推进轮胎企业全自动轮胎生产技术的思考
2015-08-16吕柏源李霄姜庆岩
吕柏源,李霄,姜庆岩
(青岛科技大学,山东 青岛 266042)
推进轮胎企业全自动轮胎生产技术的思考
Consideration of promoting the full-automatic tyre manufacture technology for tire enterprise
吕柏源,李霄,姜庆岩
(青岛科技大学,山东 青岛 266042)
随着工业化的发展,轮胎市场的激励竞争,对轮胎生产技术的要求越来越高。工业化国家都投入到全自动轮胎生产技术的研究。本文对各国全自动轮胎生产技术的研究进行整合,提出推进全自动轮胎生产技术的建议。
全自动轮胎生产技术;企业;研究;整合
1 问题的提出
从1888年Dunlop发明充气轮胎以来,斜交胎轮胎一直支配着世界轮胎市场。但自20世纪50年代末期60年代初期推广子午线轮胎后,子午胎发展十分迅速,世界发达国家的子午化已达到90%以上,西欧各国已基本上实现100%子午化,美国、日本、韩国等国也达到90%以上。正因为如此,轮胎机械正迅速从斜交胎机械向子午胎机械转变,并兼容了轮胎设备的机械化、联动化、自动化和智能化的转变,使轮胎生产设备的水平从一个量变过程进入到一个质变过程,同样使轮胎生产水平也提升到“高质、高效、低耗、低成本”的一个新高度。
当今激烈的轮胎市场竞争,激发着轮胎生产技术的激烈竞争,出现了你追我赶的局面。轮胎生产的决策者们始终围绕着:提高和稳定轮胎质量,降低能耗,提高生产效率以及减少劳动量,进而降低成本等核心问题进行竞争。而这一系列竞争最有效的办法就是最大限度地实现全自动轮胎生产技术。因此,工业化国家在20世纪末期进行了一场秘而不宣的全自动轮胎生产技术的革命,至今这场轮胎技术革命方兴未艾。
由于我国是一个发展中的国家,在发展工业初期自然资源、环境资源以及人力资源尚处在初始状态,仿佛有用不尽的自然资源、环境资源和人力资源,但是随着工业化进程的深化和高度发展,对自然资源的匮乏、环境资源的恶化以及人力资源的紧缺的矛盾越来越明显和越来越尖锐。同样,在轮胎工业中,这些问题也是十分突出。因此,国内提出的推进企业全自动轮胎生产技术也是社会发展的必然产物和要求。
轮胎企业全自动轮胎生产技术是轮胎企业技术突破性的升级,轮胎企业技术的升级不但需要轮胎企业倾注全力;同时也需要以轮胎生产技术为载体的橡胶轮胎加工设备技术的橡胶机械行业的支持和配合,因此在研究开发、实施轮胎技术升级的同时,橡胶机械行业也将获得升级。
2 全自动轮胎生产技术在世界范围内的研究概况
2.1 工业化国家研究的全自动轮胎生产技术
在20世纪末期以来,工业化国家投入了大量人力、物力、财力,开始了一场轮胎生产技术的研究。包括米其林制造一体化的C3M技术;倍耐力集成自动化系统的MIRS技术;三海低温连续混炼的CCC技术;固特异集成加工精密成型单元的IMPACT技术;大陆积木式成型法的MMP技术;普利司通全自动连续轮胎成型系统的ACTAS技术等如表1所示。
全自动生产技术具有如下特点:以成型为中心,全面铺开自动化操作;采用低温连续混炼,撤并部件预制及停放工序。但相比之下,米其林C3M技术与倍耐力MIRS技术似乎更具有全自动轮胎生产技术的特点。因为其他几项技术主要针对制造成品时其局限一到两道工序,而C3M技术与MIRS技术几乎涉及生产全过程:从产品设计、样品试制、模型设计、原材料采购、混炼、压延挤出、成型硫化到成品入库等。
2.2 米其林的C3M技术
C3M技术有两种解释:一种是Command+ Control+Communication&Mamufacture, 即指挥+控制+通讯+制造一体化;另一种是Confection (Manufacture), Mandrin, Monofilament and Michelin,即制造,芯轴,单钢丝帘布层,米其林,这似乎是这项技术的关键词。
米其林C3M关键核心技术是全新的成型技术以及与硫化机有机一体结合的技术。从现有的一些资料归纳,C3M技术原理可以参见图1。

图1 C3M技术原理图示

表1 工业化国家研究的全自动轮胎生产技术及经济指标
C3M技术的生产工艺过程仍然需要炼胶;并由挤出机挤出基本成型部件单元的单钢丝帘布层和薄胶条;其新的成型技术直接使用单钢丝帘布层和薄胶条通过高速旋转的成型器,把单钢丝帘布层或薄胶条按程序缠贴在硬芯鼓上,该硬芯鼓为组合式结构,同时其形状、尺寸与轮胎的最终形状、尺寸相同;成型的硬芯鼓是硫化机的组成部分,成型后在硬芯鼓上的胎坯经模具加压、加热,直接进入硫化;硫化后取出轮胎。至此,一个轮胎的生产周期结束。
从以上分析,可知C3M技术有以下特点:
(1)大大地简化了工艺过程: 由于轮胎的骨架和各种轮胎部件简化成单钢丝帘布层和薄胶条,使得传统的压延工艺、复合胎面工艺、钢丝帘布带束层制造工艺、内衬层制造工艺、钢丝帘布裁断工艺,相关辅助工艺以及部件的停放工艺等得到了简化。在C3M技术中,上述的工艺仅使用挤出钢丝帘布成型工艺和挤出薄胶条工艺就可以了。
(2)极大地简化了加工设备 :由于轮胎的骨架和各种轮胎部件简化成单钢丝帘布层和薄胶条,使得传统的压延设备、复合胎面联动生产线、钢丝帘布带束层生产线、内衬层联动生产线、钢丝帘布裁断联动生产线以及相关的附属机械都得以简化。在C3M技术中,上述的加工设备仅使用简单的单钢丝帘布和薄胶条挤出联动生产线就可以了。
(3)极大地简化了成型工艺及成型设备:由于供料的品种比较单一,成型过程动作也比较单一,使得复杂的传统成型工艺变得很简单,也使得复杂的供料装置和成型主机变得简单。在C3M技术中,使用高速旋转的成型器和相配套的设备就可完成成型工艺,因此C3M技术既简化了成型工艺,也简化了成型设备。
(4)极大地提高了生产效率:由于极大的简化了工艺过程,使用简单的挤出成型工序一步就到达了轮胎成型工序,节省中间过程的大量时间,极大地提高了生产效率。
(5)极大地节省了占地面积:由于极大地简化了众多制造部件的生产设备和联动生产线,同时节省了停放部件的占地,因此极大地节省了占地面积。
(6)极大的节省了劳动量:C3M技术不但简化了工艺和加工设备,同时其整个生产过程都实现了高度的智能化和自动化,因此节省了大量的劳动量。
(7)实现了全电动化和全电气化作业:C3M技术只需要接上一根适当容量的电缆,就可以进行各种操作和加热,它不需要传统的水、汽、风等介质,实现了全电动化和全电气化作业。
全自动轮胎生产技术,在工业化国家轮胎企业的巨头们都期待有新的革命性突破,但是时至今日,尚未获得理想的结果。如:米其林的C3M技术,耗费了10多亿美元,用了10多年时间,目前只能应用在轿车胎的生产,同时亦存在这样或那样的欠缺。
轮胎是一个复杂的结构体,其包含原材料问题、原材料加工问题、轮胎结构问题和加工成型问题。如果按传统的结构和传统的加工成型方法,很难从根本上实现全自动轮胎生产技术的突破。新近在工业化国家已有人提出和在研究新概念、新结构的轮胎,这是实现全自动轮胎生产技术的一条路子。我国对全自动轮胎生产技术的研究也应开拓一条新的思路。
3 现代单机(机组)轮胎生产技术的现状
3.1 炼胶设备
虽然Banbury1916年发明了密炼机,但在我国20世纪50年代末期60年代初期才开始研制使用密炼机,在此之前清一色使用开放式炼胶机炼胶;在20世纪80年代以前,轮胎厂使用的密炼机基本上是裸机,没有上辅机,而下辅机也只是采用开炼机;到了20世纪80年代,国内轮胎厂逐渐从工业化国家引进带有上下辅机的密炼机;到目前为止轮胎厂基本上实现了炼胶的机械化、联动化和自动化。
现代密炼机有如下特点:在性能上实现了大功率、大容量和高转速;在结构上实现了不同用途的各种构型转子,它从二棱转子发展到四棱转子,新近又发展到六棱转子,而在四棱转子中又有标准型、4WH型、ST同步型和ZZ2型;在技术上实现了转子可变工作状态技术,如:同步技术、无级调速技术和可调转子间距技术,这些技术可根据密炼机的用途(如:塑炼、母炼或终炼)、胶料的软硬以及配方的差异要求,对密炼机工作转子的相对速度、绝对速度、相位以及转子间的间隙进行调整,从而获得最优的混炼效果。在辅机配套上实现了上辅机配套技术和下辅机配套技术,上辅机采用了流态化输送技术以及集散式控制原理,以生产计划、物流需求为核心,实现对解包、输送、称重、密炼全过程的智能化控制和信息化管理;在小料自动配料称重系统中,采用了振动、皮带、螺旋等多种给料方式和连续无级调速智能控制装备,实现自动称量的管理与控制一体化,确保混炼胶的质量均匀性和稳定性。密炼机的下辅机配套技术的发展经历了开炼机补充混炼压片技术到锥形单螺杆补充混炼压片技术,目前已发展到锥形双螺杆补充混炼压片技术,大大地提高了效率,提高了混炼胶质量和改善工作环境。
3.2 胎面挤出设备
胎面成型经历了压延压片成型和整体胎面挤出成型。由于轮胎外胎要求各部位有不同的功能,如胎冠要求耐磨,胎侧要求耐屈挠、耐撕裂,胎底要求良好的热传导等,如果使用一个配方来满足胎面的多种性能,这从提高产品质量和降低成本的方面考虑都是十分困难的。因此很有必要采取复合胎面生产技术。复合胎面生产技术能够根据胎面各部位的不同功能,使用不同配方,最大限度地满足胎面适应性强、质量高、成本低等综合要求。由此胎面挤出成型发展到外复合挤出成型,其采用的主机是两台热喂料挤出机,其采用的生产线是粗放型的联动生产线。在20世纪80年代,由于计算机技术、电子技术、机电设备的配套技术以及销钉冷喂料挤出技术已经成熟,工业化国家推出了内复合胎面挤出联动生产线,它具有完美的功能,包括各种复合挤出、强制收缩、激光测厚、高精度称量、冷却、贴缓冲层、高精度胎面切割、打标注、分选以及收集等,计算机对复合胎面联动生产线实现了在线检测参数、控制生产过程以及进行生产过程管理,使复合胎面联动生产线具有高度机械化、联动化、自动化和智能化。
3.3 子午线钢丝带束层生产设备
现代生产钢丝带束层主要有二种办法:一是挤出法,二是压延法。压延法比较适用于载重全钢子午线带束层的生产,挤出法比较适用于轻卡和乘用钢丝子午胎带束层的生产。不管挤出法,还是压延法生产钢丝带束层的联动生产线均包括恒张力钢丝帘线定子架,自动载断接头机、自动包边机、自动检测装置以及自动卷取装置等主要部分,使现代的子午线钢丝带束层生产设备具有机械化、联动化、自动化等功能,实现子午胎钢丝带束层的全自动化生产过程操作。
3.4 内衬层胶片生产设备
内衬层胶片是子午线轮胎,特别是无内胎轮胎的一个重要橡胶部件,它是用一种或几种胶料、一层或多层不同断面、不同厚度和宽度的原胶片组成。早期内衬层胶片使用普通压延机或挤出机来生产,然后进行贴合。近代内衬层胶片的生产已经使用辊筒机头挤出联动生产线,其可以根据需要生产等厚的薄胶片,也可以生产中间厚两边薄的胶片。联动生产线包括带辊筒机头的销钉冷喂料挤出机、带自动调矩的两辊压延机、自动定中心装置、自动切割装置、自动控制装置和自动卷取装置等。这些装置整合成有机一体,使现代内衬层胶片生产设备具有机械化、联动化和自动化功能,实现了内衬层胶片的全自动化生产过程操作。
3.5 轮胎成型设备
斜交胎成型机从蟹钳式手工包边成型机通过加装成型棒而提高了成型效率,但劳动强度相当大,成型操作被称为“打老虎”;为了解决劳动强度大的问题,在20世纪60年代开发了弹簧带正包压辊反包成型机,但这种成型机容易造成胎体打褶、起泡以及胎圈变形等缺点;为了克服上述问题,随后出现了指型正包胶囊反包的新一代成型机,这种成型机可进一步降低劳动强度和提高轮胎质量,但其只能用在斜交胎成型上。
子午胎成型设备,不论用于轻载半钢子午胎还是用于全钢载重子午胎的工艺方法,国内在20世纪90年代以前均采用两段法成型工艺,且第一段成型机是采用斜交胎的压辊包边成型机改造而成,第二段成型机采用胶囊定型,加上设计制造的缺陷,使国内的两段成型设备一直没有过关。另一方面两段成型工艺方法有先天不足,当胎体从第一段成型机卸下时装到第二段成型机时,胎体容易产生变形和钢丝圈的不同轴度,同时容易破坏胎体各部件的接头导致错位。显而易见,两段成型已不能适应精度要求越来越高的质量标准了,因此一次法成型机开始在工业化国家出现。由于全钢丝载重子午胎半成品部件较多,使用两段一次法成型机生产效率较低,为了提高生产率,近年来开始使用多鼓成型机:其中有一种四鼓成型机(两个带束层贴合鼓和两个可以互换180°位置的胎体成型鼓),将子午胎的成型工序分配在4个成型鼓上完成,以协调不同部件成型工序之间的时间,进一步减少成型周期,使成型一条轿车子午胎的时间可减少到35 s;还有另一种全钢丝载重子午胎由一个胎体成型鼓、一个带束层胎面贴合鼓和四个膨胀定型鼓(或三鼓)一次法成型机,这种四鼓成型机成型一条载重子午胎的周期约为3 min(三鼓机约为4 min)。现代的轮胎成型设备已经到了高度机械化、联动化和自动化的程度。
3.6 轮胎定型硫化机
曲柄连杆式轮胎个体硫化机是20世纪50年代曲柄连杆定型硫化机的前身。当时个体硫化机的曲柄连杆机构对轮胎的硫化过程及相关的许多操作,如:装胎、装水胎(胶囊)、定型、加压锁模、硫化、开模、拔水胎、脱模等复杂过程,显然是不能实现的。为了实现上述过程的机械化、联动化,产生了在下模中加设胶囊操纵机构及其附属装置的设想并付诸实施,发明了现在的曲柄连杆定型硫化机。这种硫化机的出现,不但使轮胎的硫化质量得到很大的提高,同时在橡胶工业首先实现了多机合一、多工序合一和自动化生产,降低了劳动强度,改善了工作环境。因此,在工业化国家迅速地推广和发展了这种硫化机。我国在20世纪80年代前也提出了以机代罐的行政要求,但是执行起来相当困难。一是结构庞大而复杂,制造困难;二是使用数量巨大、造价成本昂贵,企业难以负担这沉重的初始投资;三是使用操作、维护、保养比较困难。与此同时,由于子午线轮胎的发展,其对定型硫化机的轨迹运动精度要求相当严格。然而,曲柄连杆定型硫化机升降机构(压力机构)是由四连杆机构组成的,在各分铰接部位都有间隙,在运动中容易出现摆动,导致其运动精度满足不了子午线轮胎定型硫化的要求。有资料报导,用PH一次法成型机成型的轮胎用曲柄连杆机构定型硫化机硫化轮胎,其成品轮胎均匀性试验基本上达不到要求。
国内曲柄连杆定型硫化机的设计、制造和使用,经过了30多年的摸索和实践,尤其是20世纪80年代以后的消化、吸收和创新工作,使国产的曲柄连杆定型硫化机质量有很大的提高,其主要从两个方面着手:一是从制造上努力提高其制造加工精度,使其各连接部位间隙减小到最低限度,减小运动中摆动和子口难对中的问题,使其适应子午线轮胎的定型硫化,这一工作卓有成效,在我国的两大轮胎定型硫化机生产厂家,其生产此类硫化机的质量和技术水平已与国外先进水平接近,满足国内轮胎企业需要外,每年还有相当数量的硫化机出口到日本和美国等发达国家。二是在传统的曲柄连杆定型硫化机结构基础上进行改造,其将上横梁的运动轨迹改造成为垂直升降式,同时将上横梁与底座之间在二次定型高度以上位置采用三点强制对中,减小上横梁发生左右漂移的问题。
虽然曲柄连杆定型硫化机经过努力,在对中精度有很大提高,但由于其结构的固有缺陷,对高等级子午胎还是有局限性。在这种情况下,20世纪80年代工业化国家推出了液压定型硫化机,这种硫化机采用了具有良好对中定位的柱塞——油缸结构,运动相当平稳,而且操作也相当方便,非常适合高等级子午胎的硫化。在推广子午化的今天,这种硫化机具有很好的前景。
目前的轮胎定型硫化机其机械化、联动化和自动化程度是比较高的。原先设计的轮胎定型硫化机均是全自动化的,但使用起来,在清理冷凝水、喷隔离剂往往采用手工操作,有时胎坯与下摸子口的就位也需要采用手工操作。因此定型硫化机在全自动化操作方面仍然需下功夫,以便实现硫化机全自动化操作过程。
4 现代轮胎先进生产技术的整合方案
4.1 现代轮胎先进生产技术需整合的几个问题
在轮胎生产中,现代单机(机组)的机械化、联动化、自动化程度已达到了一个新的水平,与传统生产方法比较,其产品质量、生产效率、能源消耗、生产环境以及从劳动密集型向生产自动化转变已发生了量变到质变的过程。但在系统机械化、联动化与自动化方面仍有许多工作要做、要完善。尤其是当生产规模达到一个新的数量级时,其输入、输出的物流以及内部生产过程的联接和运搬都进入到高速的运转状态,这不是人工操作所能完成的。在整合现代轮胎自动化生产技术要考虑以下4个问题:
(1)实现快速、准确、方便的快速供给系统。①在输入系统中,要设置原材料立体仓库;②在生产过程中,要设置半成品的立体仓库;③在完成产品生产后的输出系统,要设置输出成品立体仓库。
(2)完善与设置单机、机组以及联动线之间的自动运搬系统,如:从冷却装置出胶片至半成品仓库的运搬;从半成品立体仓库至胎面挤出、钢丝带束层、内衬层、钢丝圈、胶片以及其它附件生产线之间的运搬;从胎面挤出、钢丝带束层、内衬层、钢丝圈、胶片以及其它附件生产线至机组之间的运搬;从成型机组件卸下的胎坯至轮胎定型硫化机之间的运搬;从硫化机卸下的轮胎至在线检测设备之间的运搬;从在线检测至包装之间的运搬;从包装至成品立体仓库之间的运搬;最后从立体仓库至装车输出成品之间的运搬。
(3)进一步完善单机、机组以及联动线内部的自动化水平,如:①原材料处理及加工的自动化设备;②全自动的投料设备;③更换机头口模流道的自动装置;④钢丝圈生产过程的联动自动化设备;⑤硫化机的自动喷隔离剂、清理水珠以及准确定型对中装置;⑥在线检测的飞边自动修理装置;⑦全自动打包装置。
(4)实现和完成半成品和胎坯无存放时间技术。在工厂由于胶料半成品与胎坯半成品需要停放时间,导致轮胎厂很难实现生产连续化和自动化,同时导致生产环节不紧凑以及占用大量厂房面积和空间。因此,要实现轮胎厂的自动化,必须在工艺上也有所突破。
4.2 现代轮胎先进生产技术的基本整合方案
现代轮胎先进生产技术的基本整合方案如图2所示。
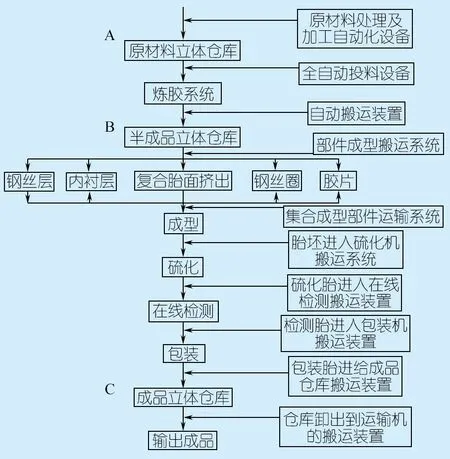
图2 现代轮胎先进生产技术的基本整合方案框图
5 超现代轮胎生产技术构思方案
所谓超现代轮胎生产技术是指在目前的生产技术尚不能实现的技术,只有通过研究获得成功后,在若干年后或更长时间才能实现的轮胎生产技术。根据现有轮胎的工艺条件、轮胎结构以及加工技术的发展动向等因素拟定三种超现代轮胎生产技术方案:①连续混炼→注射骨架→胎面注射硫化方案;②连续混炼→原骨架→胎面注射硫化方案;③间歇混炼→原骨架→胎面注射硫化方案。
5.1 连续混炼→注射骨架→胎面注射硫化方案
5.1.1 连续混炼
采用连续混炼技术对胶料进行连续塑炼和连续混炼,并按所需半成品的尺寸进行压型,为提供下一工序作准备。
混炼胶加工的密炼机在橡胶工业使用了将近一个世纪,在这过程中虽然已经完善到高度机械化、联动化和自动化,但却一直没有突破连续化这个功能。混炼胶加工机械向连续化加工机械发展已是大势所趋,因为连续混炼具有许多优点:①可以实现连续混炼,大幅度提高生产效率;②可以免除或简化庞大的密炼机、下辅机和上辅机,进而由一条联动生产线代替,大大地简化了设备的结构;③大幅度降低能耗;④提高混炼胶质量和稳定性;⑤容易实现“绿色”操作。到目前为止,连续混炼加工机械实现胶料高质量的分散混炼和分布混炼已基本得到解决,利用计算机和相关的配套设备实现连续的定量加料已成为可能。工业化国家很早就提出连续混炼的概念,并投入了大量人力、物力和财力进行了大量的研究,不过目前的连续混炼要求使用胶粒或胶粉,使连续混炼机的使用受到很大的限制,因此迟迟不能推广。
连续混炼机的推广和工业化需要突破如下的关键技术:①如何由带状的塑炼胶代替胶粒或胶粉和如何获得精确的喂料技术;②如何实现大料、小料以及油料的强制定量加料;③如何匹配胶料与各种配合剂配比的变化等。这种连续混炼机可以设想由一台新型的螺杆塑炼机→大料连续混炼挤出机→小料与油料连续混炼挤出机→压片挤出机所组成的联动线。在生产线上配以储料与定量加料装置,整条生产线由计算机进行监测和控制。
这类混炼胶加工机械没有现成的样机,但是有现代的技术和计算机作后盾,经过自主创新,这类新型的连续混炼设备是能够实现的。国际上的三海CCC轮胎全自动化生产技术已成功地开发了低温连续混炼技术。
5.1.2 骨架注射技术
到目前为止,国际上尚未有轮胎骨架注射技术,只有聚氨酯浇注轮胎技术。如果轮胎生产突破了骨架注射技术,将是轮胎生产技术的一次革命性突破,它将简化目前轮胎厂最繁琐的和数量最多的联动生产线,由此带来简化工艺、提高生产效率、降低能耗、降低劳动量、降低厂房面积,从而带来降低成本。
骨架注射技术设想为两种方案:一是由冶炼厂按轮胎制造要求浇注出钢丝骨架,通过处理进行挂胶,可以是多个钢丝骨架的组合,并进行预紧力处理和成型;二是直接由高强度的材料,如碳纤维或有关材料按轮胎工艺要求进行注射成型,然后通过必要工序使其在形状尺寸和与胎面胎侧胶能粘合界面体的轮胎骨架。
虽然这是一个尚未实现的生产方法,但按现代已有的技术,如:材料技术、冶炼技术、成型加工技术以及材料界面结合技术都是可行的。一旦骨架浇注或注射技术原理成功,许多连锁问题,如材料的生产问题,价格问题等也会由社会发展和技术进步而得到实现和解决。在作为超现代的轮胎生产中是应该得到表述的。
5.1.3 胎面注射与硫化技术
到目前为止,国内外尚未有轮胎胎面注射与硫化技术,但近年来华南理工大学在研究采用传统方法生产的胎体对胎面进行聚氨酯浇注成型技术,该项目已于2005年年初通过技术鉴定。这种方法虽然有别于干胶注射方法,因为聚氨酯具有良好的流动性,易于成型,但是这种方法也可作为借鉴。如果在技术上能够注射干胶的话:一是有足够的注射量;二是有足够的注射压力,那么轮胎胎面注射同样能获得成功。
青岛科技大学高分子材料加工机械研究所已成功地开发出橡胶一步法注射成型技术和全套设备,如,油田螺杆钻具(泵)橡胶定子一步法注射成型技术与全套设备,已于2007年投产;轮胎胶囊一步法注射成型技术与全套设备已于2006年元月通过部级鉴定。经过10多年研究,已经掌握了橡胶一步法注射成型技术与全套设备的原理、理论、设计、制造、安装、调试和使用等系统工程技术——胎面注射与硫化技术。这种技术比起注射法翻胎更具可行性:一是胎面没有过硫老化的技术风险;二是胎面肩部与胎侧的过渡无需在模具中附加模板,简化生产过程。
本技术在超现代的轮胎生产中虽然会出现这样或那样的问题,但该技术在超现代的轮胎生产中是可行的。
5.2 连续混炼→原骨架胎体→胎面注射硫化技术方案
本技术方案,其连续混炼与胎面注射硫化技术与上一技术方案是相同的,但在骨架胎体技术上有所不同,前者是需经全新的摸索,未知数很大;而原骨架胎体技术是目前成熟的技术,只作小许的技术变化就可获得注射用的骨架胎体,成功把握性较大。
本技术方案比上一技术方案可行性大,但它在成型工艺、轮胎结构和加工设备没有上一技术方案的突破性那麽大。本技术方案与现代生产方法比较接近。
5.3 间歇混炼→原骨架胎体→胎面注射硫化技术方案
本技术方案,其间歇混炼技术是成熟的,包括:上辅机/密炼机/下辅机,本技术可采用现代的原有技术。
原骨架胎体与现有技术相近,没有多大的技术难度,风险较小。
胎面注射硫化技术,其核心技术已开发成功,下一步工作只是将现有一步法注射成型技术与电动螺旋硫化技术整合成胎面注射硫化技术于有机一体的技术。
本技术方案将比上述两个技术方案更可行、现实些。
6 推进企业全自动轮胎生产技术的建议
6.1 企业全自动轮胎生产技术的主要课题
6.1.1 整合工厂现有技术,提高自动化程度
(1)完善和提高单机(机组)的自动化水平和工作的可靠性。
①原材料处理及加工的自动化设备;
②炼胶系统的全自动投料设备;
③钢丝圈生产过程的联动自动化设备;
④硫化机的自动喷隔离剂、清理水珠以及胎坯准确定型对中装置;
⑤在线检测的飞边自动修整装置;
⑥全自动打包装置。
(2)完善与设置单机、机组以及联动线之间的运搬系统。
①从冷却装置出胶片至成品库的运搬;
②从半成品库至胎面挤出、带束层、内衬层、钢丝圈、胶片以及其他生产线之间的运搬;
③从胎面挤出、带束层、内衬层、钢丝圈、胶片以及其它附件生产线至成型机组之间的运搬;
④从成型机组卸下的胎坯至轮胎定型硫化机之间的运搬;
⑤从硫化机卸下的轮胎至在线检测(轿车胎)之间的运搬;
⑥从在线检测至打包机之间的运搬;
⑦从包装至成品库之间的运搬;
⑧从成品库至装车出厂之间的运搬。
(3)设置和实现快速、准确、方便的快速储存和供给系统。
①在输入系统中,要设置原材料立体仓库;
②在生产过程中,要设置未成品立体仓库;
③在完成产品生产后的输出系统,要设置输出成品立体仓库。
(4)实现和完半成品和胎坯无存放时间技术。
6.1.2 实施中国特色原始创新的全自动轮胎生产技术方案
(1)全自动轮胎生产技术的目标:
连续混炼技术—新概念胎体成型技术—注射硫化轮胎技术。
(2)分阶段实施的全自动轮胎生产技术。
①注射轮胎胎面技术。
该技术能节省复合胎面联动生产线和厂房面积;能提高产品质量,初步估计比现有轮胎成型方法提高20%的寿命;能生产出质量稳定的轮胎。
该技术的关键技术——一步法注射成型技术与全电动螺旋锁模技术已开发成功,因此实现注射轮胎胎面技术具有较充分的可行性。
该技术研究成功后,可首先嫁接在现有轮胎制造技术中。
②连续塑炼——混炼技术。
该技术是工业化国家有关领域都在攻关的技术,目前国外这方面也仍然处在探索阶段,而且采用以粒料与粉料作为定量加料和混炼的先决条件,此法是很难推广的。青岛科技大学高机所已经过近40年的思考,并在2000年进行了连续混炼技术的实验室研究,这一研究已初步验证了新构思连续混炼技术的可行性。这一技术可进入工业中试,有望实现工业化突破。
③ 新概念胎体成型技术。
此一技术到目前为止纯属构思,其有两个构思方案:一是采用高强度材料(如碳纤维混合物或其他高分子材料)进行注射成型,并辅予胎体成型,得出一种新概念胎体;二是按轮胎工艺要求,在冶炼厂浇注出金属骨架,可以是多层骨架,然后经挂胶处理和辅予胎体成型,得出另一种新概念胎体。这一技术可作为实验室实验,当原理可行时,再进行工业中试。
6.2 推进企业全自动轮胎生产技术的实施方案
6.2.1 总体运筹,逐一突破
(1)在整合工厂现有技术中,可先考虑单机(机组)自动化的完善以及对劳动密集型工序进行机械化、自动化改造;
(2)在超现代轮胎生产技术中,可先考虑一步法注射轮胎胎面硫化技术;
(3)在解决关键技术以后,再作全面的技术整合,这样既不影响正常生产,又能不断提高自动化水平。
6.2.2 推进企业全自动轮胎生产技术工作,应纳入企业决策和工作日程
全自动轮胎生产技术应作为企业发展的一件大事来抓、来管、来落实,只有领导重视才能多快好省出成果。应指定专职领导负责此工作。
6.2.3 组建企业全自动轮胎生产技术研究机构
(1)研究机构班子要完善;
(2)研究机构人员要精悍;
(3)可以分成若干攻关小组;
(4)任务、责任要落实到人;
(5)研究机构可聘请国内外有技术专长的专家;
(6)制订完善的管理办法。
6.2.4 建立企业全自动轮胎生产技术中试基地
(1)中试基地是高新技术的孵化基地,其不受生产影响,也不影响正常生产;
(2)中试基地的项目是滚动的,有效地利用中试基地;
(3)中试基地是研究机构的一部分。
(XS-06)

TQ330.52
:1009-797X(2015)03-0020-05
BDOI:10.13520/j.cnki.rpte.2015.03.004
吕柏源(1942-),男,教授、博导,长期从事高分子材料加工机械的教学、研究和开发工作。
2014-09-15