液压马达在钢丝绳芯输送带移动式冷压成型车上的应用
2015-09-03张永军姜涛滕跃禹
张永军,姜涛,滕跃禹
(铁岭天实机械有限公司,辽宁 铁岭 112000)
液压马达在钢丝绳芯输送带移动式冷压成型车上的应用
Hydraulic motors used in steel cord conveyor mobile cold pressing device
张永军,姜涛,滕跃禹
(铁岭天实机械有限公司,辽宁 铁岭 112000)
驱动移动式冷压成型车运动的动力装置,一般有液压马达及电机减速机驱动两种形式。以液压马达作为成型车的动力装置,阐述了钢丝绳芯输送带移动式冷压成型车用液压马达的选型过程。给其他同类型应用选择液压马达提供了参考。
成型车;液压马达;扭矩;选型
移动式冷压成型车(以下简称成型车)是钢丝绳芯输送带生产线中的主要设备之一。在成型车上制成了待硫化的钢丝绳芯输送带带坯,而在硫化胶带的同时,成型车继续工作,为下一次硫化准备出所需要的带坯。在这个过程中,成型车的运动需要一个动力装置,那么选择何种动力装置,能够满足成型车的运动特点呢?目前,成型车的驱动方式有两种。一种是电机减速机驱动;一种是液压马达驱动。本文就液压马达作为成型车的动力装置,阐述了液压马达的选型过程,并介绍了成型车的主要部件和生产工艺流程。
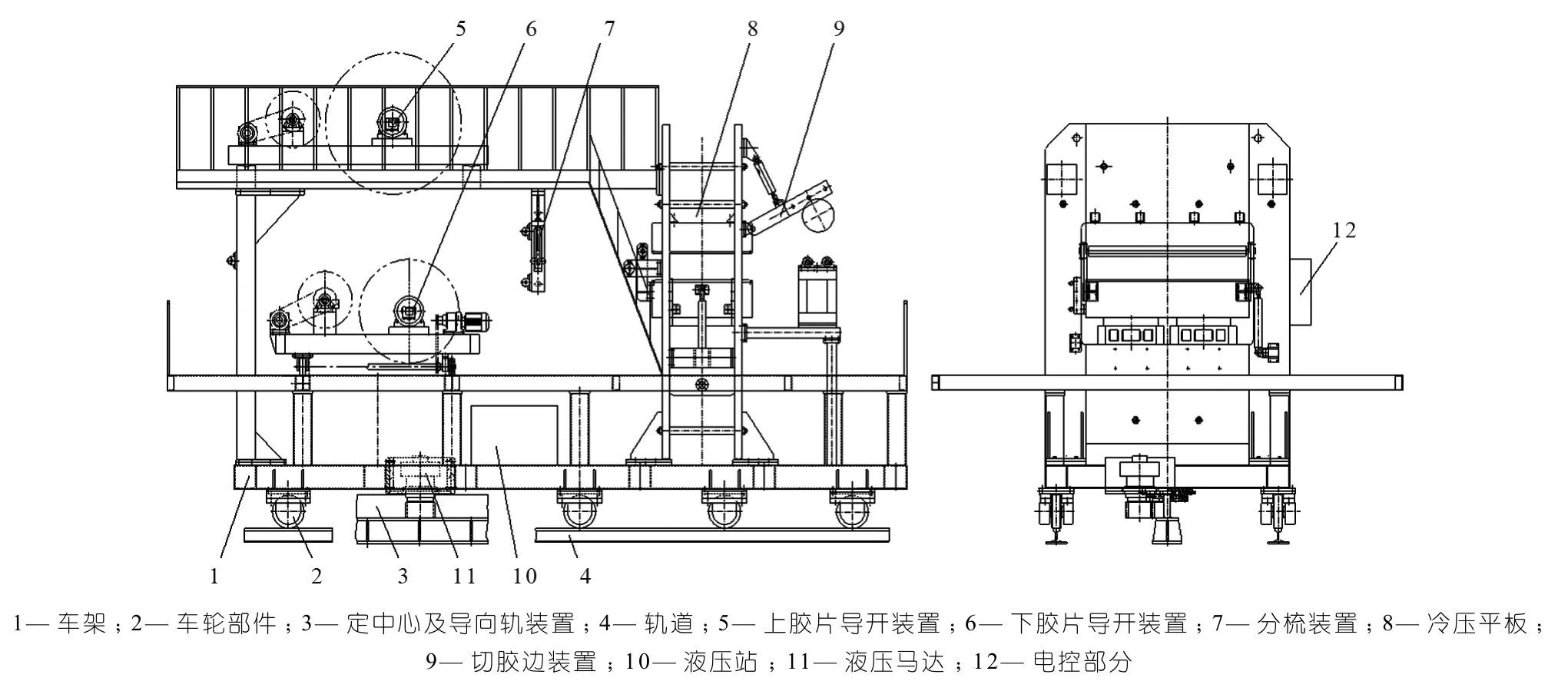
图1 成型车结构示意图
1 成型车的主要部件及生产工艺流程
成型车结构如图1所示。成型车工作时,上胶片导开装置和下胶片导开装置同时导出胶片,把穿过分梳装置和冷压平板且张紧的钢丝绳夹在中间,然后在冷压平板上,利用冷压平板的强大压力把胶片挤压到钢丝绳之间的空隙内,形成钢丝绳芯输送带带坯。带坯两侧多余的部分,用切胶边装置切除,形成符合规格尺寸的带坯。由于冷压平板的板面尺寸有限,因此,须要冷压平板多次动作才能生产出足够硫化一次的带坯。当每段带坯成型完后,成型车向待成型的胶带方向移动一段距离。而成型车的移动,就是靠液压马达所提供的动力运动的。
液压马达系统的液压原理如图2所示。工作过程如下:高压泵启动,电磁溢流阀,电磁换向阀同时得电,液压马达正向或反向充油,成型车正向或反向行走。当电磁换向阀失电时,成型车停止行走。从而实现成型车的正反向行走和随时停车的过程。高压泵启动后,如果系统压力过大,超过设定压力,电磁溢流阀溢流,起到保护液压系统和设备的作用。因此液压马达系统尤其适用于像成型车这种频繁启动的设备。
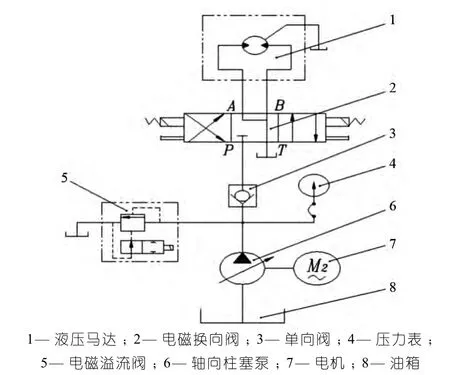
图2 液压原理图
2 驱动成型车液压马达的选择
以下用生产2 400 mm宽钢丝绳芯输送带的成型车为例,对液压马达的选型进行了理论计算。
2.1 根据驱动成型车所需力矩确定液压马达的扭矩。
驱动成型车所需力矩为T:

其中T1为成型车产生的摩擦力矩;T2为成型车启动时的惯性力矩;T3为成型车轴承等产生的微小力矩,可忽略不计。
(1)摩擦力矩T1的计算
已知成型车质量m=60 t,有8个车轮。车轮受力如图3所示。则作用在每个车轮上的压力为N:

车轮半径r=175 mm,k=0.5 mm(查表),使轮转动的力矩为M:

由上述计算可得出成型车产生的滚动摩擦力为F1:

已知液压马达轴端齿轮节圆半径为r1=144 mm。
若不计其他摩擦力矩,则成型车产生的滚动摩擦力矩即T1:


图3 车轮受力简图
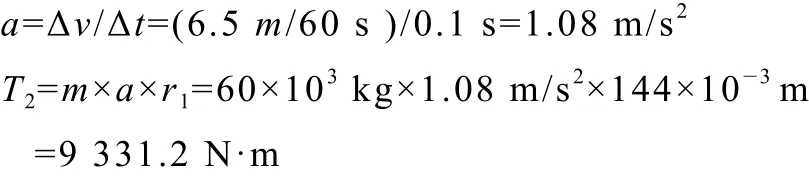
(2)惯性力矩T2的计算

其中F2为成型车启动所需要克服的惯性力,液压马达轴端齿轮节圆半径r1为144 mm,m为成型车的质量,a为成型车启动加速度。设计要求成型车的行走速度v=6.5 m/min,成型车从静止达到规定速度(6.5 m/min)的时间不超过0.1 s。按最长时间计算其加速度,即时间的变化量Δt=0.1 s。
所以驱动成型车所需的最小扭矩:

2.2 液压马达型号的选择
根据成型车的质量、额定速度等需求参数,计算出液压马达的最小额定扭矩,然后在生产液压马达的厂家及标准的液压马达型号中选择略大于所计算最小额定扭矩的型号。因为计算中忽略了轴承摩擦力等微小影响因素,并使液压马达有一定的扭矩裕度,保持高效率、高可靠性及长寿命工作。
我们选用的是宁波威格士生产的液压马达,其额定压力为16 MPa,初选额定扭矩为12 500 N·m。根据成型车的速度和马达的额定扭矩可算出马达的排量,最后选定液压马达的型号为WK4-12500。
3 结语
液压马达驱动装置是成型车的主要部件之一,选择合适的液压马达既能满足生产要求,又能有效节约制造成本。本文给出了生产2 400 mm宽钢丝绳芯输送带成型车的液压马达驱动装置选型过程,为同类应用液压马达的选择提供了参考。
TQ330.4
1009-797X(2015)15-0053-03
B
10.13520/j.cnki.rpte.2015.15.013
张永军(1968-),女,工程师,现主要从事大型平板硫化机组的设计和研发工作,已发表论文多篇。
2014-04-15