由变形条件下压合时在经向和纬向均表现出了良好的尺寸稳定性。而软板在自由变形条件下压合时,仅在TD方向表现出了良好的尺寸稳定性,在MD方向的涨缩则达到0.0223%。与软板相比,光板FR4较强的刚性使其在压合过程中在外力的作用下仍然具有良好的尺寸稳定性,不易变形。在添加半固化片进行压合时,由于软板和硬板的尺寸涨缩不一致,软板在压合过程中的变形将通过铆钉和半固化片的传递而受到硬板的抑制作用。下面分析压合过程中半固化片对软板和硬板的形变影响。
3.2半固化片对软板和FR4的变形影响分析
现在分析压合时添加半固化片后光板FR4和软板的变形情况,为了避免铆钉的影响,此时软板硬板依然未用铆钉铆合。图7是两块光板之间添加半固化片后光板FR4的压合涨缩万分比,从图中可以看出,半固化片的固化收缩导致FR4在经向和纬向尺寸均有所缩小;而且经向收缩幅度较大,5个样品的平均收缩万分比为-0.0163%;纬向没有明显的收缩,其纬向平均收缩万分比仅为-0.0019%,在纬向依然保持着良好的尺寸稳定性。此阶段,半固化片的固化收缩对FR4的压应力F2起主导作用。
图8是软板添加半固化片与FR4压合后软板的涨缩万分比,实验所用的软板为供应商B生产的B系列产品,软板线路图形采用图1(b)。从图中可以发现,压合后软板MD方向尺寸涨缩变化很小,虽有涨有缩,但涨缩万分比均在±0.006%以内,软板在MD方向保持了优良的尺寸稳定性;而TD方向的涨缩万分比却很大,平均涨幅达到0.006%。从已报道的研究结果来看,半固化片固化过程通常都是使与半固化片发生粘合的材料尺寸发生收缩。前面的分析表明,在未添加半固化片的情况下,软板自由变形进行压合后其尺寸在TD方向涨缩为-0.0047%,在MD方向涨缩万分比则达到-0.0223%。而添加半固化片后,居然出现了这么大的反差,究其原因,必然是半固化片的引入而导致的。邓丹[7]等认为,半固化片在受热后熔化流动过程中与板材之间没有作用力,在半固化片固化收缩时才对板材施有压应力,使其尺寸收缩。其研究结果简化了压合时半固化片的变化过程,只考虑到了半固化片在最后固化阶段的收缩效应,而忽略了固化前半固化片所处状态对与之贴合材料也存在应力的情况。半固化片在升温熔化流动时,已经呈现出了粘性,在流动过程中,对与之贴合的材料有一定程度的粘合作用,因此在半固化片完全固化之前,只要有流动,在粘力的作用下,就会对与之贴合的材料产生一定的拉应力。而本实验的软板正是受到这样的一个拉应力才发生变形使得尺寸涨大,而且从软板涨缩程度可以判定,半固化片的流动造成软板尺寸涨大的效应远远大于半固化片固化收缩时使其尺寸收缩的效应,因此软板尺寸在TD方向发生了较大的涨幅。与软板自由变形压合的涨缩结果对比,可以看出,当软板受压应力起主导作用时,其MD方向收缩幅度更大;当软板受拉应力起主导作用时,软板TD方向涨大幅度更大。另外,对比光板FR-4的形变(图7)可知,软板的形变受FR-4的抑制影响很小。根据以上的分析,在该条件下压合时,当半固化片受热开始流动时对FR-4同样也产生了拉应力。而图7的结果显示,FR-4压合后尺寸缩小,说明半固化片流动过程对FR-4的拉应力造成的FR-4拉应变小于半固化片固化收缩时对FR-4产生的压应变。考虑到FR-4具有较强的刚性及受限于半固化片固化收缩的幅度有限,因此FR4的尺寸收缩并不算大。而软板则不同,在受外力的作用下很容易发生形变,因此半固化片在流动时对软板的拉扯使其在TD方向形变显著。而在半固化片固化收缩阶段,软板、半固化片、硬板已经完全粘合在一起成为一个整体,此时软板的变形完全受硬板的牵扯作用,故而半固化片固化收缩对软板造成的收缩效应有限。

图5 A1型号软板压合自由变形下的尺寸涨缩万分
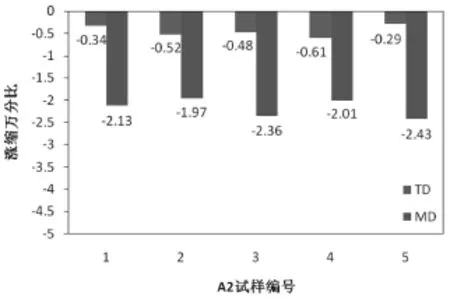
图6 A2型号软板压合自由变形下的尺寸涨缩万分比

图7 光板FR4添加半固化片压合时的尺寸涨缩万分比(未铆合)
综上所述,在研究压合过程软板的形变时需要分两阶段来分析:第一阶段为半固化片的流动过程导致的软板形变;第二阶段为半固化片固化收缩造成的软板形变。在第一阶段由于软板和硬板还没有成为一个整体,软板的变形受硬板的刚性影响很小;而在第二阶段,软板和硬板完全粘合固化为一体,因此该阶段软板的变形受制于硬板的形变。另外,以上分析还表明,软板的TD方向抗缩性更好,而MD方向抗涨性更好(图8)。

图8 软板添加半固化片压合时的尺寸涨缩万分比(未铆合)
3.3添加半固化片铆合后软板变形分析
通常,实际生产时,刚挠结合版的软板和硬板在压合时是经过铆合的,下面分析在添加半固化片和铆合的条件下刚挠结合版的软板尺寸涨缩情况。图9和图10分别是软板A1和A2型号在层压后的尺寸涨缩万分比。其中,A1和A2型号软板各选5个试样,按试样编号添加的半固化片数量依次为0、1、2、3、4张。从图中可以看出,软板的尺寸涨缩随添加半固化片数量的不同并没有呈现明显规律性变化,说明半固化片数量对其影响较小。总体上来说,软板的TD方向发生了涨大,但是涨大幅度明显小于未铆合情况下的涨大幅度,说明添加铆钉后,对软板在TD方向的尺寸涨大起到很大的抑制作用;软板在MD方向则有涨有缩,缩幅最大达到-0.0227%,涨幅最大为0.0065%。前面的分析表明,在未加铆钉铆合时,半固化片的流动使得软板TD方向形变涨大明显,是由于此阶段的软板变形受硬板刚性影响很小。而将软板和硬板铆合后,在 半固化片流动阶段,虽然半固化片还未固化,但软板和硬板已经铆合固定在一起了,此时半固化片流动造成软板的形变受到了很大的抑制作用。

图9 A1型号软板添加半固化片并铆合层压时的尺寸涨缩万分比
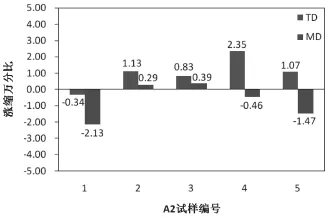
图10 A2型号软板添加半固化片并铆合层压时的尺寸涨缩万分比
4 结论
本文分析了刚挠结合板在层压过程中挠性部分形变情况,将压合过程分解成三部分以讨论各因素对挠性板的形变影响。研究结果表明:
(1)在完全自由变形状态下层压时,挠性区在TD方向保持了良好的尺寸稳定性,而MD方向则收缩幅度相对较大;
(2)在未铆合条件下层压时,半固化片流动使得挠性区尺寸在TD方向涨大明显,而MD方向则相对稳定;
(3)在半固化片流动阶段,铆钉对挠性区的形变抑制作用明显;
(4)在半固化片固化收缩阶段,挠性区的尺寸涨缩受制于刚性区的形变;
(5)在铆合的条件下层压时,半固化片数量对挠性区的尺寸变化无明显影响;
(6)挠性区的TD方向抗缩性更好,而MD方向抗涨性更好。
[1]何淼等. 刚挠结合板加工方法介绍[C]. 印制电路信息.2014秋季国际PCB技术/信息论坛, 2014/261.
[2]龚俊等. 多层板涨缩性层偏改善方法及监控方式解析[J]. 印制电路信息,2012,1.
[3]邓丹等. 多层板层压过程中的尺寸变形模拟[C].印制电路信息, 2010/Z1.
[4]张来平等. 多层线路板层偏因素及其缺陷分析[J].印制电路信息, 2013,1.
[5]徐波等. 刚挠板挠性基材压合尺寸稳定性分析与控制[C]. 印制电路信息, 2014秋季国际PCB技术/信息论坛.
[6]Bruce F.Blumentritt.聚酰亚胺薄膜的各向异性和尺寸稳定性.China Academic Journal Electronic Publishing House. 2013.
[7]邓丹等. 多层板层压过程中的尺寸收缩分析.印制电路信息[C]. 2014秋季国际PCB技术/信息论坛,2010.
朱拓,研发部研发工程师,主要从事新产品开发及制程能力改善工作。
Analysis of deformation on flexible board in lamination process
ZHU TuoKUANG Xu-pingHE MiaoQUE Yu-long
This paper introduced the diffculty of controlling the dimension stability of fexible board, and the large difference of performance between fexible and rigid board, which cause a defect of short-circuit exists in the inner layer of rigid-fex PCB in the lamination process. In this paper, the deformation of fexible board and its infuence factors were analyzed specifcally during lamination process.
Flexible Board; Deformation; Lamination
TN41
A
1009-0096(2015)09-0032-06
