液力元件叶轮流道混合材质填充成型方法
2015-09-03刘博深闫清东
刘博深,魏 巍,2,闫清东,2
(1.北京理工大学机械与车辆学院,100081北京;2.车辆传动国家重点实验室(北京理工大学),100081北京)
逆向工程在快速获取液力变矩器叶轮结构与叶片形状参数等方面发挥了重要作用,多种逆向测绘方式都可以取得较高的测绘精度[1-5].赵罡等[6]采用非接触测量及硅胶法获得了液力变矩器的叶轮及其流道三维点云数据,建立了液力变矩器三维模型;肖志杰等[7]采用非接触式光学扫描仪获得离心泵叶轮的分散点云,基于CATIA软件对叶轮进行了三维实体设计;刘凯等[8]采用三维非接触式激光扫描设备,逆向得到液力减速器叶轮的点云数据并拟合出三维模型,模型与实体最大误差满足工程要求.陆忠东[9]在对叶轮采取局部剖分处理的同时,利用非接触式测绘并建立了叶轮三维模型;张万平等[10]采用三维扫描仪获得涡轮增压器的涡轮叶片与叶轮点云数据,为了确保光栅能够扫描到每个角落,对涡壳采取切割处理,分别扫描并通过公共参考点将扫描点云数据合并.在对液力变矩器进行逆向测绘中,非接触式光栅投影测量法优点是可以在不破坏被测件结构的条件下获取结构数据[11],并且快速、高效、准确,可通过多视图点云数据拼合获得液力变矩器的三维模型[12-15].但由于变矩器空间结构复杂且有遮挡,光栅投影测量法本身的测绘特点使其无法获得流道内部与叶片的完整点云数据.目前,国内主要采用硅胶法重建拓取内部流道模型,用单一材质流道填充方式,即让单一材质的软质硅胶充满整个流道,然后利用硅胶的高回弹性保证硅胶的变形在误差范围之内.但由于变矩器内部流道扭曲角度较大,硅胶模型在取出过程中受到较大的拔模力甚至无法取出,硅胶模型难以准确回弹到原始填充位置,无法控制回弹量.
本文采用混合材质流道填充成型方法,采用高硬度硅胶和超轻纸黏土两种不同材质对流道进行填充成型,拓取结构特征,其中由高硬度硅胶保证拓取叶型的准确性,超轻纸黏土则作为硅胶的支撑,再通过对叶片压力面和吸力面两侧非接触测绘,对所获取点云数据的多视角拼合得到完整的叶片与流道三维模型.
1 基于ICP算法的多视点云数据拼合
在实际测绘中,由于变矩器内复杂结构的遮挡,分别测绘得到变矩器轮壳点云与内部流道叶片数据点云,最终所求点云数据需由二者重新定位拼合而成.在不同坐标系下多视角点云拼合的主要方法为最近点迭代法即ICP算法(Iterative closed point)[16-18],在数据对齐算法中,ICP 算法是目前常用的基本方法.该方法首先从点集、曲线或曲面中找到与一点对应的最近点,再找出两个对应的点集,最后采用四元素法或矩阵奇异值分解法求得两个点云的变换矩阵.
ICP算法的基本描述为:给定两个在不同视角下测量所得并具有重叠区域的数据点集:基准点集Q={qi|qi∈R3,i=1,2,…,N},待匹配点集P={pi|pi∈R3,i=1,2,…,M},对齐求解在两个不同视角下二维数据点之间的坐标转换关系R和T,R是3×3旋转矩阵,T是3×1的平移矢量,使以下的目标函数最小:

式中:C(pi)为在{qi}中以Euclidean距离度量最靠近pi的一点,ICP算法的实质是基于最小二乘法的最优匹配方法,所有迭代过程实质上是重复进行确定最近点对应关系以及计算最优刚体变换,直到满足某个表示正确对齐的收敛准则.
ICP算法进行精配准的步骤如下:
1)读入测量点云数据,令k=0,设置旋转矩阵为单位矩阵R(0)和平移矩阵T(0).
2)通过最临近点搜索策略寻找第k次迭代的两组测量点云的对应点集.对视角p下的数据{pi|i=1,2,…,m}作计算,求R(k-1)×pi+T(k-1)在点群Q上的最近距离点p'i,k,根据

判断qi与是否为有效对应点.
3)根据获得的2个配对点集通过四元数法来求解坐标转换关系R(k)和T(k);
4)终止条件判断:
为进行PPO轨迹的参数优化与最低能耗比较,引入电机输入电能和机械能耗两个量。讨论电机输入电能时,只计算机器人驱动电机所消耗电能;在实验和仿真计算中,根据实际情况对再生能量进行处理。

ε为用户设定阈值.如果满足条件则终止,否则k=k+1,继续对全部测量点云进行旋转及平移变换,转至步骤2).
2 混合材质流道硅胶填充
逆向测绘的误差主要集中于几个方面:非接触式扫描仪的测量误差;硅胶法中硅胶变形误差;点云数据拼合误差;拟合建模中的拟合误差.其中硅胶模型的形变误差会直接影响点云数据的拼合配准的准确性,即硅胶的变形误差并非独立存在,而是以硅胶模型点云数据为载体,在测绘后的点云数据拼合配准与拟合建模中传播,影响逆向测绘的精度;因此减小硅胶法中硅胶变形导致的误差是减小逆向测绘误差的关键[19-20].
混合材质流道硅胶填充采用两种材质混合填充,以高硬度硅胶为叶片拓取成型,其主要依靠硅胶自身硬度保持形状;超轻纸黏土作为辅助的支撑材料在取出硅胶模型时塑性破坏,留出空间易于取出硅胶模型且拔出过程中硅胶模型受力小.
如图1所示,为保证所得数据的完整性,被测区域是包含同一叶片工作面与非工作面及流道被叶片分隔的内外环面的复杂区域.一次填充成型只能得到单侧部分流道的数据,对叶片的两侧分别填充以得到完整的同一叶片的点云数据.图1(a)为叶片非工作面的混合材质填充成型,得到叶片的非工作面及流道内外环面结构硅胶模型;图1(b)为叶片工作面的混合材质填充成型,得到叶片的工作面及流道内外环面结构硅胶模型.两侧分别填充,得到完整的流道数据.
为减少硅胶模型的变形量,在材料特性上要求硅胶在固化后应具有较高的硬度、较小的膨胀系数,同时其在固化前的液态应具有较好流动性,使硅胶可以充满整个需要拓型的流道空间.辅助填充材料主要用于硅胶在固化过程中的支撑,其不与硅胶发生化学反应,且在硅胶固化后易于塑性破坏,以便于拔模取出硅胶模型.
单一材质流道填充方法要求采用回弹性与抗撕拉性较好的软质硅胶,目前普遍使用903号软质硅胶,呈白色半透明状.而混合材质流道填充要求采用变形更小的硬质硅胶,其主要材料选908号有机硅导热灌封硅胶,为两种液体状态组分混合而成,固化前流动性强,固化后在同类产品中硬度较高,具有极小的收缩性.两种材料特性见表1.

表1 硅胶材料特性
辅助材料为超轻纸黏土,可塑性强,易风干,化学性质稳定且不与硅胶产生化学反应,对硅胶固化效果没有影响,其材料特性见表2.

表2 超轻纸黏土材料特性
式中:Fw为泵轮入口或涡轮出口的叶片间流道法向截面积,lm中间流线长度.其余部分用辅助材料填充,硅胶固化后利用辅助材料超轻纸黏土的塑性变形破坏将硅胶模型由泵轮入口或涡轮出口取出,得到硅胶模型.某液力变矩器泵轮叶片非工作面流道单侧填充结果如图2.

图2 某型号变矩器泵轮叶片非工作面单侧填充结果
分别采用流道单一软质硅胶填充成型和混合材质填充成型方法拓取流道结构,测绘两种硅胶模型,得到两种方法所拓取的流道结构点云数据,并与已有样件叶轮实体模型对比,将直方图步长区间微分化得到偏差统计直方图,见图3、4.图中x轴为偏差值,y轴为对应偏差值的数据点数占点云总数的百分比(点云出现对应偏差的概率).

图3 单一软质硅胶填充成型拓取流道点云与样件叶轮模型对比偏差统计直方图

图4 混合材质填充成型拓取流道点云与样件叶轮模型对比偏差统计直方图
用高斯曲线近似拟合并对比两种方法偏差分布趋势如图5所示.
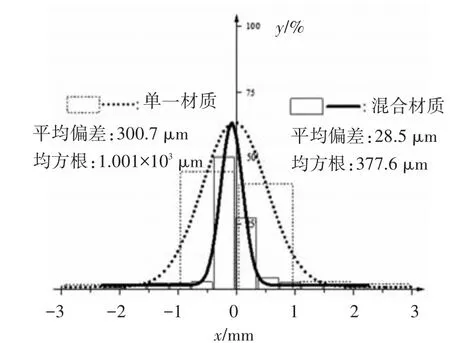
图5 两种方法拓取流道点云偏差对比
由图5可知,单一软质硅胶所拓取的流道结构点云平均偏差较大,偏差分布范围较宽,原因为软质硅胶的回弹性导致无法精确控制其外形结构且其变形受拔模过程中的拔模力和重力等影响较大.混合材质填充成型方法由于采用高硬度硅胶,其高硬度降低了硅胶回弹性和重力等对硅胶外形结构的影响,偏差分布范围窄且偏差均值更小,实现了较高精度的空间扭曲流道特征提取[21].
3 叶轮流道点云数据拟合重构
以泵轮为例,由于内环的遮挡无法在测绘叶轮时同时得到叶片与流道内部的完整数据,混合材质流道成型方法可以很好地获得叶片与流道的点云数据,再将两者拼合得到完整的流道数据.对于本文中点云数据的拼合,结合测绘实验与ICP算法收敛要求可知,初始点云位置的选择与初始两点云的点云重合度对ICP算法迭代拼合收敛的影响较大.要求硅胶模型应涵盖已有的变矩器轮壳的有限点云数据,且对变矩器轮壳作拼合简化处理,即提高单次拼合点云重合度.逐次拼合缩小两点云在同一坐标系下的距离,实现拼合成完整的叶片与流道数据.
目前,复杂曲面的散乱点云数据重构主要采用NURBS方法,该方法比传统的网格建模方式能更好地控制物体表面的曲线度.以本文中某型号变矩器叶轮重构为例,首先得到拼合后具有完整流道和叶片的点云数据,然后将点云数据转化成三角域拓扑结构并划分曲率相近的区域,用NURBS方法拟合出叶片及流道内外环面[22-28].
如图6所示,绝大部分硅胶模型点云与叶轮点云数据(包括叶片与流道的入出口位置)均可较好拼合.拟合过程如图7所示.
拟合曲面与原散乱点云数据存在拟合误差,根据与点云数据的误差分布,逐步建立与调整模型使其满足误差要求.其误差分布如图8所示.叶片表面结构包括叶片表面的拉延筋和内外环等与原点云数据的拟合误差在±30μm以内.拟合曲面后可以进一步进行叶轮重构,用于其他分析研究.

图6 硅胶点云与叶轮点云数据拼合及误差

图7 流道点云数据曲面重构拟合过程

图8 拟合流道曲面与原点云误差
4 结论
1)与已有填充单一软质硅胶成型方法相比,本文提出采用混合材质填充硅胶的方式,采用高硬度硅胶和超轻纸黏土两种不同材质对流道进行填充成型,拓取结构特征.
2)由于拓取叶轮机械流道结构的硬质硅胶具有高硬度和辅助支撑材料的塑性特性,在拔模过程中克服了叶片大扭曲角度下由于硅胶拔模受力过大,使硅胶难以准确回弹到原始填充位置的弊端.
3)对比计算表明,在对某叶片测绘时采用本文方法,能够将硅胶法的平均偏差由300.7μm减少到28.5μm,提高了空间流道特征提取的精度.
[1]闫清东,魏巍.叶栅系统曲面重构方法在液力变矩器设计中的应用[J].现代制造工程,2006(3):53-54.
[2]GAO J,FOLKES J.Investigation of a 3D non-contact measurement based blade repair integration system[J].Aircraft Engineering and Aerospace Technology,2005,77(1):34-41.
[3]CHAN V H,BRADLEY C,VICKERS G W.A multisensor approach to automating co-ordinate measuring machine-based reverse engineering[J].Computers &Industrial Engineering,2001,44(2):105-115.
[4] LI L,SCHEMENAUER N,PENG X,et al.A reverse engineering system for rapid manufacturing of complex objects[J]. Robotics and Computer-Integrated Manufacturin,2002,18(1):53-67.
[5] LI B,JIANG Z,LUO Y.Measurement of threedimensional profiles with multi-structure linear lighting[J].Robotics and Computer-Integrated Manufacturin,2003,19(6):493-499.
[6]赵罡,马文星,周平.反求工程技术在液力传动中的应用[J].液压气动与密封,2006(1):26-29.
[7]肖志杰,刘建瑞,程爱平,等.逆向工程在离心泵叶轮设计中的应用[J].农机化研究,2009(6):199-201.
[8]刘凯,鲁明,严军,等.基于逆向工程和流场分析的液力缓速器叶轮设计[J].拖拉机与农用运输车,2009,36(4):55-57.
[9]陆忠东.液力变矩器反求设计与内流场数值计算[J].机电设备,2008(4):9-12.
[10]张万平,张杰,肖国权,等.基于逆向工程的涡轮三维模型的重构[J].柴油机设计与制造,2008,124(15):21-23.
[11]ALEX A K,JOSEPH A B,JEFFREY M B.Uncertainties of an automated optical 3D geometry measurement,modeling,and analysis process for mistuned integrally bladed rotorreverse engineering[J].Journalof Engineering for Gas Turbines and Power,2013,135(10):102504-1—102504-8.
[12]MOHAGHEGH K,SADEGHI M H,ABDULLAH A.Reverse engineering of turbine blades based on design intent[J].Int J of Adv Manuf Technol,2007,32(9/10):1009-1020.
[13]YU H H,YI P C.Shifted phase calibration for a 3-D shape measurement system based on orthogonal composite grating projection[J].Optik,2011,122(19):1730-1734.
[14]ZHANGE Q C,WANG Q F,HOU Z L,et al.Three dimensional shape measurement for an underwater object based on two-dimensional grating pattern projection[J].Optics&Laser Technology,2011,43(4):801-805.
[15]LANGE A,VOIGT M,VOGELER K,et al.Impact of manufacturing variability and nonaxisymmetry ofhigh pressure compressor stage performance[J].Journal of Engineering for Gas Turbines nd Power,2012,134(3):032504.
[16]吴敏,周来水,王占东,等.测量点云数据的多视拼合技术研究[J].南京航空航天大学学报,2003,35(5):552-557.
[17]EZRA E,SHARIR M,EFRAT A.On the performance of the ICP algorithm[J].Computational Geometry,2008,41(1/2):77-93.
[18]RAVISHANKAR S,DUTT H N V,GURUMOORTHY B.Automated inspection of aircraft parts using a modified ICP algorithm[J].Int J of Adv Manuf Technol,2010,46(1/2/3/4):227-236.
[19]SONG H,FENG H Y.A Progressive point cloud simplification algorithm with preserved sharp edge data[J].Int J Adv Manuf Technol,2009,45(5/6):583-592.
[20]程效军,施贵刚,王峰,等.点云配准误差传播规律的研究[J].同济大学学报:自然科学版,2009,37(12):1668-1672.
[21]吴付岗,张庆山,姜得生,等.光纤光栅Bragg波长的高斯曲线拟合求法[J].武汉学理工大学报,2007,29(12):116-118.
[22]WANG J N,MANUEL M O.Filling holes on locally smooth surfaces reconstructed from point clouds[J].Image and Vision Computing,2007,25(1):103-113.
[23]DJORDJE B,IAIN A,MIHAILO R.Fast and accurate NURBS fitting for reverse engineering[J].Int J of Adv Manuf Technol,2011,54(5/6/7/8):691-700.
[24]慈瑞梅,李东波.逆向工程中NURBS曲面重构技术研究[J].南京理工大学学报,2004,28(4):390-394.
[25]SANSONI G,DOCCHIO F.Three-dimensional optical measurements and reverse engineering for automotive applications[J].Roboticsand Computer-Integrated Manufacturing,2004,20(5):359-367.
[26]GAO J,CHEN X,ZHENG D T,et al.Adaptive restoration of complex geometry parts through reverse engineering application[J].Advances in Engineering Software,2006,37(9):592-600.
[27]BARDEL R,BALENDRAN V,SIVAYOGANATHAN K.Accuracy analysis of 3D data collection and free-form modelling methods[J].Journal of Materials Processing Technology,2003,133(1/2):26-33.
[28]YIN Z W.Reverse engineering of a NURBS surface from digitized points subject to boundary conditions[J].Computers & Graphics,2004,28(2):207-212.
