汽轮机低压内缸大直径螺纹数控镗削加工技术
2015-08-28陈雪
陈雪
摘 要 论述汽轮机低压内缸大直径螺纹M82×3加工的技巧与加工中的注意事项。
关键词 汽轮机低压内缸;大直径螺纹;数控镗削加工技术
中图分类号:G712 文献标识码:B
文章编号:1671-489X(2015)14-0169-02
1 镗铣床的螺纹加工
在机械制造中加工螺纹孔的方法有很多种,对于镗铣削加工机床来说,加工螺纹的方法有很多种,比较常见的是普通攻螺纹、刚性攻螺纹和手动攻螺纹等。
普通攻螺纹 将机用丝锥装在弹簧夹头上,固定好。让主轴低速转动,手动进给或低进给量自动进给。此种方法,效率低且局限性大,现在数控机床使用很少[1]。
刚性攻螺纹 现代化的数控机床中所使用的主轴多为配有主轴编码器的普通型主轴或是使用伺服主轴,甚至是内装式电主轴,且结构更紧凑,刚性更好,同时对转速的控制更为准确。大多数国外先进数控系统都具有刚性攻螺纹能力。同时在实际加工过程中,尤其是加工大直径螺纹孔过程中,还可以使用带有一定弹性伸缩量的刚性攻螺纹专用的机用丝锥刀具。此种攻螺纹方法效率高,用途最为广泛。
手动攻螺纹 手动攻螺纹是一种使用人工进行攻螺纹的方法,通常在工厂里都由专职钳工来完成。这种加工螺纹的方法效率比较低,而且也有很大的局限性,如大直径螺纹孔的加工,已是人力所不能及的了。
从以上三种加工螺纹的方法的比较来看,不难看出当数控机床主轴状况不好,且所加工的螺纹孔直径较大,超出人力所能及的范围时,就会遇到很大的难题[2]。在大、重型数控机床,尤其是使用时间较长和改造后的旧机床,它们所使用的大都是齿轮箱传动、直流电机驱动,虽仍然装有编码器,但是由于直流电动机的品质特性和齿轮箱传动性能的限制,主轴转速很难平稳,甚至是波动很大。因此,对于这样的情况,在加工过程中大直径螺纹的加工就成为难题。
2 大直径螺纹的镗削加工
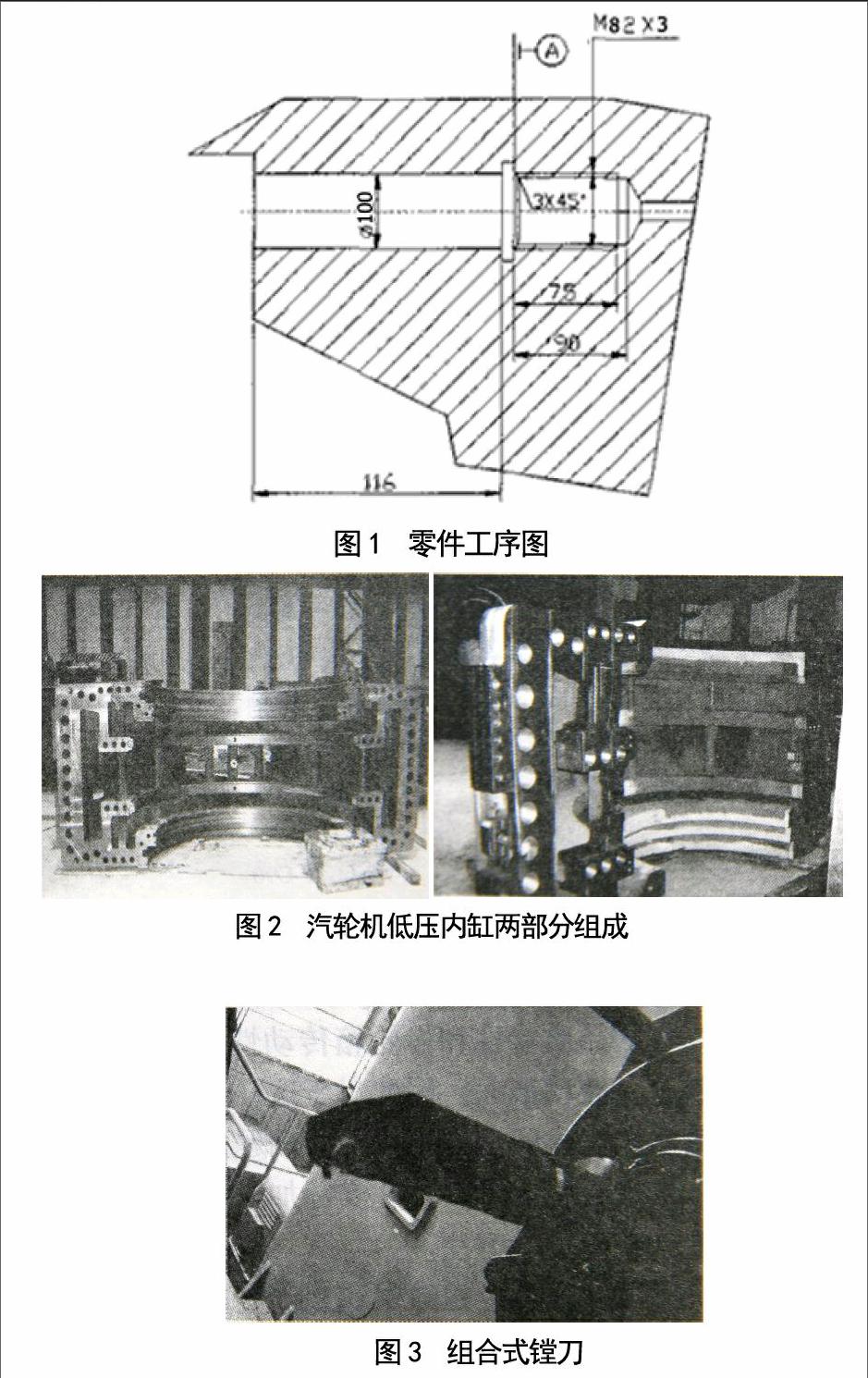
下面以汽轮机低压内缸大直径螺纹M82×3、长度75 mm来介绍大直径螺纹的镗削加工,如图1所示。由于本零件为汽轮机低压内缸的一部分,其整体为配合件,如图2所示。其各个螺纹孔的深浅不一,位置也不同,加工螺纹主要是为了把合强度和工艺要求,因此,螺纹孔的定位精度和螺纹螺距要准确,同时对螺纹的表面粗糙度也有一定的要求[3]。
工序安排 将工件安放找正完毕后,首先进行把合面的加工;按照图样给出的尺寸使用Φ80钻头进行钻孔;钻完孔后,按照图样公差要求再使用铰刀对一些特定孔进行加工;最后使用组合式镗孔刀具进行螺纹孔加工,如图3所示。
加工程序 本文主要介绍大直径螺纹的加工方法,所以前三道的加工程序省略。下面是M82×3,长度80 mm螺纹加工程序:
N10 R10=82 R11=3 R12=-127 R13=-47(R10=82为该孔在X方向直径;R11=3为螺纹螺距;R12=-127为螺纹加工起始点的Z方向的坐标;R13=-47为螺纹的终点Z方向)
N20 G17 G64 G90 T3
N30 G00 Z100
N40 M03 S590 F150
N50 Z=R12
N60 G91 G01 G41 D1 X=R10/2
N70 G91 G03 X=0 Y0 I=-(R10/2) J0 Z=R11
N80 R12=R12+R11
N90 IF R12 N100 M01 N110 G01 G40 D0 X=-R10/2 N120 G00 G90 Z100 N130 M17 加工技巧 1)本参考程序为螺纹切削程序,其仅为整个零件加工一部分,需要在钻完孔的基础上进行,故在编程时,将其作为子程序来进行调用。并且由于各个孔工件坐标都不同,为了达到通用性,程序使用的是相对编程坐标。 2)为了便于把合,本工件对螺纹的表面粗糙度有较高的要求,故加工时应减少粘刀和毛刺。不难发现,在参考程序中使用的加工路线是由内而外的。这样的加工线路尤其是在加工不通孔时可以显著减少铁削的粘连,有条件的情况下还可以使用高压空气吹洗或是用切削液进行冲洗。 加工中的注意事项 1)对于机床几何精度,尤其是重复定位精度较差的机床不适合使用本工序安排。 2)本方法耗时较长,加工螺纹效率不是太高,并且本方法需要主轴长时间高速运转,影响主轴寿命,故它主要适用于因无主轴编码器或主轴转速波动较大等原因而不具备刚性攻螺纹能力的镗铣床。同时所加工的螺纹孔较大,无法使用钳工进行手工攻螺纹。通常情况下,大、重型机床使用较多,尤其是改造后的旧机床。 3)在程序N100句中的M01为暂停指令。在一般情况下,一道加工工序完成后即可退刀。在退刀时必须取消刀补,而取消刀补的退刀路径为一斜线,对此种铣削内螺纹且使用的是组合式镗刀来说,就增加了退刀的危险性。因此,加工完成后为了避免撞刀,先暂停观察一下,然后选择按原程序退刀还是手动退刀,尤其是对大、重型数控镗铣床来说更是如此。 4)为了更好地排出铁屑,通常情况下多使用切削液进行冲洗。这样既可有良好的排屑,又可以延长刀具寿命。但对于没有油水分离设备或床身、护罩、进给齿轮箱密封不好的机床,尤其是使用静压的大、重型数控机床来说是相当危险的。它会造成静压油变质,堵塞油路,使机床陷入瘫痪。因此,大多数情况下选择使用风冷,用高压空气进行吹洗。 参考文献 [1]顾雪艳.数控加工编程操作技巧与禁忌[M].北京:机械工业出版社,2007:110-114. [2]彭家元.汽轮机气缸螺纹数控铣削加工[J].金属加工, 2010(3):29-32. [3]俸跃伟,燕凯,于洋.数控铣螺纹及其航空发动机上的应用[J].制造技术与机床,2014(8):110-117.
