基于自动化控制的电解铜箔表面处理控制系统
2015-08-25叶敬敏
叶敬敏
(广东嘉元科技股份有限公司,广东梅州514759)
基于自动化控制的电解铜箔表面处理控制系统
叶敬敏
(广东嘉元科技股份有限公司,广东梅州514759)
对国内电解铜箔生产线中应用的电解铜箔表面处理系统的设备构成、自动化控制系统等进行了简要介绍,重点分析了具有国内领先水平的变频调速、张力控制、卷取控制等自动控制关键技术的控制原理、控制路线。
铜箔表面处理机;变频调速;张力控制;卷取控制
DOI:10.3969/j.issn.1009-9492.2015.01.024
0 前言
电解铜箔作为一种新兴的铜加工产品,在电子材料工业中的地位越来越重要。电解法生产的铜箔,由于具有高导电性、高导热性和较强的机械强度,广泛应用于印刷线路板的导电材料、锂离子电池的电极材料等领域。
1 电解铜箔表面处理设备简介
电解铜箔毛箔不能直接用于制作覆铜板(CCL)、印制电路板(PCB)和锂离子电池负极,一定要通过表面处理工序来增强和提高其抗剥离强度、热稳定性和高温防氧化性等性能(图1)。铜箔表面处理工序主要集中体现在高精度机械传动辊系、同步驱动控制策略、同步张力驱动控制系统及PLC微机控制系统[1]等方面。
电解铜箔表面处理设备主要由放卷、电解槽、水洗、烘干装置和收卷装置等几部分构成。

图1 电解铜箔表面处理工艺流程图
电解铜箔表面处理机长度约24 m,由放(收)卷驱动电机2台、各种电解槽12个、各种导辊36根和辅助电机7台等电气设备构成(图2)。本设备主要用于超薄卷状电解铜箔的处理,超薄电解铜箔具有轻、薄等特点,在处理过程中容易出现打折、压痕、串卷、断箔等质量缺陷,系统稳定性和精度要求高,所以本设备采用分段驱动方式,全数字交流伺服控制系统作为主传动装置。
2 电解铜箔表面处理机控制系统研究
超薄电解铜箔在电解铜箔表面处理机处理时,要求铜箔高速、平稳、无皱折收放卷处理。根据生产实践,电解铜箔表面处理控制系统主要集中在张力20~200 kg范围分段调节、控制精度±0.5 kg;整机运行速度0~36 m/min范围内运行平稳[2]。

图2 铜箔表面处理机结构图
整个控制系统包括供电电源系统、PLC控制系统、人机接口系统、驱动控制系统、张力检测及控制系统、处理槽电解电流检测及控制系统、烘干装置温度监测及控制系统、铜箔长度检测系统、纠偏检测及控制系统、报警监测系统等构成(图3)。电解铜箔表面处理机采用分段驱动方式,其驱动控制系统包括开卷控制系统、主机列传动控制系统、收卷控制系统等。
2.1铜箔表面处理机放卷控制系统
电解铜箔处理时,由于放卷辊上的铜箔卷径不断减小,要保持铜箔传送速度恒定,则需要调节放卷辊的转速,使其与铜箔卷径的乘积保持恒定。另外,要保证恒张力传送,也需根据实时卷径调整开卷辊的力矩。随着生产过程的进行,放卷辊的卷径从初始卷径逐渐减少到最小卷径,当铜箔放卷到趋近或达到最小卷径时,放卷控制报警监测系统发出报警信号(图4),由工作人员根据铜箔放卷实际情况做好停机换卷工作。
2.2中间传动控制系统
由于传送距离较长,铜箔传送时张力损失较大,为补偿张力损失并起到传送铜箔的作用,设备加装中间传动辊,采用伺服电机传动。伺服电机在保证传动过程中的张力恒定,在力矩模式下,张力由相应段的张力传感器检测并反馈到PLC中实现闭环,同时,通过伺服电机自带的旋转编码器实测铜箔传送速度,反馈到伺服驱动器,与放卷辊实时速度形成闭环精确控制(图5)。
2.3收卷控制系统
随着收卷端的成品铜箔卷径越来越大,需要不断调节收卷辊的转速,为保证收卷张力与放卷张力形成速度与张力双闭环正反控制模式[3],所以在收卷控制系统采用张力控制器驱动磁粉离合器带动收卷辊运转的方式。
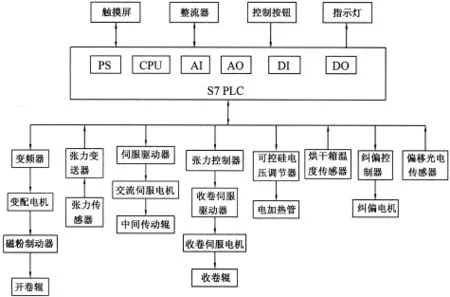
图3 铜箔表面处理机控制系统结构图
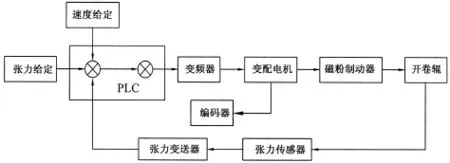
图4 铜箔表面处理机放卷控制系统
由旋转编码器采集实时收卷速度,反馈到PLC,与设定的速度经运算后输出控制变频器,形成速度的闭环控制。收卷张力由张力传感器检测,输入张力控制器中,由张力控制器输出相应的力矩控制磁粉离合器带动收卷辊收卷,形成张力的精确闭环控制(图6)。
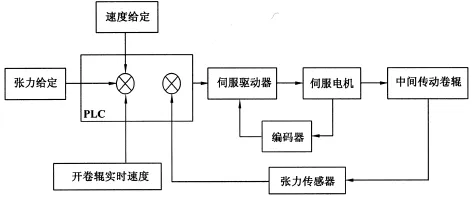
图5 铜箔表面处理机中间控制系统
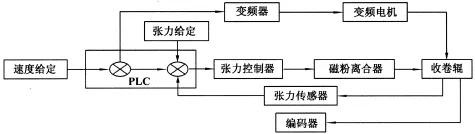
图6 铜箔表面处理机收卷控制系统
2.4烘干装置温度监测及控制系统
钝化处理后经水洗或涂布完有机涂层的超薄电解铜箔,直接进入烘干装置中进行干燥[4]。烘干装置采用分段加热,自动温度控制,进排风可根据工艺需要调整。为避免或减少铜箔在烘干装置内起皱,经实践证明,比较合理的做法是将过滤后空气进行预热,然后通过干燥箱两面风口吹向超薄铜箔的箔面,气流速率及相应冲击压力可以调节,使铜箔呈正弦曲线向前直角运动。
为实现烘干装置分段加热、自动控制,本控制系统在烘干装置内安装了多个可控硅电压调节器和温度传感器,并在烘干装置内合理布置电加热管,由反馈的实时温度值与设定值比较后输出相应的电压值,控制不同区域的可控硅电压调节器,从而调节电加热管两端电压,最终实现烘干装置温度的闭环控制(图7)。
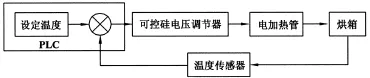
图7 铜箔表面处理机烘干装置温度监测及控制系统
2.5纠偏控制系统
铜箔长距离传送时难免会出现跑偏现象,这不利于铜箔的收卷,所以需通过纠偏控制系统保证铜箔沿设定的运行方向直线运动。
铜箔纠偏系统主要是采用光电模拟量传感器作跑偏检测元件,检测零件准确可靠,纠偏死区小,精度较高。伺服电机作执行元件,驱动行程与铜箔偏移量成严格的比例关系,工作稳定,定位精度高,反应灵敏。一旦传感器检测到偏移信号,经由纠偏控制器比较,输出一个修正值给伺服电机,伺服电机根据控制器发出的指令信号将铜箔纠正到预定的运行位置。
3 结束语
结合具体的工艺原理和技术指标,电解铜箔表面处理控制系统以变频调速理论、张力控制理论、卷取控制模型以及PID控制理论为基础,以处理动态过程和控制系统分析算法为依据,再融合了铜箔表面处理机的性能要求,构建了基于自动化控制的电解铜箔表面处理控制系统,实现了操作与显示一体化。
经实践表明,该系统由于具有可靠性高,抗干扰性能好,灵活性强,自动化程度高,操作简单,运行稳定等特点,生产出的铜箔表面光滑平整,物理化学性能良好,有效提高了产品生产一次合格率和设备运行效率等。
[1]万筱剑,李铁才,张立群.SIMOTION D435在铜箔生产线电控系统中的应用[J].国内外机电一体化,2007(S1):23-25.
[2]代灵.基于PLC和触摸屏的铜箔后处理机控制系统设计[D].武汉:武汉理工大学,2009.
[3]刘瑞霞,王永新.铜箔生产的收卷张力控制[J].电机与控制学报,2005(9):96-98.
[4]金荣涛.电解铜箔生产中国有色金属从书[M].长沙:中南大学出版社,2010.
(编辑:向飞)
Surface Treatment Control System of Electrolytic Copper Foil Based on Automation Control
YE Jing-min
(Guangdong Jiayuan Technology Co.,Ltd.,Meizhou514759,China)
In this paper,the application of domestic electrolytic copper foil production line of electrolytic copper foil surface treatment system equipment,automation control system and so on are briefly introduced,analyzing the domestic leading level of frequency control of motor speed,tension control,automatic control key technology such as coiling control control principle,control of the line.
copper foil surface processor;frequency conversion speed regulation;tension control;coiling control
TP273
B
1009-9492(2015)01-0089-03
2014-08-11
叶敬敏,男,1980年生,广东梅州人,大学本科,工程师。研究领域:科研和知识产权管理。已发表论文5篇。
