基于PLC技术的数控机床故障诊断的方法研究
2015-08-28晁晓圆牛立军
晁晓圆++牛立军
摘 要 PLC是数控机床最重要的组成部分之一,基于PLC在机床本体及数控系统间的控制协调作用,依据其信号状态或梯形图等信息显示,可以准确、快速、安全地诊断出机床的大部分输入输出故障,在数控维修中具有极为重要的现实意义,值得认真探索、总结、交流及推广。
关键词 PLC;数控机床;数控铣床
中图分类号:TG659 文献标识码:B
文章编号:1671-489X(2015)14-0055-02
可编程序控制器(Programmable Logic Controller,简称PLC),是一种专为工业现场应用而设计的数字运算电子操作装置。在数控机床中,PLC的作用是实现加工过程各种开关量的逻辑控制,如工作方式的选择、主轴的启停与换向、刀具的更换、冷却液的供给等。对于数控加工的指令而言,PLC的作用是处理M、S、T指令。
1 PLC诊断数控机床故障的依据
数控机床中数控系统(CNC)与机床本体(MT)之间的绝大部分信息是经由PLC传递控制的PLC与CNC及MT之间的信号传递,包括以下四种。
1)MT侧到PLC侧。来自MT侧的开关量信号分为两类:一类是机床操作面板上的各种开关指令信号,如机床的工作方式控制、速度倍率控制、进给轴与进给方向的选择等控制,刀架、夹盘、冷却、润滑、排屑的控制等;另一类是与上述各种控制相关的到位检测信号,如位置开关、压力开关、外部报警等保护装置、主轴伺服保护监视信号和伺服系统运行准备等信号。
2)PLC侧到MT侧:主要是机床执行部件的执行信号,包括液气压、机床强电线路及冷却、润滑、排屑等辅助装置的控制及状态指示。
3)CNC侧到PLC侧:主要是M、S、T功能信息以及其他的状态信号。
4)PLC侧到CNC侧:主要是机床各坐标基准点信号,M、S、T功能的应答信号等。
由此可见,数控机床除位移坐标的自动控制由CNC直接负责外,其他各种控制都离不开PLC,在诊断机床故障时依据PLC对其各种信号的监控作用至关重要,探索、总结、归纳基于PLC技术的机床故障的判别与维修具有十分必要的现实意义。
2 PLC诊断机床故障的方法
在数控机床的CRT上,有多种与PLC相关的信息画面,如FANUC系统有“PMC维护”“PMC梯形图”和“PMC配置”三个选项的画面(FANUC系统称PLC为PMC)。根据故障报警或故障现象对其位置及产生原因进行初步的判断后,就可进一步通过这些画面进行分析查找。通过PLC查找故障方法可以归纳为以下步骤。
1)在PLC的“信号”画面或“信号跟踪”画面中观察机床正确动作时所需控制信号所对应的PLC输出信号状态是否正确。对于M、S、T指令,可以写一个检查程序,以自动或单段的方式执行该程序,在执行的过程中观察相应的PLC输出信号的状态。若正确,则说明故障出在I/O端口到执行元件的连线、控制元件或执行装置本身。逐级检查连接线、继电器、接触器或电磁阀等状态是否正常,找到并排除故障。
2)若PLC输出信号的状态不正确,观察机床正确动作时所对应输入量或系统变量,即PLC的输入量状态是否正确。如果不正确,则说明I/O端口到检测元件或指令元件的连线或元件本身故障。进一步检查接线、传感器或指令开关等是否正常,找到并排除故障。
3)若PLC的输入量状态正确,而输出不正确,则说明在控制过程中出现了额外的信号变化,如干扰信号的影响,此时可以通过梯形图画面中触点、线圈等通电状态,或PLC参数画面中数据的状态进行分析与判断,找到并排除故障。
3 运用PLC查找机床故障的实例
根据PLC的I/O状态诊断故障 机床本体作为被控对象,与其控制中心CNC之间的信息传递一般要通过PLC的输入输出接口来完成,许多故障可以通过PLC的I/0状态显示在屏幕上,这一特点为数控维修带来巨大的便利,在故障诊断时甚至不用万用表就可以判别信号的正常与否,极大地提高了维修的效率与安全性。
实例一:数控铣床加工时无冷却液供给,且无系统报警。首先检查加工程序中有M08代码,然后检查“PMC维护”选项下“信号”画面中I/O信号状态。根据厂家提供的“输入、输出信号一览表”,查到控制冷却泵的PLC输出信号是Y2.1,由“信号”画面观察其状态为1,说明PLC的输出与输入状态正常,故障应是在继电器、接触器、冷却泵或是其间的连接上。进一步检查Y2.1所驱动的继电器,发现其触点无动作,再检查该继电器线圈两端的电压为直流24 V,说明继电器的线圈烧坏,更换同型号的继电器,故障排除。
结合动作顺序诊断电气故障 数控机床中换刀等装置的工作过程是多个动作按照一定顺序自动执行完成的,当中间某个动作因故障没能实现时,后面的动作便都不能进行,反应到I/O信号状态上便是有多个信号状态不对。要找到症结的根源,就必须熟悉机械装置的动作过程,了解每一步动作的触发控制信号及到位检测信号,找到引发第一个没能正确执行的动作的原因。
实例二:立式加工中心换刀臂移至主轴刀具抓刀时,无拔刀动作。该自动换刀装置的动作过程及每一步的到位信号是:换刀臂水平移动至刀库刀具抓刀(SQ1)→换刀臂下降从刀库拔刀(SQ6)→换刀臂水平回位(SQ7)→换刀臂上升回位(SQ5)→换刀臂水平移至主轴刀具抓刀(SQ2)→主轴松刀(SQ4)→换刀臂下降从主轴拔刀(SQ6)→换刀臂旋转180°换刀→换刀臂上移插刀(SQ5)→主轴抓刀(SQ3)→换刀臂水平移回(SQ7)→刀库转动至旧刀位置→换刀臂水平移至刀库返还旧刀(SQ1)→换刀臂水平移回至原位(SQ7)。在这一过程中,每一步的到位信号SQ都是下一动作的激励条件。
分析换刀臂无拔刀动作的原因,有三种可能:一是换刀臂水平移至主轴刀具,位置传感器SQ2未输出到位信号,即无松刀信号,主轴仍处于抓刀状态;二是松刀位置传感器SQ4未输出到位信号,即无换刀臂下移拔刀信号,换刀臂不下移;三是插拔刀电磁阀有故障,得到信号后不动作。通过进一步检查,确定SQ4未输出到位信号。调整感应间隙,故障消除。
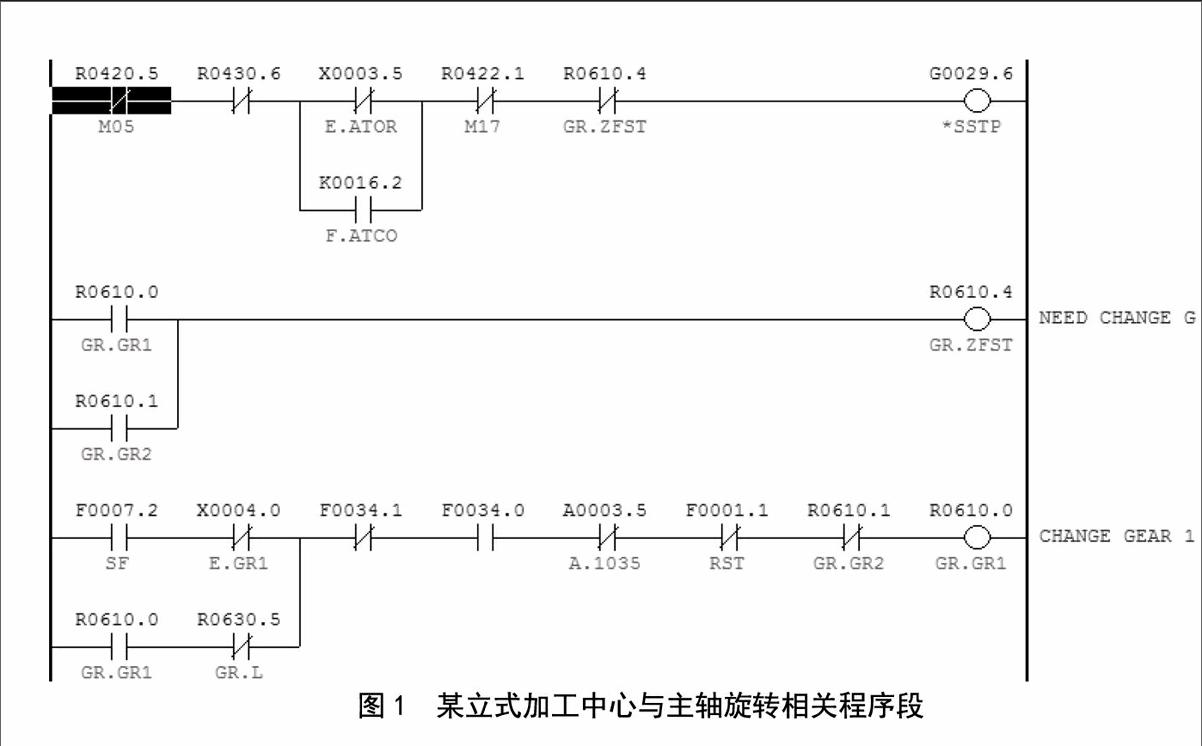
结合梯形图诊断电气故障 利用PLC梯形图诊断机床故障是一种快速而且准确的方法,与前两种方法相比,它不仅显示故障信号的状态,而且显示导致故障状态的原因。
实例三:立式加工中心主轴不转。从图1所示梯形图画面,查看主轴旋转指令G29.6程序段,发现R610.4常闭触点没有接通;再查R610.4程序段,发现R610.0常开触点没有分断;继续查R610.0程序段,发现X4.0常闭触点没有闭合,即齿轮1到位传感器没复位,调整后故障排除。
利用PLC梯形图诊断故障,要求维修人员要熟悉PLC与NC间常用信号及常用的功能指令与典型控制程序。
4 结束语
在诊断机床故障时,要了解在执行什么操作时出现了什么故障,以此初步判断故障的可能性,再利用PLC的信号状态或梯形图进一步确定故障点,排除故障。实践表明,基于PLC在数控机床中的重要作用,机床侧的大部分故障都能用PLC诊断出来,而且较其他方法更安全、准确、快捷。因此应不断探索、总结和交流,以提高数控维修的技巧和能力。
本文参考、借鉴了《FANUC Series 0i-MODEL D/FANUC Series 0i Mate-MODEL D维修说明书??????????????》《[2]FANUC Series 0i-MODEL D/FANUC Series 0i Mate-MODEL D连接说明书??????????????(功能篇)》。
