橡胶履带芯金粘合工艺及其脱胶分析
2015-07-31王丽莉王克成
王丽莉,王克成
(1.桦林佳通轮胎公司,黑龙江 牡丹江 157032;2.浙江富铭工业机械有限公司,浙江 临海 317000)
芯金是橡胶履带的传动承载件和骨架材料(如图1所示),起传递动力、导向和横向支撑作用,承受机械牵引力和瞬间巨大冲击力,迅速将牵引力传递到橡胶履带各个部位,使橡胶履带与机械紧密配合,实现机械行走的目的。

图1 橡胶履带芯金
芯金材料主要有球墨铸铁、铬锰钢、铸铁锻钢以及铝合金与合金钢板材冲压成型组合材料等,近年来还发展了应用工程塑料和碳纤维复合材料等。
通过硫化,橡胶履带芯金与橡胶粘合成一个整体,芯金与橡胶的粘合对橡胶履带的质量和使用寿命至关重要。
1 芯金粘合
1.1 胶粘剂
橡胶履带芯金一般涂覆2种胶粘剂(包括底涂胶粘剂和面涂胶粘剂),也可涂覆1种胶粘剂(单涂胶粘剂);当芯金为工程塑料和碳纤维复合材料等特殊材质时,采用3种胶粘剂,即特殊材质的芯金在涂2种常规的胶粘剂之前增涂1种特殊胶粘剂。
橡胶履带芯金常用的胶粘剂有:上海洛德化学有限公司的常规溶剂型开姆洛克胶粘剂[底涂开姆洛克胶粘剂205/面涂开姆洛克胶粘剂220或底涂开姆洛克胶粘剂205/面涂开姆洛克胶粘剂6125(低铅含量);罗门哈斯(中国)投资有限公司Thixon胶粘剂(底涂Thixon胶粘剂P-11-EF/面涂Thixon胶粘剂520);英国西邦公司的胶粘剂(底涂胶粘剂10E/面涂胶粘剂55E或单涂胶粘剂Cilbond 24)。
橡胶履带企业根据芯金-橡胶粘合要求,在保证橡胶履带质量、降低生产成本、适应胶料配方和硫化条件等条件下选用胶粘剂。
与芯金粘合的胶料适合采用普通硫黄硫化体系(CV),这是因为硫黄含量高有利于芯金粘合;而有效硫黄硫化体系(EV)胶料的促进剂含量高、硫黄含量低,不利于芯金粘合,应避免 使用。
芯金胶粘剂的涂覆可以采用手工涂刷、手工浸涂、自动浸涂、手工喷涂和自动喷涂等方式。橡胶履带企业根据产品质量要求、生产规模、生产效率、芯金规格和形状来确定芯金粘胶粘剂涂覆方式。
1.2 粘合机理
底涂胶粘剂与芯金粘合,面涂胶粘剂既与底涂胶粘剂又与橡胶粘合,并相互扩散和吸附,且面涂胶粘剂交联键与底涂胶粘剂交联键相互作用,硫化时面涂胶粘剂与底涂胶粘剂和橡胶形成交联架桥,将芯金与橡胶粘合在一起,如图2所示。
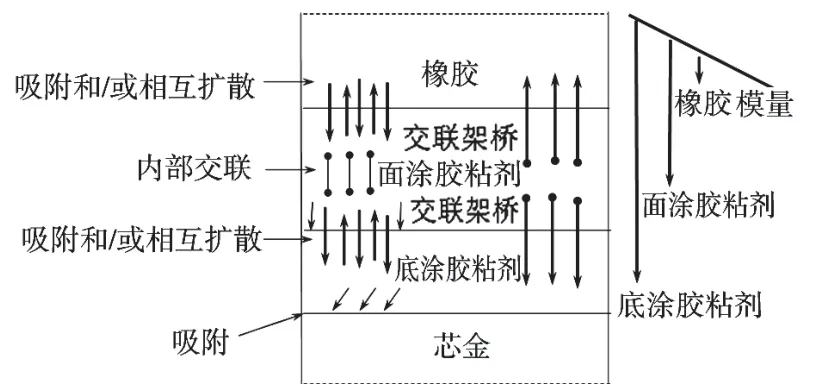
图2 芯金-胶粘剂-橡胶粘合示意
单涂胶粘剂同时具有底涂胶粘剂和面涂胶粘剂的功能。
大部分胶粘剂体系的交联剂活化温度在140 ℃左右。大部分胶粘剂的交联速度快于橡胶,因此橡胶履带硫化温度推荐为150~160 ℃。
1.3 粘合工艺
1.3.1 芯金测试
(1)外观质量检验
芯金外观质量检验方法为目测。如图3所示。每批芯金外观质量抽查率为20%。

图3 芯金的外观检验
芯金外观质量合格指标为:①表面无砂眼、气孔和裂纹等质量问题;②边缘无毛刺和缺角等缺陷;③两翼无尖锐角。
(2)尺寸检测
芯金尺寸检测工具为游标卡尺。每批芯金尺寸抽查率为5%。
测量前,擦净游标卡尺2个卡脚的测量面,合拢卡脚,检查副尺零线与主尺零线是否对齐,如果未对齐,应根据原始误差修正测量读数。
芯金关键尺寸采用多次测量、取平均值的测量方法。尺寸超过公差允许范围的芯金不能使用。
(3)抗弯强度检测
芯金抗弯强度检测设备为液压机。每批芯金抗弯强度抽查率为2%。
芯金抗弯强度检测受力(F)如图4所示。

图4 芯金抗弯测试受力示意
检测步骤为:①将待测芯金放入液压机,使压头对准芯金中心,压头两侧分别顶在距芯金两端10 cm的位置,如图5所示;②锁好安全门,防止测试时崩断的芯金飞出伤人;③测试完毕后,打开安全门,从液压机上取出芯金。抗弯强度未达到要求的芯金不能使用。

图5 待测芯金放入液压机
(4)材质检查
由芯金生产厂家提供各批次芯金材质单。每批芯金材质抽查率为100%。
(5)硬度检测
芯金硬度检测使用洛氏硬度计(如图6所示)。每批芯金硬度抽查率为5%。检测步骤为:①将丝杠顶面及工作台上下端面擦净,将工作台置于丝杠台上;②将试件支撑面擦净并置于工作台上,将芯金放于试件支撑面上,旋转手轮使工作台缓慢上升并顶起压头,至小指针指向红点、大指针旋转3圈垂直向上为止;③旋转指示器外壳,使C与B之间长刻线与大指针对正;④拉动加荷手柄,施加主试验力,指示器的大指针按逆时针方向转动;⑤当指针转动停止后,将卸荷手柄推回,卸除主试验力;⑥从指示器上读数;⑦转动手轮使芯金下降,再移动芯金,按②~⑥步骤继续测试。

图6 洛氏硬度计
(6)质量检测
芯金质量使用电子秤称量。每批芯金材质量抽查率为100%。
1.3.2 芯金喷砂处理
芯金喷砂处理如图7所示。芯金喷砂处理操作要点为:①喷砂机每缸放入的芯金不得超质量;②每缸芯金喷砂时间不短于20 min,如果按规定时间处理的芯金表面仍有锈迹、污渍和其它附着物,应补充喷砂处理,直至芯金表面无任何残余锈迹、污渍和其它附着物;③挑出存在气孔、夹渣、缩孔和缺角等缺陷的芯金;④每班作业前应在喷砂机内补充额定数量的Φ0.7~1.0 mm铁砂,每周清理1次铁砂。

图7 芯金喷砂处理
1.3.3 芯金脱脂和磷化处理
金属芯金通过喷砂(或抛丸)除锈后进行脱脂和磷化处理,常用的脱脂方式有碱液脱脂、溶剂脱脂和超声脱脂。
金属芯金脱脂和磷化处理工艺为:脱脂→除锈→清洗→表面调整→磷化→清洗→沸水洗→烘干。磷化膜呈微晶结构。
另外,工程塑料和碳纤维复合材料芯金的表面处理工艺为:用丙酮和甲醇溶剂除去表面上的脱模剂或蜡(确定溶剂对芯金高分子材料无不良影响);用中号金刚砂纸打磨或喷砂处理芯金表面,再用丙酮或丁酮脱脂。
1.3.4 芯金涂覆胶粘剂
胶粘剂中含的聚合物、树脂和溶剂在储藏期间分层,聚合物和树脂易沉底[2]。使用前和使用过程中将胶粘剂搅拌均匀是非常重要的,这样可以保证胶粘剂各组分混合均匀,避免涂层厚度不均匀现象,确保粘合效果。
采用防爆搅拌设备。搅拌前,先将桶底和桶壁的固体刮入胶粘剂中。推荐搅拌速度为20~60 r·min-1,防止剪切力和产生的气泡过大,同时确保所有固体成分均匀分散在溶剂中。
胶粘剂使用时工作人员应采取安全防护措施,避免胶粘剂在转移和搅拌时产生火花;工作场地应通风,避免皮肤接触胶粘剂和长期吸入其挥发分;胶粘剂使用后应及时密闭容器,以免溶剂挥发。
胶粘剂储存注意事项:储存容器密封良好,存储于干燥阴凉处(推荐环境温度为 10~32 ℃,避免环境温度高于37 ℃),存储处远离明火和热源。
一般来说,面涂胶粘剂的干膜厚度过小,会造胶粘剂层与橡胶层粘合强度降低,还可能导致粘合失效;面涂胶粘剂干膜厚度过大,会形成多个胶粘剂层,同样影响粘合效果。
采用干膜厚度测试仪测量胶粘剂干膜厚度。推荐的胶粘剂干膜厚度为:底涂胶粘剂干膜厚度5~10 μm;面涂胶粘剂干膜厚度12~25 μm;单涂胶粘剂干膜厚度17~35 μm。
芯金涂覆胶粘剂的方法如下。
(1)手工涂刷胶粘剂
手工刷涂时胶粘剂一般不用稀释。根据芯金的大小和形状选择刷子大小,底涂或面涂胶粘剂为溶剂型,选择天然鬃毛刷子;一个刷子只用于一种胶粘剂,不交叉使用;保持芯金涂刷面清洁;胶粘剂涂层不能太薄或太厚,芯金拐角部位应涂刷到位,不能留有空白,保证胶粘剂层厚度均匀;底涂胶粘剂干燥到一定程度后才能涂刷面涂胶粘剂;完成胶粘剂涂刷的芯金在通风的干燥室内放置1 h(夏季30 min)以上,装入干净的塑料筐内送烘干房[温度(30±2) ℃]放置2 h。芯金未完全干燥,会导致硫化后的橡胶履带芯金与橡胶粘合面出现气泡,致使粘合失效等。
芯金手工涂刷胶粘剂费用低,但涂覆质量较差。
(2)浸涂胶粘剂
芯金浸涂胶粘剂如图8所示。芯金浸涂胶粘剂时,3份胶粘剂用1份二甲苯稀释,该比例还根据烘干温度、时间、速度和季节调整。
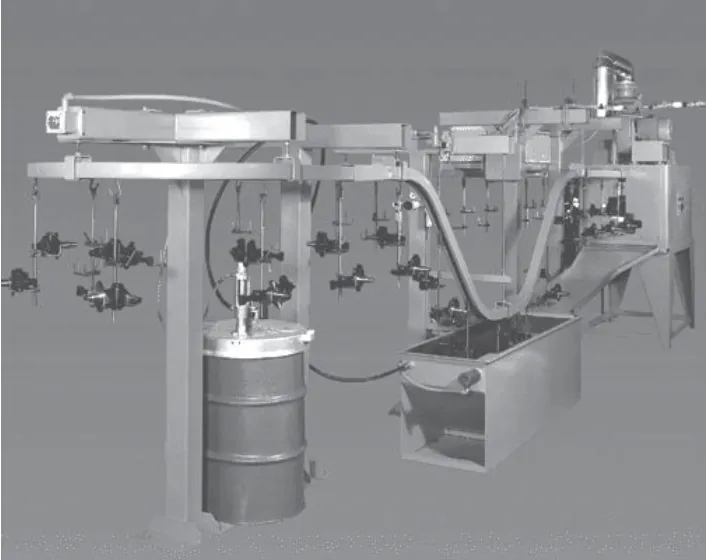
图8 芯金浸涂胶粘剂示意
胶粘剂浸胶槽有溢流口,以保证适当的胶粘剂容量;从浸胶槽中溢出的胶粘剂通过隔膜泵和50目过滤器回流(如图9所示),循环使用。浸胶槽装有螺旋桨,使胶粘剂从液面到底部搅拌均匀,保证芯金凹孔或沟槽周围胶粘剂浓度均衡。在不使用生产线时,浸胶槽良好密封。

图9 胶粘剂循环使用示意
芯金浸涂底涂胶粘剂后和浸涂面涂胶粘剂后均在热空气循环烘道中干燥。
芯金浸涂胶粘剂时,操作人员必须戴清洁手套,以防污染芯金表面。浸涂操作前应打开蒸汽阀门,调整热空气循环烘道温度至(80±10) ℃;打开浸胶槽冷却阀,以减少溶剂挥发;确保仪器处于正常工作状态;调整芯金输送链转速,以胶粘剂在芯金表面无积存为准;浸涂胶粘剂芯金的干燥时间随干燥温度和湿度、干燥芯金数量变化而调整;如果芯金表面温度达不到70 ℃,降低芯金输送链转速。
手工浸涂或自动浸涂生产线的输送链转速是2~3 m·min-1;芯金从胶粘剂中提出的速度应慢些,一般为1 m·min-1。用Zahn氏杯监控胶粘剂粘度,用溶剂调节胶粘剂粘度。
(3)喷涂胶粘剂
芯金喷涂胶粘剂时,2份胶粘剂用1份二甲苯稀释。
手工喷涂作业时胶粘剂粘度适当,否则难以喷涂均匀。底涂胶粘剂和面涂胶粘剂一般用专用溶剂稀释。
喷涂胶粘剂前预热芯金,以使其存留的水和溶剂等挥发掉,改善芯金表面的浸润性。推荐使用50目的过滤器,喷涂用的压缩空气必须经过油水分离器,喷枪中胶粘剂流量高、压力低。
胶粘剂喷涂方式有虹吸杯喷涂(如图10所示)和压力供给喷涂(如图11所示)。

图10 虹吸杯方式喷涂
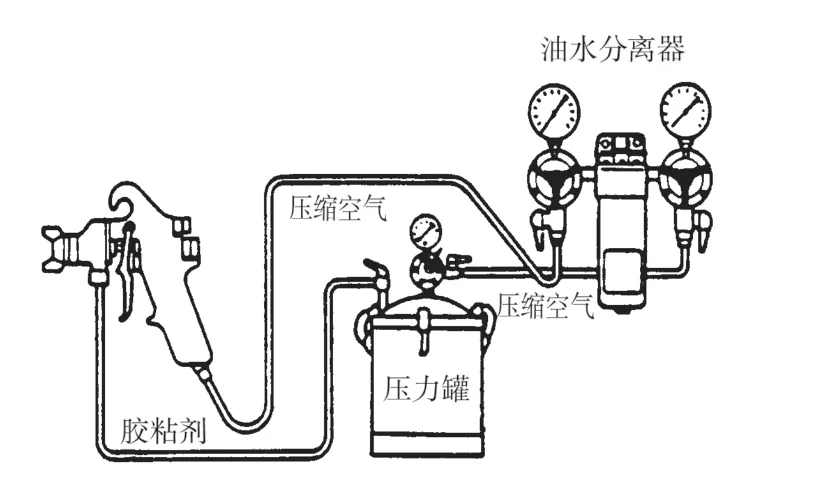
图11 压力供给方式喷涂
虹吸喷涂方式的优点为:成本低,维护简单,胶粘剂更换方便,采用0.2~0.4 MPa 油水分离器。缺点:装胶粘剂的容器容积有限,喷涂位置受限。
压力供给喷涂方式的优点为:可以在任何位置喷涂,气压控制为0.2~0.4 MPa,液体压力控制为41~103 kPa,添加胶粘剂频次很小,容器内连续搅拌。缺点:比虹吸方式消耗更多的气体,比虹吸方式成本高。
喷涂胶粘剂的芯金一般在60~80 ℃下干燥30~60 min,才用于硫化。加热源必须防爆,干燥时间取决于干燥温度、湿度以及季节。
机械自动喷涂固定喷枪不适应规格差异大、数量少的芯金作业,同时胶粘剂损耗大,因此机械自动喷涂目前只在企业试用过。
2 芯金脱胶分析
橡胶履带芯金脱胶如图12所示。导致芯金脱胶的因素是多方面的,芯金脱胶有底涂胶粘剂层与芯金脱离、底涂胶粘剂层与面涂胶粘剂层脱离、面涂胶粘剂层与橡胶层脱离、橡胶层破坏4种类型。
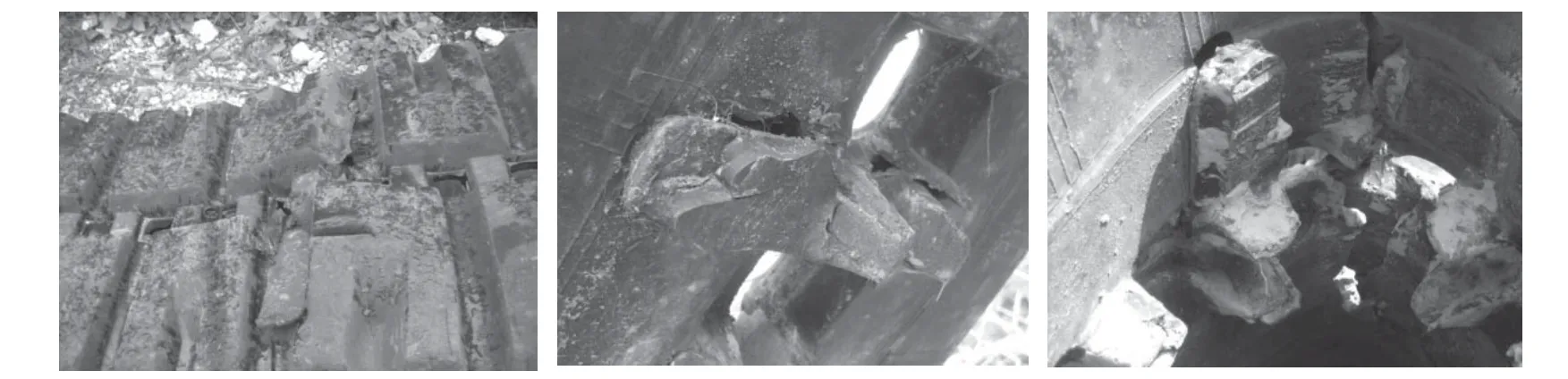
图12 橡胶履带芯金脱胶现象
2.1 底涂胶粘剂层与芯金脱离
底涂胶粘剂层与芯金脱离的粘合破坏概率为30%。底涂胶粘剂层与芯金脱离的主要原因和解决措施如下。
(1)芯金因素
(a)芯金喷砂处理不彻底,这是喷砂材料选用不当或未及时更换、喷砂时间不够造成的。解决措施:规范喷砂操作过程,采用适合的喷砂设备和喷砂材料,适时更换喷砂材料。
(b)芯金表面有喷砂残余物和粉尘,这是芯金喷砂后未清洗以及停放和/或磷化时污染造成的。解决措施:检控喷砂材料的筛余物,清洗芯金,保证芯金停放和磷化环境清洁。
(c)芯金喷砂后长时间停放导致表面氧化。解决措施:缩短干燥芯金停放期。
(d)芯金表面有油迹和污垢,这是芯金喷砂前后或喷砂过程中沾染油脂和污物等造成的。解决措施:保证芯金停放和喷砂过程环境清洁, 选用高质量的喷砂材料和清洗设备。
(e)芯金在热处理或焊接过程中形成污垢。解决措施:保证芯金喷砂和清洗到位。
(f)芯金底涂胶粘剂层过厚或过薄或厚薄不均匀。解决措施:规范胶粘剂涂覆工艺,严格按照工艺要求涂覆胶粘剂。
(g)芯金磷化不当,磷化液未及时更新、磷化层薄以及磷化液被污染。解决措施:规范芯金磷化操作,及时更新磷化液。
(2)胶粘剂因素
(a)胶粘剂过期。解决措施:在使用期限内使用胶粘剂。
(b)底涂胶粘剂错用稀释剂、稀释比例不当、搅拌不均匀以及底涂胶粘剂层过薄等。解决措施:按规范稀释和搅拌底涂胶粘剂,保证底涂胶粘剂层厚度。
(3)硫化因素
(a)橡胶履带硫化压力或时间不足,芯金底涂胶粘剂欠硫。解决措施:调整橡胶履带硫化时间或压力,或对涂履胶粘剂的芯金进行预固化处理。
(b)芯金表面的胶粘剂层被碰掉或划掉。解决措施:改进芯金涂覆胶粘剂及其后处理操作,成型时检查芯金胶粘剂层是否完整。
(c)在橡胶履带硫化和修边过程中,产生过多的粘合破坏应力。解决措施:加强橡胶履带成型、硫化和修边的工艺操作控制。
2.2 底涂胶粘剂层与面涂胶粘剂脱离
底涂胶粘剂层与面涂胶粘剂层脱离的粘合破坏概率为10%。底涂胶粘剂层与面涂胶粘剂层脱离的主要原因和解决措施如下。
(1)芯金表面被污染,底涂胶粘剂和面涂胶粘剂使用时未搅拌均匀。解决措施:规范芯金的表面处理工艺和胶粘剂的涂覆工艺,保证胶粘剂使用时搅拌均匀。
(2)芯金底涂胶粘剂干燥不够,预固化时间过长。解决措施:延长干燥时间或/和提高干燥温度,调整预固化时间。
(3)芯金的底涂胶粘剂和面涂胶粘剂配合不当。解决措施:选用匹配的底涂胶粘剂和面涂胶粘剂以及确定合理的胶粘剂涂覆工艺。
(4)胶粘剂中增塑剂迁移或增塑剂过量。解决措施:采用低迁移增塑剂品种,在121 ℃以下预固化底涂胶粘剂。
(5)底涂胶粘剂层或整个胶粘剂层太厚,胶粘剂层内出现剪切破坏。解决措施:调整胶粘剂层厚度。
(6)胶粘剂混合、稀释、涂覆和芯金干燥工艺不当,胶粘剂层硫化不理想。解决措施:加强胶粘剂混合、稀释、涂覆和芯金干燥过程控制,调整橡胶履带硫化条件。
2.3 面涂胶粘剂层与橡胶层脱离
面涂胶粘剂层(或单涂胶粘剂层)与橡胶层脱离的粘合破坏概率为50%。面涂胶粘剂层与橡胶层脱离主要原因和解决措施如下。
(1)胶粘剂因素
(a)胶粘剂过期或被污染。解决措施:严格控制胶粘剂存放时间以及储存和使用环境条件。
(b)胶粘剂混合、稀释、涂覆和芯金干燥工艺不当,芯金胶粘剂层厚度过小或不均均。解决措施:加强胶粘剂混合、稀释、涂覆和芯金干燥过程控制,保证芯金胶粘剂层厚度和均匀度在指标范 围内。
(c)涂覆胶粘剂的芯金停放时间过长,被污染。解决措施:及时使用表面处理完毕的芯金,保证芯金处理和放置环境清洁。
(d)芯金表面的胶粘剂层被破坏。解决措施:改进芯金涂覆胶粘剂及其后处理操作,预固化胶粘剂,保证胶粘剂层完整。
(e)胶粘剂喷枪内有水或油。解决措施:定期检查胶粘剂喷涂工具。
(2)硫化因素
(a)橡胶履带硫化模温、压力偏低,橡胶未完全充满模,模腔温度不均匀,导致欠硫。解决措施:调整硫化参数,确保橡胶充满模腔,提高硫化设备完好率。
(b)大规格芯金的胶粘剂预固化不充分。解决措施:调整芯金胶粘剂预固化温度和时间,保证胶粘剂充分预固化。
(c)橡胶硫化速度太快,装模时部分橡胶焦烧。解决措施,调整橡胶的硫化性能和装模温度。
(d)在橡胶履带硫化和修边过程中,产生过多的粘合破坏应力。解决措施:加强橡胶履带成型、硫化和修边的工艺操作控制。
(e)胶粘剂与橡胶的硫化性能不匹配。解决措施:选用适合的胶粘剂或调整橡胶配方。
2.4 橡胶层破坏
橡胶层破坏是芯金与橡胶粘合破坏的理想形态,橡胶层破坏的形式有:(a)光滑且薄的橡胶层破裂;(b)橡胶层较厚部位断裂;(c)橡胶层不规则破裂;(d)橡胶层整体断裂。
3 结语
芯金与橡胶粘合对橡胶履带质量至关重要,采用新材质芯金和新型胶粘剂,保证芯金表面处理和胶粘剂涂覆质量,改进橡胶履带硫化技术,可有效提高橡胶履带的使用性能和延长其使用寿命。
致谢:扬州中德输送工程有限公司毛秋工程师、武汉鑫瑞德化工有限公司刘晶晶工程师和上海洛德化学有限公司秦国忠工程师对本文的撰写提供了帮助,在此一并致谢。