试谈电阻炉温度控制系统的改进
2015-07-29刘立军
刘立军
摘 要:在科学技术快速发展的当今,依旧堪忧的是国内电阻炉温度控制设备的近况。在材料烧结、热处理等工艺历程中,一个很主要的步骤就是温度控制。直接影响着工件质量的就是温度控制精度。因此对电阻炉温度控制系统的改进尤为重要。该文关键探讨的是电阻炉的温度控制问题,要完成对电阻炉的温度控制,就一定要知道电阻炉的特点,炉温控制的基本原理,跟温度控制的设计相关,以完成对电阻炉温度的精确控制,满足热处理工艺对温度的控制精度和控制规律的需要。
关键词:电阻炉 温度控制 改进
中图分类号:TP2 文献标识码:A 文章编号:1674-098X(2015)06(a)-0096-02
在工业出产中,常常应用的重要被控参数有电流、电压、温度、压力、流量、流速与开关量。跟着计较机技术的发展,别开生面的数字控制,发展快速。凭借必定的硬件根蒂根基,针对指定的控制目标,完成一个高靠得住性,高效率的计算机使用体系,是当代工业与社会发展的急切需要。21世纪计算机技术的迅速发展,微电子技术的促进,让这一要求能够完成。与单片机对比,计算机集中控制热处理系统不但具备控制方便、容易与灵活性等好处,并且能够大幅度提升被控温度的技术目标,从而可以高效率的提升产物的质量与数量。基于这些好处,我们使用来计算机集中控制热处理系统对它们实施控制,是以,计算机集中控制热处理系统对温度的控制是工件热处理发展的方向。
1 什么是电阻炉
1.1 电阻炉类型的介绍
电阻炉的类型也能够说五花八门,这里讲解几种。高温台车式电阻炉主要使用在高锰钢衬板、高铬与高锰钢铸件、球墨铸铁、轧辊、钢球、浆泵、锤头破碎机、耐磨衬板淬火、固熔、正火、退火和每种机械零件热处理。台车式回火电炉,主要用于高铬铸钢轧辊回火、轧辊表面焊接修复后清除焊接应力回火和其他使用回火。井式电阻炉顾名思义是象水井式样的电阻炉,主要用于圆形工件、环件特别是风电法兰的热处理专用,也能用于电机制造业,电机转子热套加热用途。
1.2 电阻炉的构造
电阻炉主要由炉体、加热机构、温度控制机构组成。本文就只解说一下台式电阻炉吧。台式电阻炉由炉体与电控两部分结构而成。炉体部分主要包含炉壳、炉衬、加热元件、炉门和台车。炉壳从钢板和型钢焊接组成,炉衬使用节能型超轻质耐火砖、硅酸铝纤维和优质保温材料结构复合炉衬。加热元件用高合金电阻丝绕制成螺旋状安置于炉衬与台车搁砖上;台车能够来回移动,方便装卸料,其和炉壳间使用新颖自动密封,密封性能改善了;都要使用电动减速机构带动的是炉门的升降和台车的进出,耐热铸钢件为炉底板,并能选配台车倾斜卸料机构。
2 系统工作原理
这种掌控办法是从1台上位机工作站、打印机、Rs 485接口和几台下位机(从机)构成。为了完成分散性掌控、集中式管理就是集散式掌控的目的,体系把Pc机和几台单片机(从机)一起构成集散式智能温度控制体系。
操作人员能在Pc上位机上实施操作,经过Pc机的图形显示屏,实行对所有体系和下位机的监控,对下位机发出掌控命令的上位机,同时下位机向上位机报各数据,上位机对数据再做出合理的解决,经过这种相通形式,完成了分散控制与集中管理的最好结果。
下位机关键包含主CPU部分、通道输入、通道输出、键盘与显示部分。他们重要的工作是实现对温度的检验、显示、计算、输送和与上位机中间的联系,且各个下位机在本身的工作形式下,可以经过应用面板上面的键盘实行艺参数的布置,完善工艺曲线等操作,而在远程工作形式下,下位机不论是布置工艺参数还是操作工艺运行的状态与状况都统统受控于PC上位机,在控温的所有经过中,以图形的方式表示工艺曲线的是体系将会在显示屏上,而且描绘眼前的现实温度与运行情况,人机处于特别友好的合作状态。
上位机应用串行接口和每个下位机中间互相通信,实行每一种参数与命令的输送和接收,在下位机运行经过中,上位机收到下位机输送的工艺参数,同时对工艺数据实行记录和保存,展现工艺曲线于反映下位机的工作情况,这样供应了了解控温工艺的有效办法,同时上位机经过输送与读写命令对下位机完成远程监控。
3 控制系统软件设计
在单机片体系设计中的软件关键包含步骤连接体系U1,其中重要包含负责主步骤的初始化体系和与单机片U2实行连接。T0和T1中服务步骤(T0中断服务顺序实行采样、滤波、转换标度、处理越限、控制显示温度;T1中断服务顺序关键控制双向可控硅的通断)、采样子步骤(ADC0809以查询形式对IN0通道采样四次)、字滤波子步骤(使用防脉冲干扰平均值法滤波对4次采样值解决得平均值,以备PID运算与温度标度转换应用)、标度转换子步骤(参数经A/D转换后获得的数码值仅对应于参数的大小并不等于之前带有量纲的参数值,故一定要把它转换成带有量纲的数值方便展现)、PID运算子步骤(先求出实测温度对所需温度的偏差值是控制的原理,对偏差值解决而得到控制信号去调节电阻炉的加热功率)和其他子顺序(像为实行采样值数码展示而加入2到10进制转换子步骤与压缩BCD码成为单字节BCD码子步骤;为求取PID运算而加入把键盘设定值实行10到2进制转换的子步骤等)。
键盘监控程序设计。本体系功能比较难,思考到假如使用一键一义监控会因为按钮太多,造成本钱加多而且面板很难设置,用户操作也不容易,所以本设计使用一键多义的键盘监控顺序。详细是:(1)使用状态程序编码设计状态图,结构两张表(即状态表与索引表),监控步骤依据当前态码与键码查表一方面能够找到任务模块wORK0~WORK15中对应的某一项予以实施发出运行命令;另一方面能够用于下次推断解决所需的次态NEXT项。2)显示输出顺序设计。显示输出顺序包含初始化、经过DS1609得到单片机U1数据、控制设定温度值显示与现在温度值展示。
4 硬件设计
4.1 温度检测电路
使用铂电阻温度传感器,设计成电桥放大电路,把温度的改变变换成铂电阻的改变,电桥用电阻连成,再把铂电阻的改变变换成电桥电压的改变,这电压经放大后送0809芯片实施模数(A/D)变换,单一运放组成差动放大器是放大电路选用的,约200倍左右的放大倍数,补偿在运放内设有,能承受大的差动输写电压而且输写阻抗比较高。
4.2 A/D转换接口电路
扩展了一片模数(A/D)转换芯片ADC0809的是SDB-I型单片单板机,从而能完成8路的A/D输入,其口地址为:COOOH-C007H.ADC0809的A/D变换完成信号EOC和8031的P1.3脚相连,因此经过盘查P1.3脚是不是为高电平就能知A/D变换是不是己经完成8031能够读入变换好的数字目,而且把这数字目送到软件部门查表步骤的参数入口,从而查出它要对应的温度值,就是采样温度值。
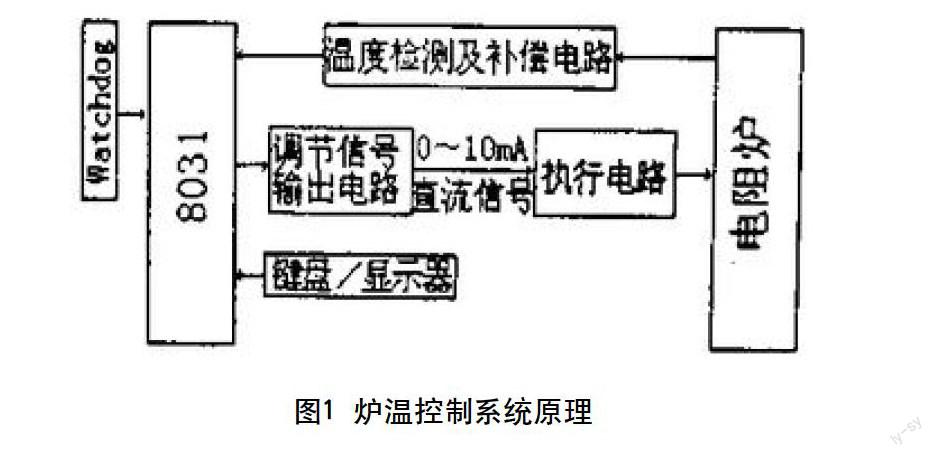
5 改造方案
分析之前温度控制体系原理图能知道,问题的主要在于体系中的温度指示调节仪TCW-32A的温度给定值布置需要手动实施。因此,作者应用了以8031单片机为重点的智能型温度调节仪TCW-32B,来替代之前炉温控制体系中的温度指示调节仪TCW-32A。温度调节仪TCW-32B与TCW-32A相比主要是增加了通讯功能,方便了计算机的集中控制。如图2所示的是改造后的炉温控制系统原理框图。
5.1 温度检查和电路补偿
体系的温度传感器依然使用铂铑10—铂热电偶。实用集成温度传感器AD590对热电偶的参比端温度实施补偿。
5.2 显示/键盘电路
本体系用四位LED展示,静态显示的接口使用MC14495芯片。键盘从0~9数字键、确定键、RESET键共12个键组成,能够布置工作温度与时间还有加热工件折线图代号。
5.3 调节信号输出电路
为了方便光电隔离,体系使用串行D/A转换器MAX531和V/I变换器AD694,并使用输出0~20 mA的连接形式。从软件实施公式转换,来把0~10 mA直流调节信号输出完成。
6 结语
体系结合智能控制技术、串行通信技术和热处理工艺技术于一体,具有很好的掌控与跟踪性能,准确度高的控温,在保证其它工艺的条件正常的状况下,提升了工件的质量,把能源消耗降低了,具备一定的社会经济效益。这体系完成了本地与远程两种工作形式,完成了人机的友好互动,操作容易方便,溫控数据能够及时实行解决与保存,从而大大提升了掌控精度。
参考文献
[1] 汪建宇,廖哲智.HD-Ⅱ型电阻炉温度控制系统[J].自动化与仪表,2001(1):45-49.
[2] 胡汉才.单片机原理及其接口技术[M].北京:清华大学出版社,1996.
[3] 崔宗芳,李斌.智能仪表输出通道的一种组成方法[J].自动化仪表,2000(7):46-48.
