基于自动控制系统的平口钳设计*
2015-09-02李金亮淄博职业学院机电工程学院山东淄博255314
□李金亮淄博职业学院 机电工程学院 山东淄博 255314
基于自动控制系统的平口钳设计*
□李金亮
淄博职业学院 机电工程学院 山东淄博 255314
研制了一种操作便捷、安全可靠、高效的基于自动化控制的平口钳,介绍了该设备的工作原理。在满足设计要求和实际工况的条件下,通过力学分析、试验检测等方式,对整套控制系统进行了开发设计。满足自动装夹、夹紧调节功能,保证了加工精度,提高了装夹效率。
在现代装备制造业中,平口钳是每个企业不可或缺的夹具器械,其作为通用夹具,常固定在机床工作台上,用来夹持工件进行切削加工。
平口钳结构简单、工作可靠、成本低廉,是机加工中常用的夹具。其缺点是:传动速度缓慢,加工效率低下,费时费力,夹紧力大小、方向很难控制,常出现因夹紧工件力度过大而损坏工件的现象,大大降低工作效率。在批量装夹时,若被夹紧工件的尺寸大小变化大,或者夹紧放松动作十分频繁,将导致非工作时间的延长,使工作效率大大降低。目前数控加工水平越来越高,对工件的装夹精度也要求越来越高,装夹时间、夹紧力大小及方向都是直接的影响因素。传统的平口钳所产生的夹紧力是根据生产者的经验来保证的,产生废品的几率比较大。
笔者着重从提高平口钳的装夹效率、精确控制夹紧力大小及方向方面进行开发研究,以解决平口钳的传动速度慢、易损伤工件的缺陷,使平口钳的夹紧效率得以提高,夹紧力得以控制。目前,在市场中与普通机床和数控机床配套的带自动化控制系统的平口钳应用较少。
1 设计方案
在普通平口钳结构的基础上,增加动力装置、传动装置、控制电路、压力传感器等,设计利用电动机驱动、链条传动、装夹可控的新型平口钳。由电动机提供动力,通过链传动带动平口钳螺杆的转动,两轴之间用链轮传动连接,实现钳口的前后运行。平口钳可根据待装夹工件尺寸自动调节钳口的位置,夹紧工件时,当夹紧力达到设定值后,由压力传感器输出信号来控制电动机,使其停止运转。
根据平口钳夹紧所需要的力和钳口移动速度,选择功率为60 W、转速为108 r/min的两相电动机。在电动机上安装一个链轮来带动链条传动,实现整个平口钳的运动,电动机直径100 mm、长190 mm,链轮大径45 mm、齿数21。整体结构如图1所示。

图1 平口钳的整体结构
2 工作原理及性能分析
平口钳是安装在机床工作台上、装夹工件后进行切削加工的一种通用夹具。开发设计的具有自动控制系统的平口钳由普通平口钳、电动机、控制面板、压力传感器、限位开关等组成,电动机提供动力,通过链传动(如图2所示)带动钳口前后移动。
2.1 工作原理
平口钳由电动机提供动力,通过链传动带动平口钳螺杆转动,大链轮和电动机轴的连接是通过键连接,链轮和平口钳螺杆的连接也是通过键连接,通过键连接更加稳定牢固。螺杆转动带动活动钳口前后运动,夹紧工件时,当钳口远离工件时,可以按下快进按钮,使活动钳口快速靠近需要夹紧的工件,距离工件较近时,按下慢速按钮,使移动钳口慢慢夹紧工件。在活动钳口上安装压力传感装置,如图3所示,当两钳口夹紧工件的力度达到设定值时,继电器自动断电,使电动机停止运转,达到自动夹紧的目的。
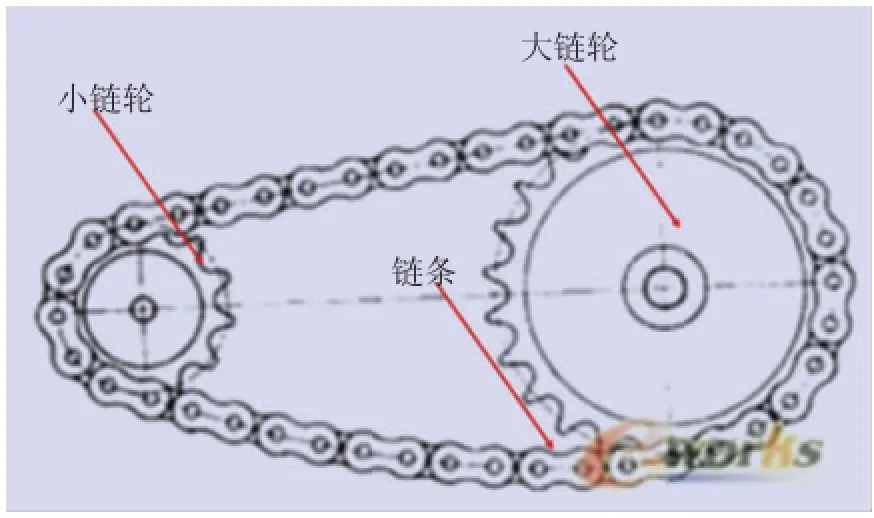
图2 链传动

1.钳口 2.压力传感器图3 压力传感器装置
2.2 性能分析
在机床上加工工件时,必须先确定工件相对于刀具的正确位置,这一过程称为定位。将工件夹紧,就是对工件施加作用力,使其在应该确定好的位置将工件可靠地夹紧,这一过程称为夹紧。从定位到夹紧的过程,称为装夹。机床夹具的主要功能就是完成工件的装夹工作,工件装夹情况的好坏,将直接影响工件的加工精度,具体功能介绍如下。
2.2.1 对工件进行精确装夹
(1)保证定位精度。该平口钳固定安装,可以准确地确定工件与机床、刀具之间的相互位置,工件的位置精度由其上的夹具定位元件保证,不受工人技术水平的影响,其定位精度高而且稳定。
(2)提高生产率,降低成本。该平口钳使工件迅速定位和夹紧,显著减少了辅助工时,用该平口钳装夹工件,提高了工件的刚性,因此可加大切削用量。2.2.2 对工件的自动夹紧
(1)通过对电路的控制,使机用平口钳实现了自动化。整个电路包括压力传感器、继电器、按钮开关、电位器、变压器等元件,该控制系统可实现电动机正反转,快/慢速进给(将要加工的工件放在钳口的支架上,按下开关,使电动机快速进给。当接近工件的时候,按下慢速进给按钮,使钳口慢慢接近工件,直到夹紧工件为止)。电路的控制面板如图4所示。
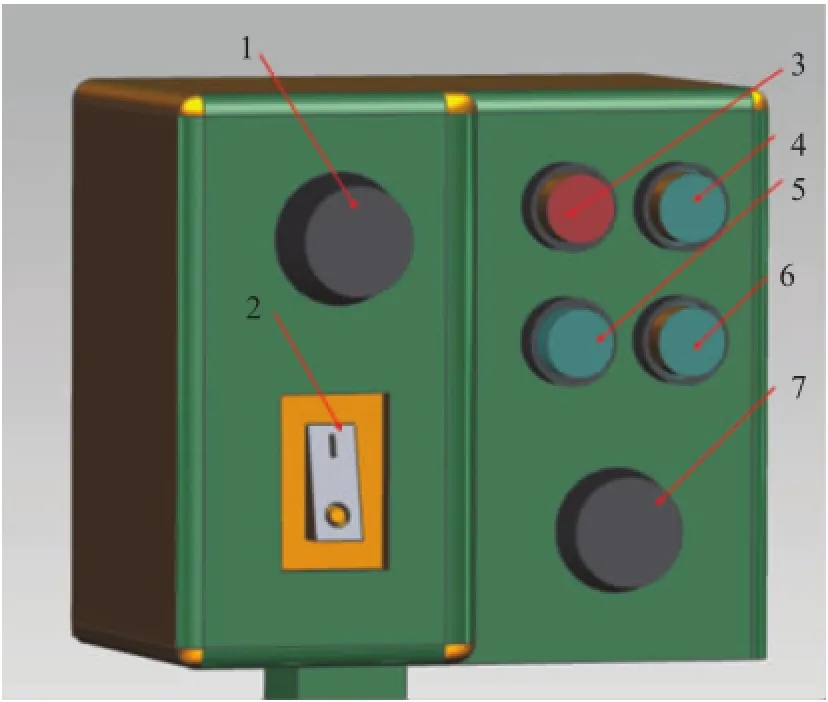
1.调速开关 2.调速器开关 3.复位/停止 4.手动/自动 5.后退6.夹紧 7.夹紧力度调节旋钮图4 电路控制面板
(2)改善工人的劳动条件。用该平口钳装夹工件,具有方便、省力、安全的优点,可减轻工人的劳动强度,保证安全生产。
2.3 理论设计计算
2.3.1 自动平口钳的运动速度和时间计算
电动机通过链条带动平口钳的螺杆转动,从而使活动钳口实现移动。当移动到一定程度时,可以通过按钮开关进行控制,也可以由压力传感器控制活动钳口的运动,钳口运动速度和时间的计算如下:
电动机转速:n=108 r/min,螺杆螺距:p=4.0 mm,行程s=150 mm。则平口钳运动的速度:
v=np (1)
v=7.2 mm/s
运动所需时间:
t=s/v (2)
t=20.83 s
2.3.2 计算链传动传动比
在图2中,小链轮的齿数z1=16;大链轮的齿数z2=21,传动比:
i=z2/z1(3)
当i=0.76时,链轮可以带动螺杆使活动钳口自由运动。
3 电路设计
(1)实现平口钳的快速夹紧和慢速夹紧,如图5所示。在手动/自动状态下,按下自动/手动按钮,实现虎钳前进/后退的功能,在活动钳口前进/后退的过程中,调节调速旋钮,可以快速或者慢速前进,主要用到变频调速系统。
(2)控制面板中各个按钮的作用,如图5所示。常按前进/后退按钮,可以实现活动钳口的移动;按下自动/手动按钮,可以达到活动钳口自动前进/后退的功能;旋转夹紧力旋钮,可以调节压力传感器对工件的夹紧力度。

图5 实物装置
(3)在平口钳固定机体上装有限位开关,控制活动钳口的前后行程,避免干涉碰撞。
4 结论
开发设计一种基于自动控制的平口钳,达到自动操作、手动操作的切换。应用继电器控制系统实现平口钳的自动化运行,并可与数控机床协同运行。通过样机制作、实验,来验证优化设计,达到开发设计目的。自动化平口钳的应用,减少了人力物力,提升了机加工效率。
[1]郑文伟,吴克坚.机械原理[M].北京:高等教育出版社,1997.
[2]高斌.巧用台虎钳钳口[J].金属加工(冷加工),2009(15):46.
[3]邹雯.台虎钳夹紧机构的改进设计[J].机械研究与应用,2009(6):60.
[4]钟俊文,俞涛.基于数控车床典型零件的工艺分析和夹具设计[J].现代制造技术与装备,2008(6):8-9.
[5]安杰,邹昱章.UG后处理技术[M].北京:清华大学出版社,2003.
We developed the flat-nose pliers with an introduction ofits operational principle.It is controlled by automation and features convenient,safe,reliable and efficient.In consideration to satisfy the design requirements and the actual working conditions and by mechanical analysis,test and detection the entire control system was developed and designed to meet the functions for automatic clamping and clamping adjustment,so that the machining accuracy could be ensured and the clamping efficiency may be improved.
平口钳;自动装夹;夹紧调节
Flat Nose Pliers;Automatic Clamping;Clamping Adjustment
TH122
A
1672-0555(2015)04-061-03
*山东省高等学校科技计划项目(编号:J14LB63)
2015年8月
李金亮(1981-),男,硕士,讲师,主要从事机构学与创新设计的研究
