木薯粉乙醇清液发酵中糖化条件的研究
2015-08-20陈俊英刘永丽黄会杰武文竹李洪亮方书起
陈俊英 刘永丽 黄会杰 武文竹 李洪亮 方书起
摘要:在木薯粉液化工艺确定的条件下,研究木薯粉糖化性能,用糖化后的滤清液发酵乙醇。先将木薯粉完全液化,经降温、调pH值后,以水为提取液,考察糖化时间、糖化酶用量、液料比等单因素对糖化工艺的影响,并着重分析了液料比对发酵乙醇浓度的影响;由于糖含量过高会影响乙醇发酵的结果,以最终乙醇浓度为考察目标,在单因素的基础上应用响应面法对糖化工艺进行了优化。试验所得较佳条件为:液料比2.5 mL ∶1 g,糖化酶用量为200 U/g(木薯粉),糖化时间105 min;并按此条件进行了验证试验,所得结果与响应面试验结果一致,表明该模型可用于木薯糖化试验的设计与预测。
关键词:木薯;发酵;乙醇;糖化
中图分类号:TQ920.6 文献标志码: A 文章编号:1002-1302(2015)07-0272-04
目前,在石油资源紧缺、原油价格不断攀升、环境压力日益加重的情况下,燃料乙醇作为一种清洁的可再生能源应运而生[1-3]。燃料乙醇作为车用液体燃料,在交通运输方面有着太阳能、风能、水能等其他可再生能源不可替代的作用。木薯淀粉含量极高,且是非粮作物,利用木薯为原料有利于保障国家能源安全和粮食安全,比利用玉米、小麥、甘蔗等原料更经济,社会效益也较为突出[4-9]。
利用木薯粉进行乙醇发酵时,发酵液的黏度过大会对多罐连续发酵中物料的流动造成极大影响,也给醪液的搅拌、加热、冷却带来很大困难。木薯在收集时也易混入砂石、金属等杂物,容易引起机械设备运转部位的磨损,使换热器堵塞,机器发生故障,降低使用寿命。砂石进入生产线后,会在发酵罐、蒸馏塔中沉积,造成管道设备堵塞,清洗困难,引起染菌、升酸等问题[10],同时也增加了物耗、能耗,造成生产不稳定。为了解决这些问题,应尽可能地减少糖损失,本研究采用清液发酵的方式除砂并降低醪液黏度,主要对清液发酵的糖化条件进行了研究。
1 材料与方法
1.1 原料与试剂
木薯粉,河南天冠企业集团有限公司;液化酶:耐高温α-淀粉酶,酶活力为76 999 U/mL,河南天冠企业集团有限公司;糖化酶:酶活力为73 800 U/mL,河南天冠企业集团有限公司;菌种:耐高温活性干酵母(TH-AADY),湖北安琪生物集团有限公司;硫酸、氢氧化钠、碘、碘化钾、3,5-二硝基水杨酸等化学试剂均为分析纯。
1.2 试验仪器
紫外可见分光光度计(UV-2012PC),龙尼柯仪器有限公司;酒度计,河北省武强县同辉仪表厂;旋转式黏度计(NDJ-79),同济大学机电厂;精密酸度计(PHS-3C),上海大普仪器有限公司;电子天平(AL204),梅特勒-托利多仪器有限公司;智能水浴锅(HH-S6),郑州长城科工贸有限公司;循环水多用真空泵(SHZ-D),上海予英仪器有限公司。
1.3 测定方法
还原糖的测定:3,5-二硝基水杨酸(DNS)比色法[11-12],建立标准曲线为:y=3.949 7x+0.073 7(r2=0.999 4),其中x为吸光度,y为葡萄糖浓度(mg/mL)。
乙醇的测定:酒度计法[13]。
黏度测定:用NDJ-79型旋转式黏度计。
1.4 木薯原料分析
木薯中的水分含量采用105 ℃恒质量法测定;木薯中淀粉含量根据文献[13]中的方法测定。
1.5 液化醪液的制备
经前期单因素试验确定液化条件为:以液料比 2.5 mL ∶1 g 进行润料,按1 g木薯粉加入20 U的量添加液化酶,60 ℃预热10 min后在95 ℃液化,1 h后碘检;液化完成后,将液化醪液降温到60 ℃,调节pH值至4.5,供糖化试验用。
1.6 木薯糖化条件的单因素试验研究
预先将液化酶与拌料水混合,然后加入木薯粉调浆,再置于水浴锅中,升温液化;碘检显示液化结束后,搅拌降温至糖化温度,调节pH值,加入糖化酶后保温一段时间;糖化结束后抽滤,取清液加入活化酵母进行乙醇发酵,待发酵完成后检测乙醇浓度。
1.6.1 糖化时间对糖化的影响 在液化后的醪液中按1 g木薯粉添加150 U的量加入糖化酶,置于60 ℃恒温水浴锅中,考察不同糖化时间对糖化的影响。
1.6.2 糖化酶用量对糖化的影响 在液化醪液中分别加入不同量的糖化酶,其他操作条件不变,考察糖化酶量对糖化的影响。
1.6.3 液料比对糖化的影响 以不同液料比进行润料,其他操作条件不变,考察不同液料比对糖化的影响。
1.6.4 液料比对发酵的影响 以不同液料比润料,考察不同液料比对发酵(主要指乙醇浓度)的影响。
1.7 木薯糖化工艺优化
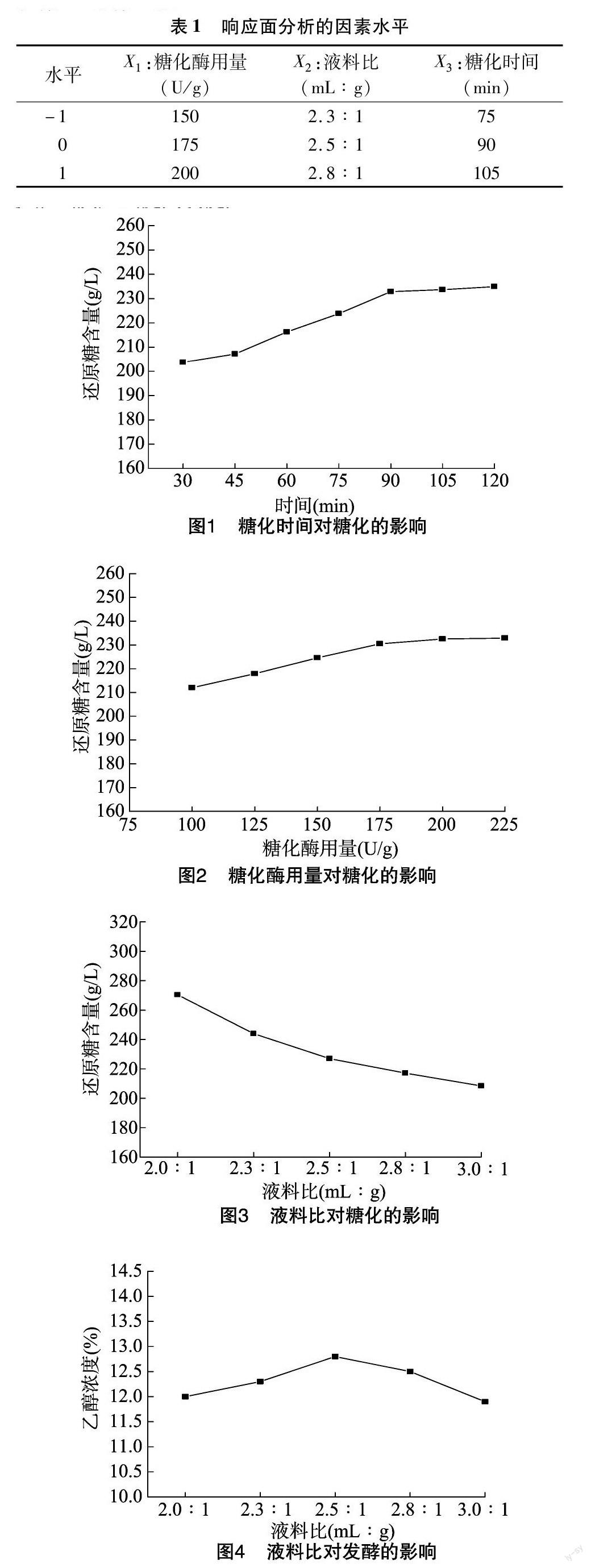
根据单因素试验结果,以不同的液料比润料,加入液化酶量为20 U/g(木薯粉),60 ℃预热10 min后在95 ℃液化,液化1 h后碘检,液化完成后将醪液降温到60 ℃,调节pH值至45,加入一定量糖化酶,在60 ℃糖化不同时间后,将糖化醪液进行抽滤,在滤液中加入活化后的酵母,放入恒温摇床中,在37 ℃下发酵72 h,发酵结束后测乙醇浓度。以糖化酶用量、糖化时间、液料比为影响因素,应用Design Expert 软件设计3因素3水平的响应面试,响应面试验因素水平见表1。
1.8 优化工艺验证试验
以优化后的糖化工艺条件进行3组平行验证试验。
1.9 液化醪液、糖化醪液、清液的黏度
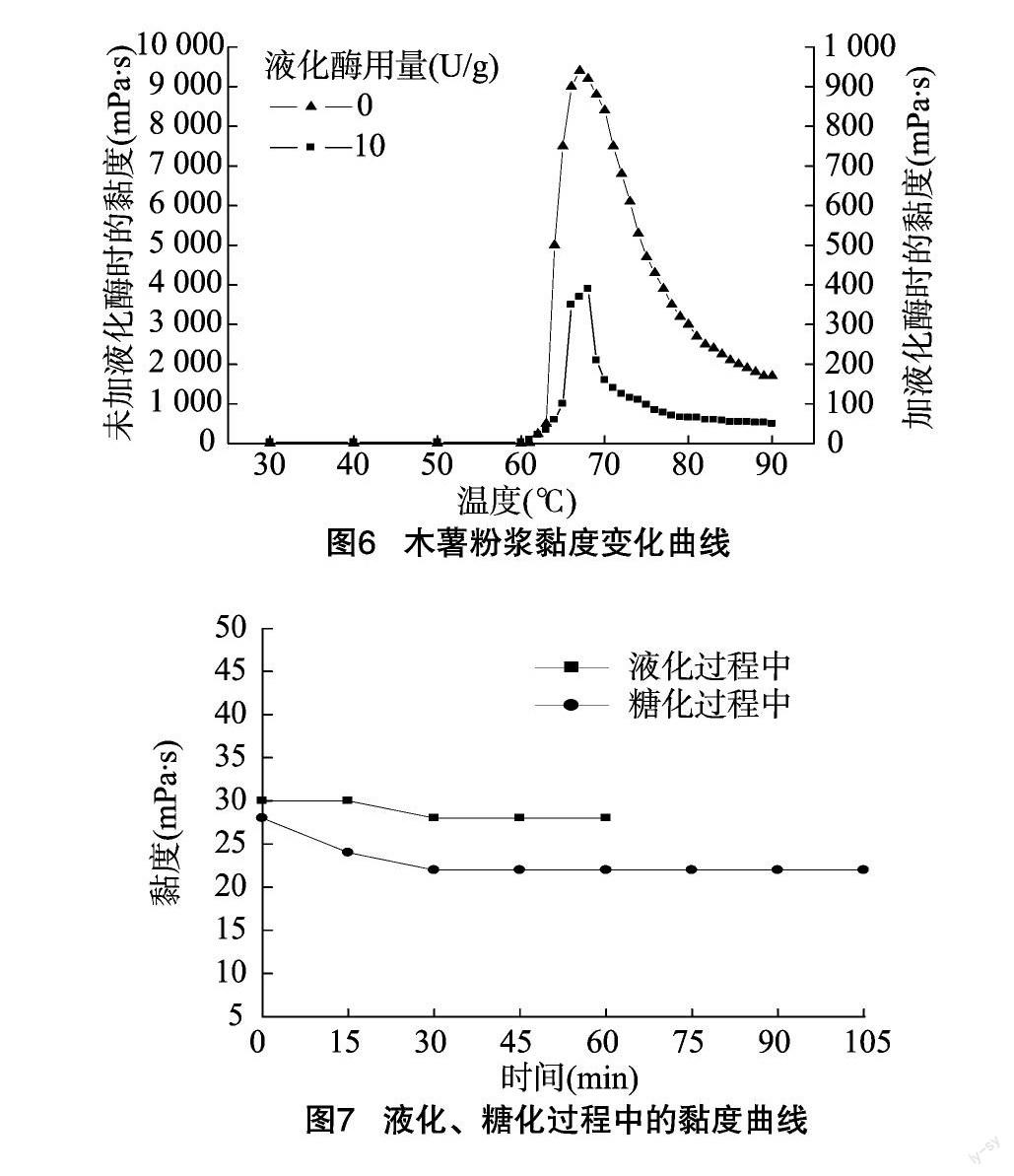
以液料比2.5 mL ∶1 g进行润料,考察加入液化酶和不加液化酶的木薯粉浆在升温过程中的黏度变化情况。
2 结果与分析
2.1 木薯原料分析
木薯粉中含有一定的水分,采用105 ℃恒质量法测定,其平均含水量为10.52%。通过对木薯中淀粉含量的测定,得到其平均淀粉含量为76.23%。
2.2 木薯的糖化條件研究
2.2.1 糖化时间对糖化的影响 由图1可知,在一定范围内,延长糖化时间可增加糖化醪液里还原糖的含量;但超过一定时间后,糖化速度越来越慢,致使还原糖含量的增量很小,反而增加了能耗,降低了设备利用率[14]。还原糖的含量在糖化时间为30~90 min内一直增加,过了90 min后还原糖含量几乎不变,可见糖化进行90 min后,糖化过程已基本完成。考虑到能耗和设备利用率,糖化过程一般进行90 min左右即可。
2.2.2 糖化酶用量对糖化的影响 从图2可以看出,在一定范围内,随着糖化酶用量的增加,清液中的还原糖含量增大。在糖化酶用量为100~175 U的范围内,还原糖含量有明显的变化趋势,增加糖化酶用量,糖化效果显著提高;当继续增加糖化酶用量时,还原糖含量变化不大,表明继续增加酶用量对糖化效果的提高意义不大。从经济性上考虑,初步选取糖化酶的添加量为175 U/g(木薯粉)。
2.2.3 液料比对糖化的影响 由图3可知,还原糖含量随着液料比的增大即水的增加而降低,且变化显著。虽然液料比2.0 mL ∶1 g时,还原糖含量最高,但过高的糖度会对发酵产生抑制,继而降低发酵产生的乙醇量[5]。为了确定合适的液料比,又研究了不同液料比对发酵的影响。
2.2.4 液料比对发酵的影响 从图4中可以看出,乙醇浓度随着液料比的增大先增加后降低。虽然还原糖含量在液料比2.0 mL ∶1 g时最高,但发酵后所得乙醇浓度却不是最高的,说明此时清液中的糖含量已对酵母的发酵产生了抑制;当液料比为2.5 mL ∶1 g时,发酵的乙醇浓度最高。综合考虑原料及经济因素,采用2.5 mL ∶1 g作为较合适的液料比。
2.3 木薯糖化工艺优化
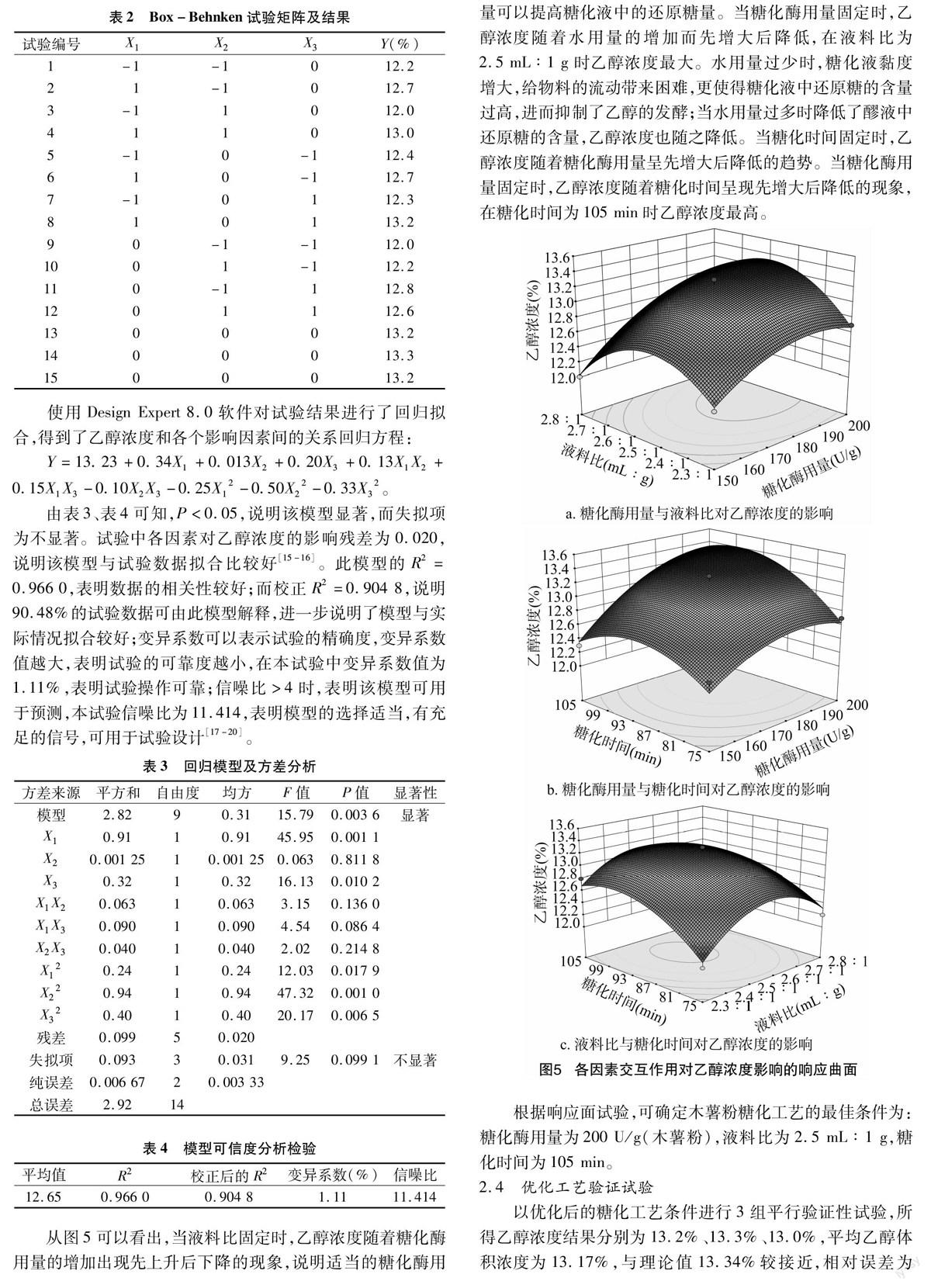
以发酵后的乙醇浓度(Y)为响应值,响应面的试验方案及结果如表2所示。
使用Design Expert 8.0软件对试验结果进行了回归拟合,得到了乙醇浓度和各个影响因素间的关系回归方程:
Y=13.23+0.34X1+0.013X2+0.20X3+0.13X1X2+015X1X3-0.10X2X3-0.25X12-0.50X22-0.33X32。
由表3、表4可知,P<0.05,说明该模型显著,而失拟项为不显著。试验中各因素对乙醇浓度的影响残差为0.020,说明该模型与试验数据拟合比较好[15-16]。此模型的R2=0.966 0,表明数据的相关性较好;而校正R2=0.904 8,说明90.48%的试验数据可由此模型解释,进一步说明了模型与实际情况拟合较好;变异系数可以表示试验的精确度,变异系数值越大,表明试验的可靠度越小,在本试验中变异系数值为1.11%,表明试验操作可靠;信噪比>4时,表明该模型可用于预测,本试验信噪比为11.414,表明模型的选择适当,有充足的信号,可用于试验设计[17-20]。
从图5可以看出,当液料比固定时,乙醇浓度随着糖化酶用量的增加出现先上升后下降的现象,说明适当的糖化酶用量可以提高糖化液中的还原糖量。当糖化酶用量固定时,乙醇浓度随着水用量的增加而先增大后降低,在液料比为 2.5 mL ∶1 g 时乙醇浓度最大。水用量过少时,糖化液黏度增大,给物料的流动带来困难,更使得糖化液中还原糖的含量过高,进而抑制了乙醇的发酵;当水用量过多时降低了醪液中还原糖的含量,乙醇浓度也随之降低。当糖化时间固定时,乙醇浓度随着糖化酶用量呈先增大后降低的趋势。当糖化酶用量固定时,乙醇浓度随着糖化时间呈现先增大后降低的现象,在糖化时间为105 min时乙醇浓度最高。
根据响应面试验,可确定木薯粉糖化工艺的最佳条件为:糖化酶用量为200 U/g(木薯粉),液料比为2.5 mL ∶1 g,糖化时间为105 min。
2.4 优化工艺验证试验
以优化后的糖化工艺条件进行3组平行验证性试验,所得乙醇浓度结果分别为13.2%、13.3%、13.0%,平均乙醇体积浓度为13.17%,与理论值13.34%较接近,相对误差为127%,表明该模型可以用于试验的设计与预测。
2.5 液化醪液、糖化醪液、清液的黏度
由图6可知,液化酶明显降低了木薯醪液的黏度。当温度低于61 ℃时,物料的黏度变化都很小;当温度继续上升,在62~67 ℃之间时黏度迅速升高,进入了吸水膨胀和糊化阶段[21],若醪液在此之前能混合均匀,就可降低糊化对液化不完全的影响。超过糊化温度后,淀粉分子随着各分子之间键的削弱而断开,黏度也开始下降[22]。
液化、糖化过程中醪液黏度的变化如图7所示,由于液化酶和糖化酶的水解作用,醪液中的黏度都很低。醪液的黏度均在液化、糖化进行30 min后维持在一定值,糖化醪液中的黏度在糖化结束即糖化进行105 min后黏度依然没变,为 22 mPa·s。由于糖化酶的作用,糖化醪液中的黏度低于液化醪液中的黏度。糖化结束后经抽滤所得清液的黏度为 2.2 mPa·s,仅为醪液黏度的10%,表明清液发酵明显降低了用于发酵的醪液黏度。
3 结论与讨论
在单因素试验的基础上,利用响应面试验优化了糖化条件,优化后的糖化条件为:糖化酶量200 U/g(木薯粉)、液料比2.5 mL ∶1 g,糖化时间105 min。3次验证试验所得乙醇体积浓度的平均值为13.17%,与理论值13.34%较接近,表明该模型可用于试验的设计与预测。
本研究还测定了液化、糖化过程中醪液及清液的黏度,结果表明使用清液发酵降低了发酵醪液的黏度,提高了物料的流动性。
参考文献:
[1]Nguyen C N,Le T M,Chu-Ky S. Pilot scale simultaneous saccharification and fermentation at very high gravity of cassava flour for ethanol production[J]. Industrial Crops and Products,2014,56:160-165.
[2]Wang K,Zhang J H,Liu P,et al. Reusing a mixture of anaerobic digestion effluent and thin stillage for cassava ethanol production[J]. Journal of Cleaner Production,2014,75:57-63.
[3]Fraioli V,Mancaruso E,Migliaccio M,et al. Ethanol effect as premixed fuel in dual-fuel CI engines:Experimental and numerical investigations[J]. Applied Energy,2014,119:394-404.
[4]陈万里,赵明星. 燃料乙醇产业发展综述[J]. 河南化工,2010,27(13):24-26.
[5]贾树彪,李盛贤,吴国峰. 新编酒精工艺学[M]. 北京:化学工业出版社,2004:1-51.
[6]Shanavas S,Padmaja G,Moorthy S N,et al. Process optimization for bioethanol production from cassava starch using novel eco-friendly enzymes[J]. Biomass and Bioenergy,2011,35(2):901-909.
[7]Kristensen S B P,Birch-Thomsen T,Rasmussen K,et al. Cassava as an energy crop:A case study of the potential for an expansion of cassava cultivation for bioethanol production in Southern Mali[J]. Renewable Energy,2014,66:381-390.
[8]楊 昆,黄季焜. 以木薯为原料的燃料乙醇发展潜力:基于农户角度的分析[J]. 中国农村经济,2009(5):14-25.
[9]郝慧英,邓立康,杜金宝. 木薯燃料乙醇生产过程能量综合利用模式探讨[J]. 粮食与食品工业,2009,16(4):30-33.
[10]赵二永. 一种自动旋流除砂装置在木薯酒精生产中的应用[J]. 轻工科技,2013(2):15-16.
[11]齐香君,苟金霞,韩戌珺,等. 3,5-二硝基水杨酸比色法测定溶液中还原糖的研究[J]. 纤维素科学与技术,2004,12(3):17-19,30.
[12]舒 馨,刘雄民,梁秋霞. 3,5-二硝基水杨酸吸光光度法测定八角残渣中总糖、还原糖含量[J]. 食品工业科技,2010,31(6):341-343.
[13]王福荣. 酿酒分析与检测[M]. 北京:化学工业出版社,2005:213-249.
[14]易 弋,蒋常德,伍时华,等. 木薯酒精浓醪发酵糖化条件的研究[J]. 广西工学院学报,2008,19(1):58-62.
[15]Shojaeimehr T,Rahimpour F,Khadivi M A,et al. A modeling study by response surface methodology(RSM) and artificial neural network(ANN) on Cu2+adsorption optimization using light expended clay aggregate(LECA)[J]. Journal of Industrial and Engineering Chemistry,2014,20(3):870-880.
[16]武秋颖,陈复生,时冬梅,等. 响应面优化超声辅助碱法提取花生壳木聚糖的工艺研究[J]. 食品工业科技,2012(2):307-310.
[17]蒋 莉,马 飞,梁国斌,等. 木质素活性炭的制备及工艺优化[J]. 新型炭材料,2011,26(5):396-400.
[18]赵鸿霞,周大勇,秦 磊,等. 响应面法优化海参卵酶解工艺[J]. 食品与机械,2010,26(5):114-117.
[19]侯学敏,李林霞,张直峰,等. 响应面法优化薄荷叶总黄酮提取工艺及抗氧化活性[J]. 食品科学,2013,34(6):124-128.
[20]刘 新,李新生,吴三桥,等. 响应面法优化橘汁糯米粉糖化醪液制备工艺[J]. 食品科学,2012,33(2):84-88.
[21]叶为标. 淀粉糊化及其检测方法[J]. 粮食与油脂,2009(1):7-10.
[22]岳国君,董红星,焦 龙,等. 酒精生产液化-糖化过程中醪液黏度的变化规律[J]. 食品与发酵工业,2009(9):10-13.