500 t电极破碎机破碎装置的设计改进
2015-09-03刘勇
刘 勇
(中国有色(沈阳)冶金机械有限公司, 辽宁 沈阳 110141)
500 t电极破碎机破碎装置的设计改进
刘 勇
(中国有色(沈阳)冶金机械有限公司, 辽宁 沈阳 110141)
根据电极破碎机实际工作情况,对导轨与上下导槽的研死现象进行了认真的分析。利用前后导轮组来代替上下导槽,从而避免了导轨与上下导槽研死现象的发生。简化了产品结构,便于维修,提高生产效率,延长设备的使用寿命。
电极破碎机; 结构改进; 前后导轮组
0 概述
破碎机是把电解铝的残余阳极碳块破碎后重新利用的一种破碎机,它利用破碎齿板与固定齿板间的相互挤压将阳极碳块破碎成小碎块,它的破碎压力最大为500 t,生产能力为5 t/h,破碎室尺寸为1 180 mm×1 100 mm×1 050 mm,破碎粒度小于100 mm。它由破碎装置、液压系统、集中润滑、电控系统、进料系统五个部分组成。它的工作过程是先将
残余的阳极碳块放入破碎室内,侧部油缸及柱塞缸前进到挤压碳块位置,柱塞缸通过高压系统对柱塞加压,通过柱塞前面冲头上的破碎齿板对碳块进行挤压破碎,机架上的活动通过推料油缸加压对碳块进行再次破碎,使小于100 mm的碎块从格筛孔落入回收区域,这样往复多次的挤压将破碎室内的残余碳块全部挤碎。破碎工作结束后柱塞由两侧的侧部油缸退回,然后再次加料循环进行。
500 t电极破碎机总装配图见图1。
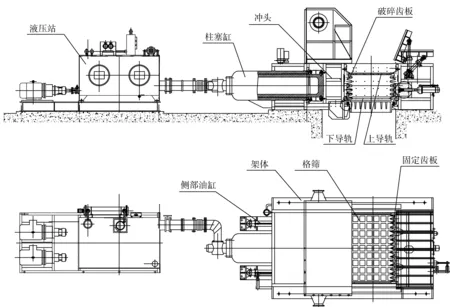
图1 500 t电极破碎机总装配图
1 破碎装置分析

图2 破碎装置示意图
破碎装置是由机架、冲头、柱塞缸、侧部油缸、导轨、破碎齿板、固定齿板、活动齿板、推料油缸、推料导向油缸、上下导槽、格筛、防尘罩等组成。机架内两侧面分别把和上、下各两条导轨及固定齿板。柱塞缸套与机架把和,柱塞与冲头连接冲头两侧面上下分别装有上下导槽与导轨接触,机架上部装有防尘罩、下部装有格筛,活动齿板镶入机架内。工作时两个侧部油缸及柱塞缸推动冲头向前运动,这时冲头两侧的上下导槽与机架上的导轨之间是面接触摩擦向前移动,由于导轨是外露的上下导槽与导轨间没有轨道刷等防尘措施,工作时现场粉尘落在导轨上导致上下导槽与导轨间研死工作被迫停止。(导槽与导轨的理论间隙为0~0.44 mm)这时就需要对导轨和上下导槽进行修正,如果磨损严重必须对导轨和上下导槽进行更换。更换时需将导轨拆下、冲头吊出,拆卸工作繁琐而且需要很长的时间,这样就会对生产造成一定的影响。通过对几个生产现场的工作情况来看,其中上下导槽与导轨研死停止工作的现象都存在。所以它是一个共性的问题必须加以整改。有的现场对上下导槽及导轨增加了轨道刷等防尘措施但效果并不明显,针对此问题的产生分析其原因主要是上下导槽与导轨间的滑动摩擦面积大,每个导槽为1 000 mm×25 mm、1 000 mm×100 mm,润滑油容易粘住防尘且不容易清除,设计没有防尘措施,最后形成导槽与导轨研死。破碎装置示意图见图2。
2 破碎装置设计改进
通过上述对破碎装置的分析,主要问题是解决上下导槽与导轨之间的研死现象。我设计的改进方法是将冲头运动时导槽与导轨的滑动摩擦,改为滚轮与导轨间的滚动摩擦。这样就可以解决导槽与导轨相互研死的问题了。
破碎装置改进具体步骤如下:
(1) 将原机架内侧面的上下两个导轨取消,改为机架内侧中间的一个导轨,将原导轨尺寸由原来的100 mm×70 mm×1 100 mm改为120 mm×90 mm×1 100 mm,如图3所示,因为从破碎装置的工作原理来看,导轨主要起导向、定位及承受局部的扭曲作用,如果只考虑导向和定位作用原导轨尺寸可以不变,原两根导轨一根还有工作时所产生的局部扭曲作用力,所以将原导轨加宽加厚,来增加导轨承载能力和抗扭曲能力。
(2) 取消冲头上的上下导槽。原设计的上下导槽如图4所示,它每根长1 m、宽25 mm,工作时接触面积大所以将它取消。
(3) 在冲头两侧中间位置前后增加两个滚轮组来代替原冲头上的上下导槽,见图5。

图3 机架与导轨

图4 原设计导轨

图5 新设计冲头
前后滚轮组示意图见图6。
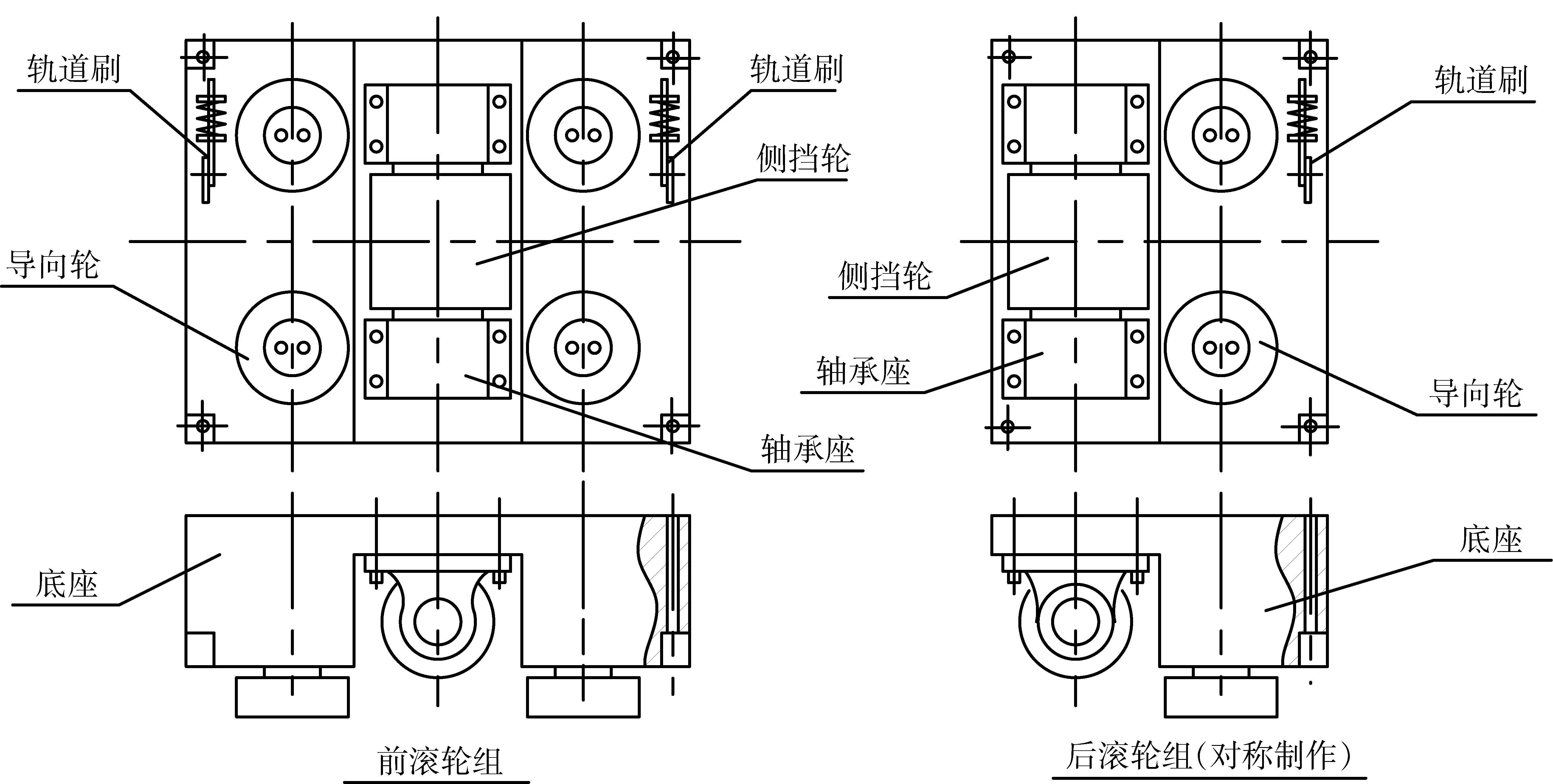
图6 前后滚轮组
由于冲头在工作时前面的受力比较大,而且同时会产生上下左右各方向上的不确定力。所以将冲头前面安装前滚轮组,它由双轮组成同时能保证冲头的正确工作位置。冲头后面安装后滚轮组,因为冲头后面工作时受力相对较小所以采用单轮组定位。根据生产现场粉尘较大的实际情况,在前后滚轮组上安装轨道刷(弹簧压紧式)用以导轨上部的粉尘。在冲头两侧中间位置开槽如图7所示。
冲头两侧中间位置的槽宽尺寸与滚轮组底座的宽度相同,一是安装时满足滚轮组与导轨之间的距离要求。二是滚轮组底座镶入冲头体内,在工作受力时对滚轮组起上下定位作用。这样在工作时滚轮组所受的径向力及把和螺栓所受的剪切力都可以被有效的控制了。

图7 冲头与导轮组
滚轮组主要部件的选用如8所示。
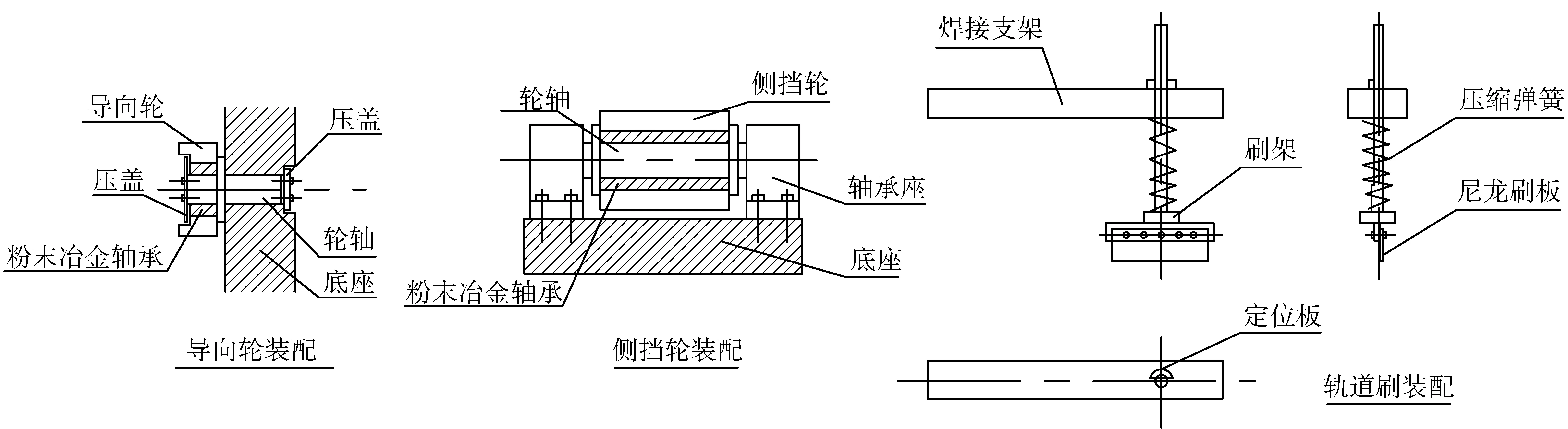
图8 滚轮组及部件
轮轴:由于工作时导向轮承受较大的径向力,所以轮轴选择45号钢调质处理,轮轴直径选择Φ80 mm。
轴承:由于冲头的工作状态属于低速重载,根据产品结构来看润滑装置不好布置,即使安装轴承和导轨的润滑,笔者认为并不理想。因为工作现场的粉尘较大,有润滑油后粉尘更容易粘在导轨上不容易清除。所以轴承选择自润滑的粉末冶金滑动轴承。轴承尺寸为Φ80 mm×Φ105 mm×60 mm。
导向轮:导向轮选择45号钢调质处理、表面淬火。尺寸为Φ105 mm×Φ140 mm×70 mm。
侧挡轮的材料选择同导向轮。尺寸为轴径Φ50 mm、挡轮为Φ60 mm×Φ80 mm×120 mm。轴承同样选择自润滑粉末冶金滑动轴承。尺寸为Φ50 mm×Φ60 mm×120 mm。
轨道刷:选择圆柱铣扁并加装压缩弹簧的方法,因为这样清除粉尘的效果会更好,刷板采用尼龙板。
3 结论
通过对破碎装置的产品结构的改进,可以改善和提高整机工作性能,从而使整机获得一个良好的工作状态;使产品结构更为简化,更便于装配和拆卸对设备维修更方便;有效避免了导轨研死现象的发生,解决了生产现场生产过程的实际问题;提高了产品的使用寿命,改善了工作条件,同时提高了生产效率;由于用滚轮组代替了上下导槽,所以降低了材料的使用成本,同时也降低了冲头等加工件的加工成本。
[1] JB/T5000.10—2007,重型机械通用技术条件装配[S].
[2] GB 50231—2009,机械设备安装工程施工及验收通用规范[S].
[3] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
Design and Improvement of the Crash Device of 500 Tons Electrode Crusher
LIU Yong
The paper analyses the problem between the guide rail and the guide slot, according to the electrode crusher actual work situation, uses front and rear guide wheel group to replace guide slot to avoid the problem, simplifies the structure, ease of maintenance, improves production efficiency and extends equipment life.
electrode crusher; structure improvement; front and rear guide wheel group
2015-01-09
刘 勇(1967-),男,辽宁沈阳人,工程师,大学专科,主要从事制铝设备的安装与调试工作。
TD451
B
1003-8884(2015)04-0054-05
