半钢内衬层生产线改造
2015-08-16林仕栋陈观贵
林仕栋,陈观贵
(广州市华南橡胶轮胎有限公司,广东 广州 511400)
半钢内衬层生产线改造
Transformation of semi-steel inner layer production line
林仕栋,陈观贵
(广州市华南橡胶轮胎有限公司,广东 广州 511400)

我公司的内衬层生产线于1992年投入使用,主要用于生产半钢内衬层,期间除了对生产线的电气系统进行改造外,整个生产线未进行过任何的升级改造,各个部位的结构相对落后,设备精度和生产效率都越来越满足不了公司的工艺和生产需求。2013年对内衬层生产线的落后结构进行全面的升级改造,改造后其设备精度及生产效率明显的提升。
CMK值;线速;切胶辊;储料架;冷却;浮动辊
1 内衬层生产线的现状
生产线如图1所示,由四辊压延主机和辅线组成,其中辅线由六部分组成,分别为接取皮带、冷却装置、表面卷取段、储料架、储料架后段皮带、对中装置和卷取装置。
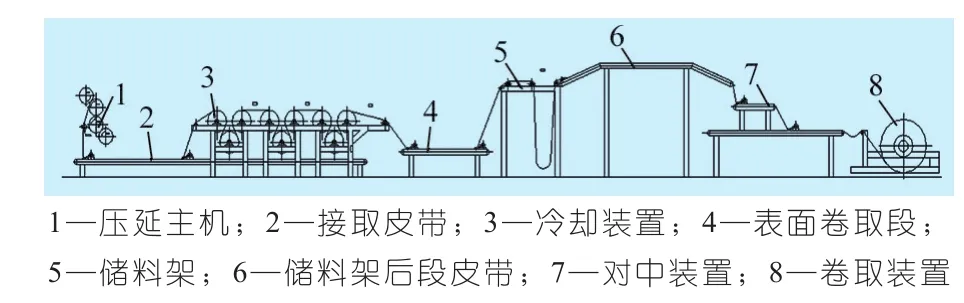
图1 内衬层生产线示意图
1.1 生产线的工作原理
由四辊压延主机将胶料压延成胶片,通过上、下切胶装置将胶片切开通过贴合辊筒压合(见图2),压合后的胶片经过接取皮带进入冷却装置,冷却后的胶片分别经过表面卷取段、储料架、对中装置,最后卷取装置收取。
1.2 内衬层生产线的设备能力分析
图3是2012年1月至2013年3月份内衬层宽度CMK值,除了一个月的CMK值达到工艺要求外,其余月份远远低于工艺要求的CMK≥1.33,设备能力指数不足。同时由于受冷却装置和储料架的影响,整个生产线的线速只能控制在26 m/min以下,生产效率无法满足生产需求。
1.3 影响生产线设备能力指数的因素
在确保生产线各段之间速度匹配的情况下,对生产线各段胶片的宽度测量发现(见图4),从压延主机切胶装置开始,胶片的宽度波动范围已经超出了工艺标准,经过冷却装置后胶片冷却收缩,宽度波动略有减少,在经过储料架后胶片宽度波动又增大,之后各段位置胶片宽度波动相对减少。
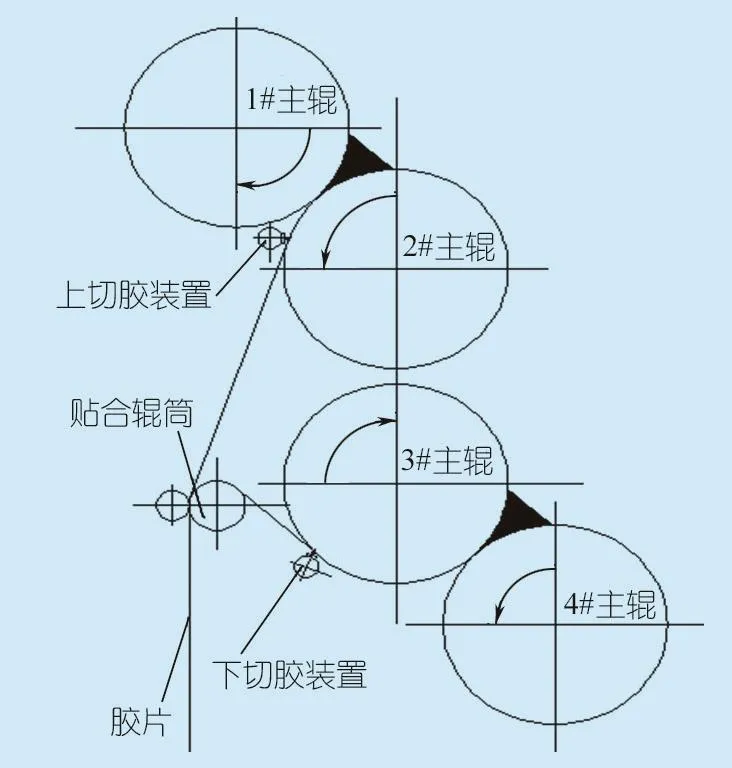
图2 压延主机示意图
对各段装置的结构进行分析后,认为影响生产线设备能力指数的因素主要有如下三个:
(1)压延四辊切胶方式直接影响到胶片的宽度精度,原切胶方式(见图2),切胶装置定好宽度后直接在压延主辊上将胶片切断,由于主辊的温度较高,直接在主辊上切下的高温胶片容易变形,特别是2号主辊上的胶片,从切断到贴合辊筒不但距离较大并且还有一个夹角,更加容易造成胶片拉伸变形。
(2)冷却装置的冷却能力不够,胶片容易超温,冷却装置(如图5),由于采用超声波进行调速,胶片在两组冷却辊之间是直接从一条冷却辊跨到另外一条冷却辊,未能最大化利用冷却辊的有效冷却面积。同时冷却装置与接取皮带和表面卷取皮带之间的跨度大但中间只有一条直径为150 mm的过渡辊,胶片大部分处于悬空状态,这是影响胶片宽度变化的主要因素。

图3 内衬层宽度CMK值图

图4 内衬层生产线各段CMK图
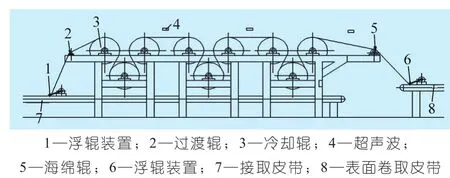
图5 冷却装置示意图
(3)储料架只有一级储料功能(如图6),储料高度约2 200 mm,每次储料胶片基本都坠到储料架的底部,这样在储料架后段皮带重新运转时,由于胶片本身的重力会造成胶片拉伸,对胶片的宽度波动造成一定的影响,同时这也是制约生产线效率的主要因素。

图6 储料架示意图
2 改造方案确定
针对前面三个影响因素,需对生产线的切胶装置、冷却装置和储料架进行改造。
(1)改变切胶方式,将压延主辊上胶片导出后再切断,避免直接在压延主辊上切胶,一方面导出的胶片可以适当冷却降温,另外可以解决2号主辊上的胶片,从切断到贴合辊筒距离较大和夹角问题。受现场的空间位置影响和对操作的安全性考虑,确定只对上切胶装置进行改造。
(2)提高冷却装置的冷却效果,增加冷却辊是最有效的方法,但受现场的位置限制,增加冷却辊需对冷却装置后的部位整体往后移动,工程量和投入都非常大,所以不作考虑。由于每组冷却辊之间采用超声波进行调速,每组冷却辊之间相邻的两条冷却辊的有效冷却面积只有1/3左右,所以可以对超声波调速方式进行改造,改变胶片在两组冷却辊之间相邻两条冷却辊的绕行方向,增大有效冷却面积。
(3)改变冷却装置与前后各段之间的过渡方式,解决冷却装置与接取皮带和表面卷取皮带之间胶片处于悬空状态的问题。
(4)对储料方式进行改造,解决储料时胶片下坠距离过大的问题。

图7 切胶辊筒零件图
3 改造方案实施
3.1 切胶装置改造
通过前面的分析,对上切胶装置进行改造,取消原来的上切胶装置,在2号主辊前方增加一条直径105 mm中空结构的切胶辊筒(见图7),将2号主辊上的胶片导出到切胶辊筒上,切胶辊筒通冷却水进行冷却胶片,切胶辊筒通过变频电机驱动,确保辊筒的线速度和2号主辊线速度一致,避免胶片拉伸。
切胶辊筒正前方增加一套切刀装置,整套切胶装置如图8所示,将切胶辊筒上的胶片切开,导入到贴合辊和3号主辊切开的胶片进行贴合,改造后压延主机切胶方式示意图(如图9),上层胶片垂直导入贴合辊。

图8 切胶装置结构图
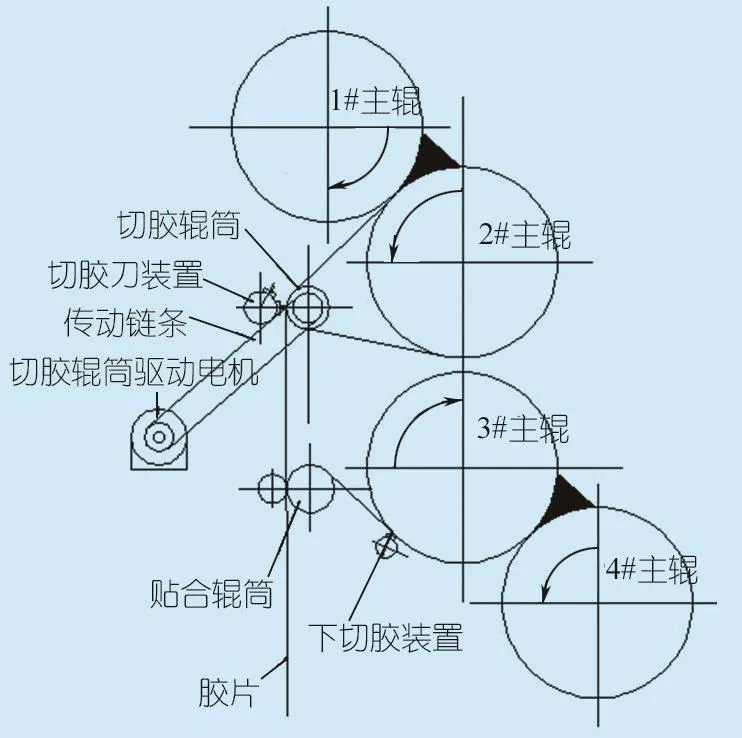
图9 改造后的切胶方式示意图
3.2 冷却装置调速方式改造
在两组冷却辊之间增加一套浮动辊调速装置,如图10所示,每组冷却辊之间的速度调节方式由超声波控制方式改造为浮动辊加变送器控制,这样胶片在每组冷却辊之间相邻的两条冷却辊的绕行方向就会改变,从而增大了这两条冷却辊的有效冷却面积,冷却范围的夹角由原来的115°增大到226°,如图11所示,按胶片与冷却辊的接触面积估算,相当于增加了两条冷却辊,有效改善冷却装置的冷却效果。
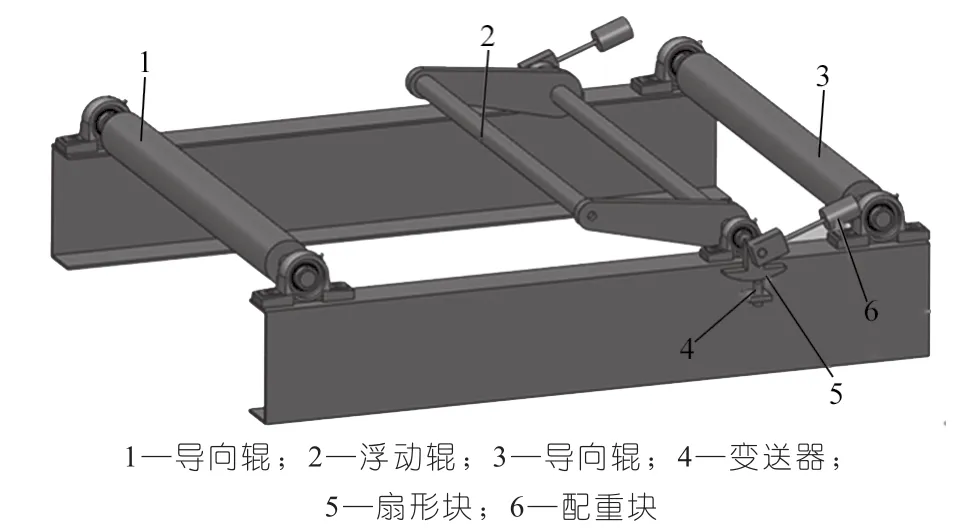
图10 浮动辊调速装置结构图

图11 改造后胶片的绕行方向示意图
3.3 冷却装置与前后各段的过渡方式改造
取消接取皮带和冷却装置之间的过渡辊,同时将接取皮带和冷却装置之间的调速浮辊往后移动,这样可以缩短接取皮带到冷却装置之间胶片的跨度;取消冷却装置和表面卷取皮带之间的海绵辊,增加一段过渡皮带,解决胶片悬空过渡的问题,过渡皮带由变频电机驱动,与冷却装置的速度差调节采用浮动辊调速方式,确保两者间的速度一致,减少胶片的拉伸。改造后过渡方式见图12。
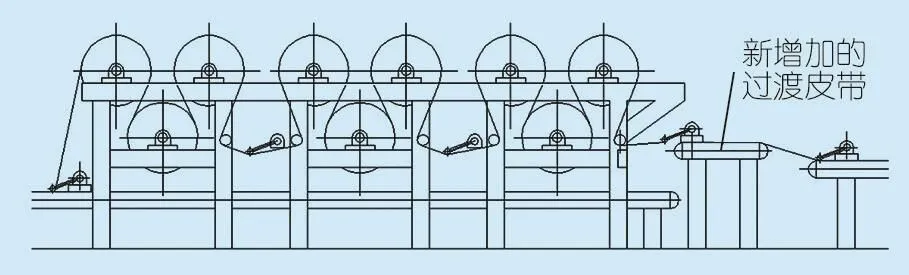
图12 冷却装置与前后各段的过渡方式示意图
3.4 储料架改造
对储料方式进行改造,在原储料架上再增加一个储料区域,利用储料架上的海绵辊和储料辊之间的区域,将该区域改造为储料区域,这样储料方式由一级储料变为二级储料,在储料区域大约离地面1.2 m的地方安装一个光电开关,当一级储料胶片挡住光电开关时,一级储料停止储料,同时二级储料开始储料,这样就可以缩短储料时胶片下坠的距离,减少胶片的拉伸,同时实现二级储料,胶片储量增大,解决原来由于胶片储量不足生产线无法提速的问题。储料方式见图13。
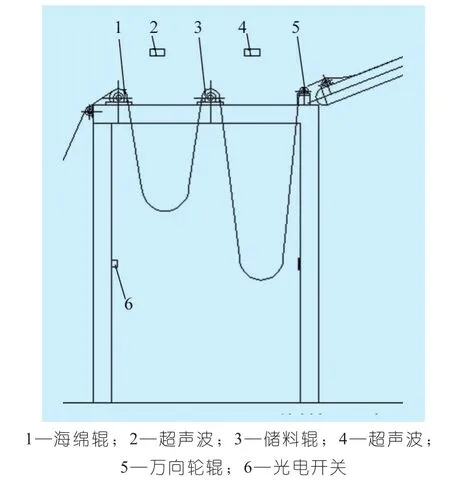
图13 二级储料方式示意图
4 生产线改造后的效果
(1)2013年6月份完成生产线的改造,图14是改造完成后的生产线的设备能力指数,基本都达到了工艺要求,比改造前有了很大的改善,改造的效果达到预期目标。
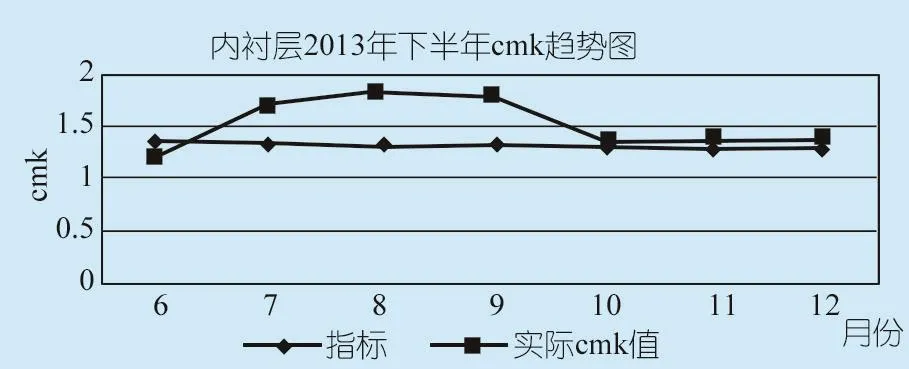
图14 生产线设备能力指数图
(2)冷却装置冷却效果的提升和实现储料架二级储料,对生产线效率提升效果明显,速度由原来26 m/min提升至30 m/min。
(XS-05)
TQ330.4
:1009-797X(2015)11-0034-04
BDOI:10.13520/j.cnki.rpte.2015.11.005
林仕栋(1978-),男,毕业于湖南农业大学机械电子工程专业,现任广州市华南橡胶轮胎有限公司生产设备部机械工程师。
2015-02-11