密炼机胶料秤自动化称量及投料缩时改造
2015-09-03曲学新王兵李晓明马志国刘志明
曲学新,王兵,李晓明,马志国,刘志明
(固铂成山(山东)轮胎有限公司,山东 荣成 264300)
密炼机胶料秤自动化称量及投料缩时改造
曲学新,王兵,李晓明,马志国,刘志明
(固铂成山(山东)轮胎有限公司,山东 荣成 264300)
通过对密炼机胶料秤供胶机结构改造加上程序上改写,实现胶片称量自动化,同时改变称胶形式,减少密炼机投料时间,达到降低劳动强度,提高生产效率目的。
密炼机胶料称;称量自动化;投料时间
胶片加硫是轮胎制造一道重要工序,加硫工序起始阶段为胶片称量与密炼机投料。目前,现有的密炼机胶片称量工序自动化程度不高,操作人员劳动强度高,整个称量工序需要2名操作人员完成。另外,依靠老式称胶形式称胶时,胶片堆叠在胶料秤上的宽度大于密炼机投料口设计宽度,胶片在进入投料口时受到阻力,造成投胶时间过长,整个加硫工序时间延长,抑制设备生产效率。为此,针对本公司实际情况制作可行性报告,以供同行业参考。
1 改造前密炼机胶料秤称量及投料工序状况
1.1 称量步骤及存在问题
(1)给供胶机上胶:操作者上胶时需将两层胶高举1.8 mm搭在传送带上,胶片沉重,而且传送带易打滑,上胶极其不便,消耗体力大;
(2)启动供胶机称胶:操作者手动启动供胶机,胶片落入胶称;
(3)控制胶料秤传送带前行:操作者手动启停胶秤传送带前行,胶片堆叠在胶秤上;
(4)手持刀切胶填秤;
(5)添加小药等待投料。
整个称胶全为手动执行,劳动强度高,需要2名操作人员完成。
1.2 投料工序存在问题
老式供胶形式使得胶秤上胶片堆叠宽度为900± 50 mm,而密炼机投料门设计尺寸为860 mm,胶片在进入密炼机时容易受到投料门框阻挠,以致延长投料时间。投料门敞开时间过长,造成大量小药粉尘外泄,污染车间环境,一定程度上造成原料浪费,且影响产品质量。然而,门框对胶片较大的阻力加重胶片投入传送带之间的摩擦,增加驱动电机负荷,衰减传送带、驱动电机使用寿命(如图1)。

图1 老式供胶形式现场图片
2 改造方案说明
2.1 实现胶片自动化称量
通过改造供胶机结构,增加机械式旋转切刀,梳理称胶流程,改写上辅机程序,实现供胶机与胶料称信号连接,实现自动化。具体流程:供胶机上胶—按下自动按钮供胶机自动供胶—胶料秤传送带间歇停启—胶料接近设定重量时旋转切刀旋转切断胶—供胶机缓慢供胶同时旋转切刀启动切胶填秤—胶料达到设定重量时停止供胶、切胶—添加小药—等待投料(自动重复)。
自动化称量实现后,仅需1名操作人员进行供胶机上胶及添加小药,监控设备运行。
2.2 缩小胶片在胶料秤上堆叠宽度
如图2改变供胶机供胶方位,在胶料秤上安装胶片缩窄挡板,有效限制胶片堆叠宽度在800±50 mm范围内,小于密炼机投料口宽度,投料流畅。
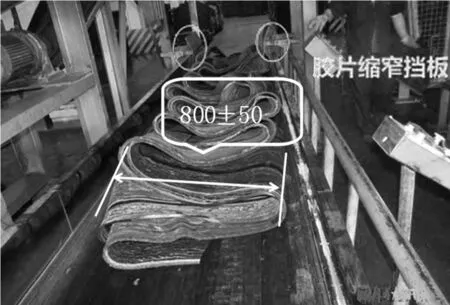
图2 安装胶片缩窄挡板现场照片
2.3 供胶机结构图
供胶机结构如图3所示。
3 效果分析
3.1 密炼机投料时间明显减少
改造前现场调研,对5种全钢常用胶料进行投料进胶时间抽样20次。进行分析:
由图4、图5分析得出:投料进胶时间的平均时间约为24.5 s,最小值17 s,最大值32.2 s,波动范围较大。进胶时间的极差太大,达到30.62。
改造后,对同样5个胶料进行投料进胶时间抽样20次。进行对比分析:
由图8 P<0.05,有足够证据表明改善后进胶时间显著减少。

图3 供胶机结构图
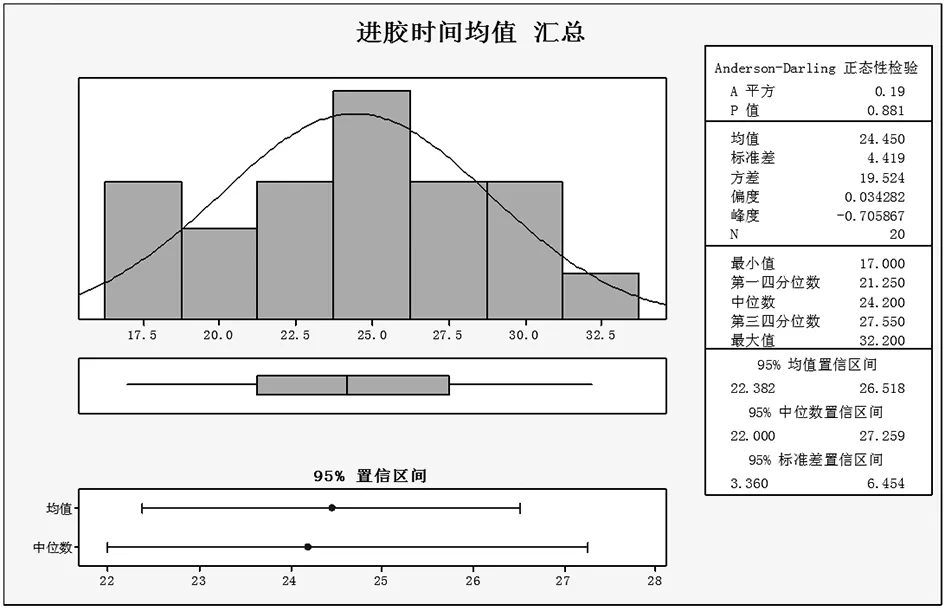
图4 投料进胶时间直方图
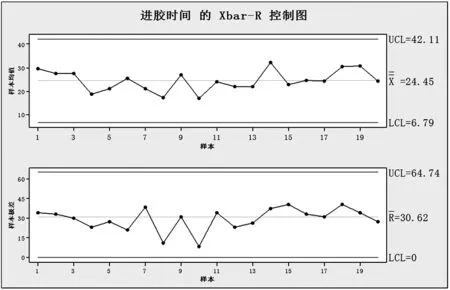
图5 投料进胶时间Xbar-R图
分析得出:改善后进胶时间平均为10.4 s,较之前的24.5 s有明显改善
3.2 减轻劳动强度,节省劳动力
实现自动化后,操作人员劳动强度得到降低,并能够腾出1名劳动力。
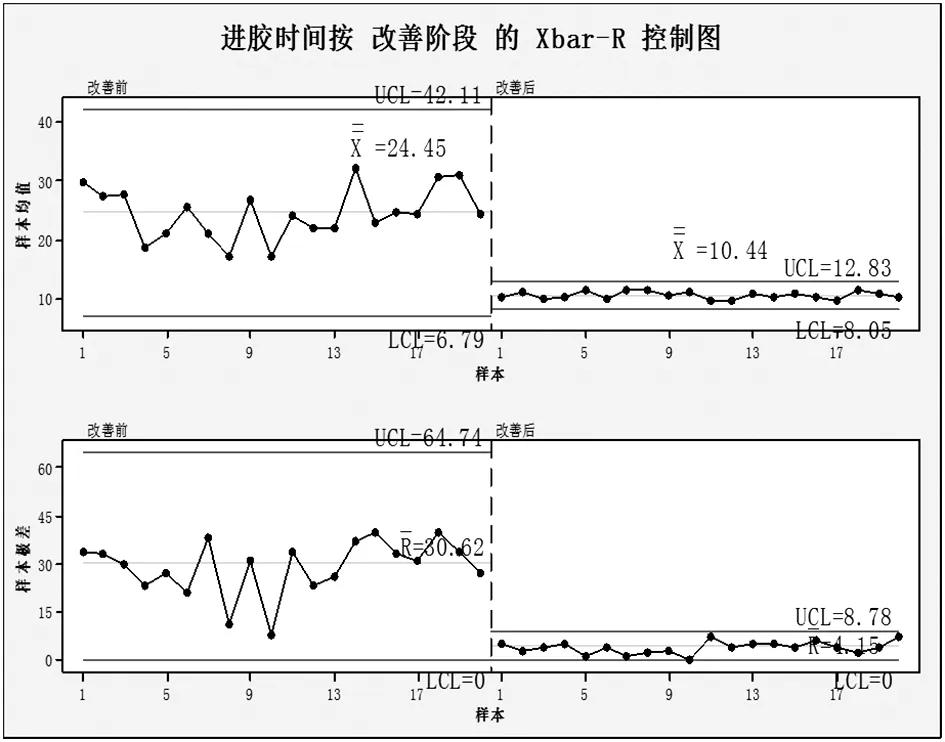
图6 对比Xbar-R控制图
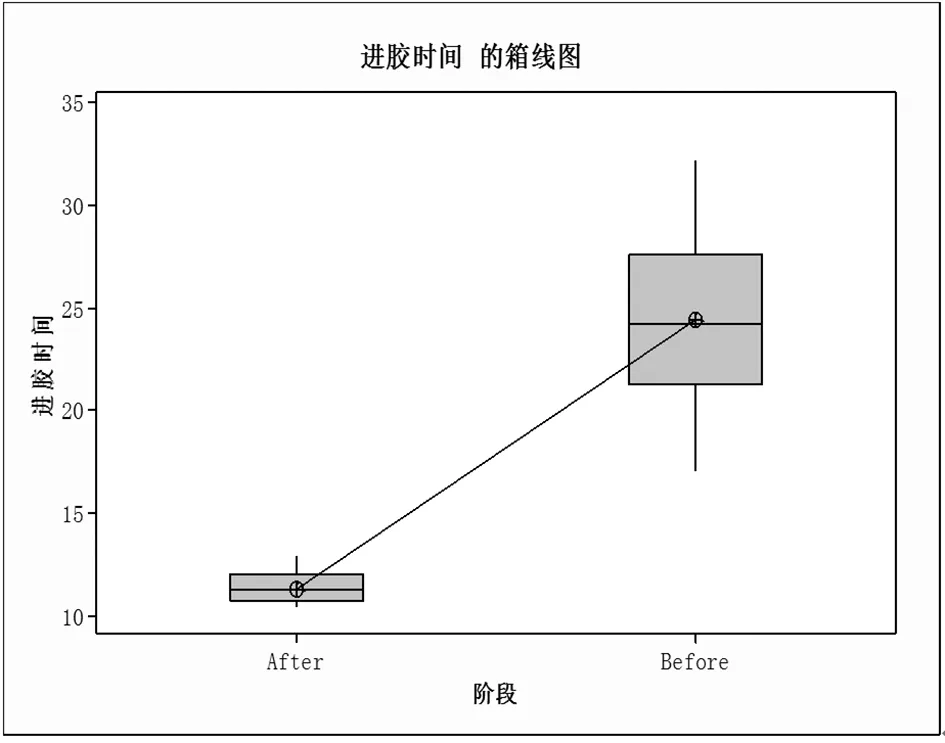
图7 投料进胶时间箱线图

图8 单因子方差分析:进胶时间与阶段
4 效益分析(以单机台计算)
4.1 计算通过减少投料时间创造效益
4.1.1 设备效率提升,产能提高
改造前:班产200车/8 h,单车用时144 s/车;
改造后:进胶时间节省14 s,改造后可达到班产220车。
单班增加产量:4 t胶(20车×200 kg(平均每车200 kg))
年增产: 2 880 t胶 (4 t×3班×240天)
4.1.2 软收益
可节约产能提高时新设备购置费35万元,年收益=(Max(效率提升-1 , 0)×月度设备折旧+设备总价值×月度贷款利率)×12个月=((144/130-1)×35万 元 /16年 /12月 +35万 元 ×0.5%)×12个 月=2.3万元。
4.2 人工开销节省
单班可节省操作人员1名,每日3班,年生产天数340天,可节省人工开销12.24万元(120元×3班×340天)。
Time-lapse upgrading of automatic weighing scales and feeding of mixer
Time-lapse upgrading of automatic weighing scales and feeding of mixer
Qu Xuexin, Wang Bing, Li Xiaoming, Ma Zhiguo, Liu Zhiming
(Cooper Chengshan (Shandong) Tyre Co., Ltd., Rongcheng 264300, Shandong, China)
In this paper, we upgrade the structure of rubber scale and feeding machine, and rewrite the program, to achieve automatic weighing of rubber sheet. While we change the weighing mode, reduce feeding time of internal mixer, to achieve lower labor intensity and higher production efficiency.
internal mixer scale; weighing automation; feeding time
TQ330.43
1009-797X(2015)15-0030-03
B
10.13520/j.cnki.rpte.2015.15.008
曲学新(1962-),男,高级工程师,毕业于青岛化工学院橡胶机械专业,2003年获得国家科技进步三等奖一项,现主要从事轮胎制造设备管理工作。
2014-09-01