带束层钢丝帘布双工位卷取单元结构的改进
2015-07-31李东来宁振祥李学刚
李东来,宁振祥,李学刚
(天津赛象科技股份有限公司,天津 300384)
带束层是子午线轮胎的重要受力部件,对其钢丝帘布拉伸率精度要求越来越高。目前带束层钢丝帘布采用小角度钢丝帘布裁断机自动生产线制备,通过导开、输入辊向剪床递布、裁断、接取机械手、接取后定位输送、拼接前定位送料、拼接、拼接后自动卸料、储料、分裁、包边贴胶等工序后帘布卷在小车上。
为防止粘连,钢丝帘布卷取时用垫布隔离;同时为避免卷取过程中帘布直接承受拉力,以垫布为输送媒介,拉动垫布;帘布卷取张力和卷取线速度必须恒定,卷取速度与生产速度匹配。
就目前带束层钢丝帘布裁断生产线卷取单元而言,前半部操作围绕剪床进行,为周期性间断动作;后半部操作为连贯动作,需要地坑储料兜使前后操作速度匹配。但受重力影响,地坑储料兜段帘布产生拉伸,导致帘布品质变差。同时根据工艺要求,帘布翻面需要在地坑内完成时,地坑内的帘布加长,即帘布在空中停留时间更长,进一步加剧帘布拉伸现象,很难保证帘布拉伸率精度达到要求。
本工作通过改进带束层钢丝帘布双工位卷取单元结构,调整帘布运行路径和收卷方向,将帘布翻面在卷取装置中完成,以免地坑储料兜造成的帘布拉伸,减小帘布拉伸率。
1 卷取单元结构
1.1 改进前
带束层钢丝帘布自动生产线改进前双工位卷取单元结构如图1所示。改进前双工位卷取单元中,钢丝帘布从上一单元传递到卷取单元工位一,通过地坑储料兜1使2个单元运行速度匹配。在卷取工位一中,帘布通过对中机构后,随垫布一起卷入料卷,垫布导开后经过纠偏机构,保证垫布中心与钢丝帘布中心重合。对中机构有计数功能,可通过程序计算卷取帘布长度,在卷取帘布长度达到设定值后停机,方便更换工位。
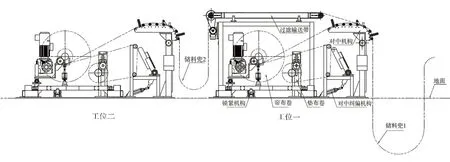
图1 改进前双工位卷取单元结构示意
改进前双工位卷取单元结构缺点:(1)工位一和工位二是独立机构,布局不紧凑,占地面积大;(2)工位二通过过渡输送带送料,工位一和工位二间需要通过储料兜2使2个工位的帘布运行速度匹配,容易导致帘布拉伸率公差超过要求;(3)帘布由工位二换到工位一时,需要电机反转收卷,影响工作节拍,操作时间较长。
1.2 改进后
带束层钢丝帘布自动生产线改进后双工位卷取单元结构如图2所示。改进后双工位卷取单元主要由入口机械对中、垫布纠偏机构、出口机械对中、小车导入、锁紧机构和过渡输送辊道组成。钢丝帘布由上一单元进入卷取单元工位一,通过储料兜使2个单元运行速度匹配,对中机构导正帘布,帘布通过计数机构后由小车完成卷取。待小车料卷满卷后,手工切断料头,即完成工位一卷取工作。帘布料头通过输送辊道引至工位二,帘布过渡输送为无动力自由式辊道输送,帘布直接进入小车卷取而不需要储料兜匹配2个工位运行速度,同时在工位一更换空载小车,初始化工位,待命。待工位二满卷后,切换至工位一继续工作。改进后双工位卷取单元效率比单工位卷取单元高,理论上小车更换可不停机,操作持续性更强,同时由于结构更加紧凑,抑制钢丝帘布拉伸的效果很好。改进前采用一次性使用的塑料垫布,改进后小车式卷取采用可重复使用的尼龙垫布,这既降低了生产成本,又提高了生产环保性。

图2 改进后卷取结构示意
另外,卷取单元结构改进前采用顺时针收卷形式,帘布来料方向与收卷方向相同,没有反卷(翻面)效果;卷取单元结构改进后采用逆时针收卷形式,帘布来料方向与卷取方向相反,帘布翻面在卷取工位内部完成。
2 卷取结构改进效果
2.1 减速电机
带束层钢丝帘布自动生产线卷取单元结构改进后,减速电机采用SA77DRE100LC4 BE5/TH/V高效电机(德国SEW集团产品)。电机机械效率η=0.7,电机输出减速比i=28.41,电机启动时间t=0.5 s,达到工作速度时料卷辊筒转过距离L=0.1 m,满料卷宽度B=300 mm,满料卷直径D=1050 mm,满料卷总质量m=700 kg。
根据假设条件钢丝帘布卷取减速电机的转速(线速度)如图3所示,其它工艺参数如下。

图3 减速电机的转速示意
(1)加速时间t′

(2)减速电机输出轴角加速度θ

(3)减速电机输出轴转速N
查手册得出N=16.63(r·min-1)。
(4)料卷辊筒的转动惯量JM

式中,D1和D2分别为料卷最大直径和最小直径。
(5)电机轴加速转矩Ts

(6)必须转矩TM
TM=TsS=416(N·m)(S为安全因数)。
(7)气制动静摩擦转矩TQ
查手册得出TQ=53(N·m)。
(8)TM+Ts<T
式中,T为减速电机输出转矩,查SEW电机手册可得。
本设计选取的钢丝帘布卷取减速电机可满足生产要求。对于减速电机而言,阻力矩不止一个。随着帘布卷取的进行,料卷直径增大,转动惯量和力矩动态补偿也增大。为了整条生产线运行速度匹配,减速电机要在近似恒线速度下运转,因此减速电机的线速度与料卷直径成反比例关系。
2.2 锁紧气缸
钢丝帘布满料卷质量m1=700kg,小车空载时质量m0=2200kg,小车滚动摩擦系数μ=2mm,小车轮子半径R=75mm,气缸型号为DNC-80-150-PPV-A,其返回行程时拉力F=2721N。
(1)小车满载质量m2

(2)小车轮子的摩擦力Ff

(3)Ff<F
本设计可以实现当人工更换小车时车头部分进入工位,触发行程开关并发出信号,气缸拉小车至工作位的半自动操作。
2.3 垫布成本
塑料垫布只能一次性使用,其消耗是持续的。带束层钢丝帘布卷取时使用塑料垫布,不仅提高生产成本,而且不利于环保。按每卷帘布长200 m,使用400 m塑料垫布(双层),每天使用20卷塑料垫布计算,每天使用的塑料垫布成本为1734元,一年使用的塑料垫布费用达63.3万元。采用重复使用的尼龙垫布,虽然小车制造成本较高,但其长远的经济性和环保优势明显。
3 结语
带束层钢丝帘布自动生产线双工位卷取单元结构改进后采用小车式尼龙垫布卷取帘布,抑制了帘布拉伸变形,提高了钢丝帘布质量,避免了工字轮式卷取造成的塑料垫布浪费,既环保又降低生产成本。但改进后的卷取单元机械结构较复杂和机加工成本较高的问题有待探讨解决。