P92钢焊接工艺性能试验研究
2015-09-11彭志辉
彭志辉
摘 要:作为超超临界和超临界机组主蒸汽管道用材料,P92钢具有较好的耐高温和蠕变性能。但就目前的情况看,P92钢在焊接工艺方面存在冷裂纹、热影响区软化和焊接接头脆化等现象,影响了它的应用。因此,对P92钢焊接工艺性能试验问题进行了研究,分别对P92钢焊接工艺进行了焊接裂纹试验、热影响区最高硬度试验、再热裂纹试验和焊接接头力学性能试验,从而更好地了解P92钢的焊接工艺和性能。
关键词:P92钢;焊接工艺;性能试验;冷裂纹
中图分类号:TG457.11 文献标识码:A DOI:10.15913/j.cnki.kjycx.2015.18.107
在T/P91的基础上,P92钢得到了开发。在化学成分方面,P92钢的钼元素含量得以降低,而钨、硼元素的含量得到了增加。相比于其他铬钼耐热钢,P92钢具有更好的耐高温能力,且具有较好的蠕变性能。在相同的工作温度、压力和寿命等条件下,使用P92钢能减轻锅炉系统的质量、提高管道结构的设计温度,且系统具有较高的热效率。但在焊接工艺性能方面,P92钢的应用仍存在一定的问题,需要得到进一步验证。
1 P92钢焊接工艺性能问题分析
1.1 冷裂纹问题
就实际情况看,P92钢中含有的C、S、P的数量较少,且这些元素的纯净度也较高,因此,P92钢有较好的耐高温性能。但P92钢中的合金含量占到了总量的10%以上,属于高合金钢类型。因此,P92钢本身具有一定的冷裂纹倾向,进而在焊接过程中可能出现冷裂纹。
1.2 热影响区软化问题
在焊接P92钢时,在一定的温度条件下,P92钢的热影响区的不完全正火区金属会发生部分奥氏体化,但这一温度条件下的金属沉淀强化无法得到完全溶解,进而在后续热处理过程中,未溶解的沉淀会粗化,导致该区域的材料强度降低,并形成相应的软化区。在情况持续恶化的情况下,软化区会出现裂纹,进而降低P92钢的蠕变强度。就目前的情况看,焊接规范、预热和焊后的热处理等内容都会影响焊接热影响区的软化程度。
1.3 焊接接头脆化问题
在焊缝熔池金属流动性差和焊缝温度过低的情况下,焊缝金属会出现不均匀的问题,并引发偏析现象。如果焊缝熔池温度过高,则又造成焊接接头过热区晶粒变大,进而引起脆化。在热区温度超过1 100 ℃的情况下,焊接接头晶粒长度增长较快,进而发生脆化。此外,P92钢本身具有含量较高的合金成分,因此,其遇到冷空气时易脆化。
2 P92钢焊接工艺性能试验研究
2.1 焊接裂纹试验研究
在进行焊接裂纹试验研究时,可采用国产P92钢为试验材料,并将6副试板分别在不预热、50 ℃、100 ℃、120 ℃、150 ℃和200 ℃的预热条件下焊接。而在得出产生裂纹和不产生裂纹的预热温度后,需要取两个温度的中间值试验,以获得精确的预热温度。在试板焊接48 h后进行PT检测可发现,在预热温度≤120 ℃的情况下,试板的裂纹率为100%;预热温度>150 ℃的情况下,试板表面未出现缺陷。此外,因需要防止在焊接过程中出现硬脆马氏体组织,P92钢焊接工艺的预热温度不宜高于250 ℃。
2.2 热影响区最高硬度试验研究
进行P92焊接热影响区的最高硬度试验可有效评判钢材淬颖和冷裂倾向。在试验中,需要使两副试板分别在室温和预热温度200 ℃下焊接。其中,室温焊接的试板宽度为75 mm,200 ℃下焊接的试件板宽度为150 mm。对不预热试件热影响区硬度分布情况进行观测可发现,不预热的试件热影响区硬度比母材硬度高。此外,预热试件热影响区的硬度要明显低于未预热试件热影响区的硬度,最高差值可达20HV10左右。
2.3 再热裂纹试验研究
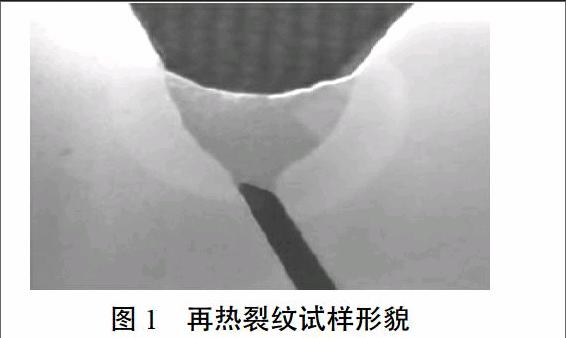
P92钢焊接接头的过热区具有不同程度的再热裂纹敏感性,想要消除应力,就要进行相应的试验研究。在试验中,可采用斜Y形坡口焊接裂纹试验方法试验。具体而言,在焊接试件通过PT检测后对经焊热处理的试件进行取样,在此基础上,从每个试件上取5个有效的截面进行再热裂纹试样形貌的宏、微观检查,如下图1所示。从试验结果看,当预热温度在710~790 ℃之间时,P92钢不会出现再热裂纹。
图1 再热裂纹试样形貌
2.4 焊接接头力学性能试验研究
在对焊接接头的力学性能进行试验研究时,可采取坡口形式的P92钢材。在试验过程中,需对试板的弯曲强度、常温拉力和冲击强度进行检验。试验发现,试板的弯心直径为48 mm,弯曲角度为180°。同时,常温试验中的试样完好,抗拉强度在645~675 MPa之间。此外,试板的冲击强度也能满足相关要求。因此,从试验结果看,在常温条件下,P92钢的力学性能可满足产品制造的要求。
3 结束语
综上所述,从P92钢焊接工艺性能的多个试验结果可看出,想要防止焊接过程中出现冷裂纹,就需要在焊接前进行200 ℃的工件预热处理。同时,对于焊接接头过热区的再热裂纹敏感性问题,需要在710~790 ℃的温度条件下进行P92钢的热处理,以免出现再热裂纹倾向。总而言之,利用实际生产中的焊接工艺焊接P92钢,焊接接头的力学性能可满足相应的生产要求。
参考文献
[1]卢长煜,徐祥久,李宜男.国产SA-335P92钢的焊接工艺性能[J].机械制造文摘(焊接分册),2011,16(01):1-5.
[2]吕宏斌,李汉清.SA335-P92钢焊接技术试验研究[J].广东电力,2012,13(25):48-51.
[3]李孝露,何山,李以善.在用检验结果对P92钢的焊接工艺优化研究[J].焊接技术,2015,13(44):48-51.
〔编辑:张思楠〕
