仪纶纤维制品的脱色处理
2015-08-12梁必超韩春艳赵炯心王建庆
梁必超,韩春艳,季 轩,魏 青,赵炯心,王建庆*
(1.东华大学国家染整工程技术研究中心,上海 201620;2.中国石化仪征化纤有限责任公司研究院,江苏仪征 211900;3.江苏省高性能纤维重点实验室,江苏仪征 211900;4.东华大学材料科学与工程学院,上海 201620)
仪纶是一种改性聚酰胺酯纤维,该纤维系由对苯二甲酸乙二醇酯与脂肪族聚酰胺共聚纺丝而成[1-2]。仪纶纤维由于在聚酯大分子链段中嵌入聚酰胺组分,使其服用性能和印染加工性能得到改善:纤维的玻璃化转变温度降为68~72℃,回潮率提高到0.6%,初始弹性模量和断裂强度低于普通聚酯纤维,使得纤维可在较低温度条件下染色,纤维制品服用的舒适性、抗起毛起球性和触感均优于现有的聚酯和棉纤维。该纤维的成功开发,为聚酯纤维的超仿棉化以及染整加工过程的节能减排开辟了一个新的途径[3]。
仪纶纤维外观呈淡黄色,与纤维分子中引入的聚酰胺组分在高温熔融纺丝条件下生成具有共轭结构的杂环类有色物质有关[4-5]。纤维的这种颜色使其难以应用于白色或鲜艳色的纺织制品,因此,开展仪纶纤维制品的脱色技术研究,对该纤维的推广应用具有重要意义。本文采用过氧化氢和亚氯酸钠两种氧化剂,通过白度、强力指标,从浓度、pH值、温度、时间等方面,对仪纶针织物的脱色加工进行了研究。
1 试验
1.1 试验材料、试剂和仪器
试验材料:
仪纶针织罗纹布(18.45 tex,140 g/m2),中国石化仪征化纤有限责任公司提供。
试剂:
亚氯酸钠,工业品,含量80%,响水久旺化工有限公司产;
无水碳酸钠,分析纯,上海凌峰化学试剂有限公司产;
盐酸,分析纯,昆山晶科微电子材料有限公司产;
30%过氧化氢、氢氧化钠、硫代硫酸钠均为分析纯,国药集团化学试剂有限公司产;
雅洁瑞LTP-H、雅洁瑞LFD、增白剂雅洁辉PE均为工业品,上海雅运纺织助剂有限公司制。
仪器:
RY-25012常温型染样机,上海龙灵电子科技有限公司制;
101A-2E型电热恒温鼓风干燥箱,上海实验仪器厂有限公司制;
HD026N多功能电子织物强力机,南通宏大实验仪器有限公司制;
Datacolor 650型电脑测色配色仪,美国Datacolor公司制。
1.2 过氧化氢脱色处理
将5 g经水润湿的仪纶针织物投入按规定配方配制的脱色工作液中(浴比1∶20),然后置于振荡染样机中于98℃脱色处理90 min后取出,经80℃热水清洗10 min、流动冷水淋洗5 min后,再在70℃条件下烘干。
1.3 亚氯酸钠脱色处理
将5 g经水润湿的仪纶针织物放入按规定配方配制的脱色工作液中(浴比1∶20),然后置于振荡染样机中,于规定温度下脱色处理,达到规定时间后取出,用冷水淋洗干净,再经硫代硫酸钠(20 g/L)和碳酸钠(40 g/L)的混合溶液于75℃中和脱氯处理15 min,取出用冷水淋洗干净并烘干[6-7]。
1.4 仪纶的增白处理
将2 g已经过亚氯酸钠脱色处理的仪纶针织物润湿后投入配制的增白工作液中(浴比1∶50),置于振荡染样机中于98℃增白处理90 min后取出,流动冷水淋洗5 min后,于70℃条件下烘干。
1.5 测试方法
1.5.1 试样顶破强力
按照《纺织品顶破强力的测定钢球法》(GB/T 19976-2005)对仪纶针织物进行顶破强力的测试。测试条件:定长设置值为450 mm,速度为300 mm/min。按下式计算试样的顶破强力保留率,取5块试样的平均值。
B=Q1/Q0×100
式中B为织物顶破强力保留率(%);Q0、Q1分别为处理前和处理后试样的顶破强力(cN)。
1.5.2 试样白度
采用电脑测色配色仪,参照《纺织品的白度测定》(AATCC110-2005)进行CIE白度的测定。
2 结果与讨论
2.1 过氧化氢处理的脱色效果
按1.2的方法采用过氧化氢对仪纶针织物进行脱色处理[8-9],脱色工艺和结果如表1所示。

表1 过氧化氢脱色配方与结果
由表1中的白度数据可知,过氧化氢对仪纶脱色的方法对试样白度的提高极其有限,不能满足后续染整加工的需要。其原因为过氧化氢氧化还原电位较低[10],难以破坏纤维中含氮有色物质的共轭体系,不适用于仪纶制品的脱色处理。
2.2 亚氯酸钠处理的脱色效果
按1.3规定的方法,从浓度、pH值、温度、时间等因素考察亚氯酸钠对仪纶的漂白效果。
2.2.1 浓度的影响
在温度为95℃,时间为2 h,pH为3的条件下,亚氯酸钠浓度对织物白度和强力的影响如图1所示。

图1 亚氯酸钠浓度对白度和强力的影响
由图1可见,随着亚氯酸钠浓度的提高,试样的白度呈增大趋势。在亚氯酸钠浓度从1 g/L到10 g/L范围内,织物的白度提高速度较快,但浓度继续升高时,织物白度提高趋势逐渐减缓,亚氯酸钠浓度提高到20 g/L时,白度仅由10 g/L时的57.30提升为57.73;由图1还可看出,随着亚氯酸钠浓度的增加,织物的顶破强力保留率与白度提高呈同步降低的趋势,这种降幅随浓度的变化呈先快后缓的情况,在亚氯酸钠浓度为6 g/L以下时随浓度提高下降的幅度较大,此后则降幅减缓。
试验结果表明,与过氧化氢相比,亚氯酸钠对仪纶中的有色物质具有有效的脱色作用;而强力保留率随浓度降低的现象则表明亚氯酸钠在对有色物质作用的同时,对纤维的结构也产生一定的破坏,导致纤维的强力降低。
2.2.2 pH 的影响
选择比较活泼的酸性条件作为考察条件。在亚氯酸钠浓度为20 g/L,温度为95℃,时间为1.5 h的条件下,pH值对织物的白度和强力的影响如图2所示。

图2 pH值对白度和强力的影响
图2表明,随着介质pH值的降低,织物的白度呈提高趋势,pH值为2时,白度达到最大值58.13,说明增大介质的酸性有利于漂白的进行;与此同时,随着pH值的降低,强力保留率不断下降,介质pH值为2时,强力保留率降低至79.5%,反映出亚氯酸钠对纤维的损伤随介质酸性的增强而加大。

介质酸性对包括亚氯酸钠在内的含氯氧化剂的氧化性能具有重要的影响[11],这是由于介质的pH值变化会引起亚氯酸盐发生如下形式的变化[8]:上述反应均属于发生电子得失的氧化还原反应,所得产物包括具有强烈氧化能力的氧化剂如二氧化氯、氯气、原子态氧和其他系列物质,其中尤以(1)式产物二氧化氯的氧化能力为最强,其氧化能力是氯气的2.63倍,可以将氰化物氧化成二氧化碳和氮气。曹佃元测得二氧化氯在pH值为2时的氧化还原电位高达726 mv[12]。这类氧化能力极强的物质可以使仪纶纤维中含氮的有色物质发生氧化脱色。
试验结果表明,适当降低介质pH值有利于二氧化氯的生成,但当介质pH值低于2时,亚氯酸盐溶液中有大量的氯气逸出,反而降低了氧化能力。因此,通过调节介质pH值为2~3时,可以控制亚氯酸盐的分解方式,提高漂白脱色的效果。值得注意的是,有色物质是纤维本体的组成部分,亚氯酸钠在破坏有色物质的同时也造成了纤维结构的破坏,从而造成织物强力的降低。因此合理控制脱色工作液的pH值显得至关重要。综合pH值对白度和强力保留率的影响,认为pH为3的实验条件是比较合理的。
2.2.3 温度的影响
在亚氯酸钠浓度为20 g/L、时间为2 h、pH为3的条件下,温度对织物白度和强力的影响关系见图3。
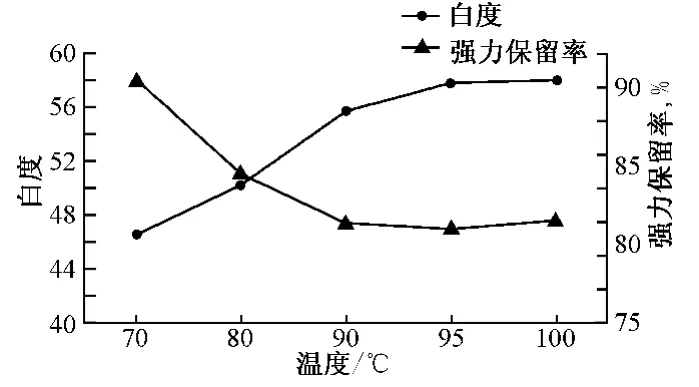
图3 温度对白度和强力的影响
由图3可知,介质温度对脱色效果同样具有很大的影响。当介质温度由70℃升高至90℃时,试样的白度由46快速提高到56;温度继续升高至100℃时,织物的白度值达到58,白度提高幅度有限。由图3还可看出,当温度从70℃增加至90℃时,织物的强力保留率由90.4%降低至81.9%,之后温度的提高对织物强力的影响不再发生明显变化。
研究表明,温度对二氧化氯氧化还原电位的影响并不显著[12]。因此,图3所示内容主要归因于温度对纤维大分子链段运动作用的影响。在较低温度区间(如纤维的Tg附近,70℃左右),纤维大分子链段运动的剧烈程度较低,纤维的微隙较小,所以尽管处于强氧化氛围中,试样的白度仍较低,随着温度的升高,纤维大分子链段运动加剧,有利于纤维中结构较为疏松的部位发生氧化反应,织物的白度随之提高,同时伴以强力的降低。但继续升高温度并不能使白度和强力发生同步变化,原因在于氧化剂难以进入结构致密的纤维晶区与有色物发生反应。综合考虑,亚氯酸钠脱色的温度以95~100℃为宜。
2.2.4 时间的影响
在亚氯酸钠浓度为20 g/L、温度为100℃、pH为3的实验条件下,保温时间对织物白度和强力的影响如图4所示。
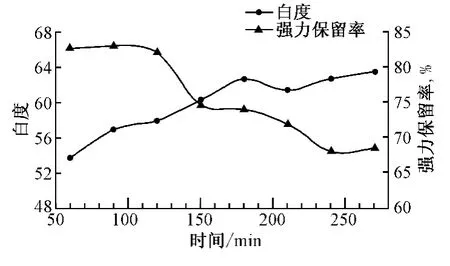
图4 时间对试样CIE白度和强力的影响
图4表明,当保温时间从60 min增加至180 min时,织物的白度不断提高,180 min时织物的白度已达到62.5,再延长保温时间,织物的白度并无明显增加。表明亚氯酸钠与纤维内可及区域内有色物质的反应已经完成,延长时间已无助于织物白度的提高。图4还表明,当保温时间从60 min增加至120 min时,织物的强力并没有发生明显的变化,强力保留率达到82%左右,之后随着保温时间延长,织物强力不断下降,当保温时间达到270 min时,织物的强力保留率已降至68%。这是纤维在氧化剂、强酸性、高温和长时间处理等条件下共同作用的结果。根据试验结果,将处理时间控制在180 min可以防止织物强力发生大的损伤。
采用亚氯酸钠对织物进行脱色处理,可以有效脱除纤维所带的淡黄色,白度可达60以上,但无法彻底脱色,难以满足高白度产品的加工。造成这一现象的根本原因在于仪纶纤维聚酰胺组分中的有色物均匀分布于纤维各个部分,脱色剂只能进入到纤维大分子的无定形区,使该区域内的有色物质氧化脱色,结构排列紧密的结晶区内的有色物质难以发生氧化脱色,造成织物白度提高有限;与此同时,织物强力降低程度在一定范围内的现象也可归因于相同原因。
2.3 仪纶的增白处理
为满足高白度产品印染加工的需要,对经亚氯酸钠漂白的仪纶织物进行增白处理试验。
在温度为98℃、pH为5、时间为90 min的实验条件下,通过增白剂雅洁辉PE处理,其浓度与织物白度的关系如图5所示。
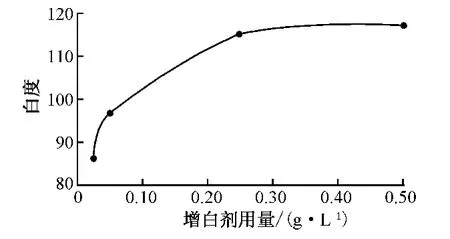
图5 增白剂用量对试样CIE白度的影响
由图5可知,仪纶织物的白度随着增白剂用量的增加而显著提高,当用量为0.025 g/L时,织物白度达到86,用量为0.25 g/L时织物白度已高达115,完全能满足较高白度的加工要求。通过加入荧光增白剂吸收紫外光并发射出可见的蓝光,与纤维中残留的黄光互补脱色,提高了织物的白度[13]。
3 结论
a)采用过氧化氢的脱色方法无法实现仪纶纤维制品的脱色。
b)亚氯酸钠可以破坏仪纶纤维中的有色物质,使织物的白度提高到62.5,其最优的脱色工艺条件是:浓度为20 g/L、pH值为3、温度为95~100℃、时间为3 h。
c)增白处理可以消除亚氯酸钠脱色后残留的黄色,满足白度要求较高产品的印染加工要求。
本文就仪纶纤维的亚氯酸钠脱色方法及效果进行了探索,但鉴于亚氯酸钠对加工设备和操作环境均有较高的要求,因此,对该方法的实际应用尚需进行全面评价。
[1] 李乃祥,戴钧明,朱雪灵,等.一种改性聚酰胺酯及其制备方法:中国,CN103951822A[P].2014 -04-10.
[2] 薛斌,陆云芳,赵茂德,等.一种抗起毛起球聚酰胺酯短纤维:中国,CN103952790A[P].2014-04-10.
[3] 新一代合成纤维-仪纶[C].中国科协2014海峡两岸超仿棉加工技术应用研究青年科学家研讨会论文集,江苏,2014:63-88.
[4] Li R F,Hu X Z.Study on discoloration mechanism of polyamide 6 during thermo-oxidative degradation[J].Polymer Degradation and Stability,1998,62:523 -528.
[5] 孙铠.染整工艺原理(第一分册)[M].北京:中国纺织出版社,2008:208-220.
[6] 孙玉晓.纺织物纯漂清洁生产工艺研究[D].西安:西安建筑科技大学,2006.
[7] 徐秀源.针织物亚氯酸钠漂白工艺研究[J].山东纺织科技,1986,02:6 -11.
[8] 阎克路.染整工艺与原理(上册)[M].北京:中国纺织出版社,2009:69-76.
[9] 许良英,於琴,王明芳,等.大豆蛋白/棉混纺针织物的漂白工艺[J].印染,2009,05:10 -13.
[10] Peter M,Rouette H K.Grundlagen der textil veredlung[J].Germany:Deutscher Fachverlage,1989,(462):145 -146.
[11]曹佃元,王建庆.ClO2溶液pH值对棉织物漂白效果的影响[J].染整技术,2013,35(06):37 -40.
[12]曹佃元.二氧化氯在棉织物前处理中的应用研究[D].上海:东华大学,2013.
[13]孙铠.染整工艺原理(第二分册)[M].北京:中国纺织出版社,2008:264-266.
