三板溪水电厂2号机转子中心体渗水原因分析与处理
2015-07-28陈俊中
陈俊中
(五凌电力三板溪水电厂,贵州 锦屏 556700)
三板溪水电厂2号机转子中心体渗水原因分析与处理
陈俊中
(五凌电力三板溪水电厂,贵州 锦屏 556700)
摘要:三板溪电厂2号机因第一节补气管上下法兰、第二节补气管下法兰裂纹及密封老化失效等原因,造成补气管内水渗漏至发电机主轴内,在机组大发期间尾水水位上升时,主轴空腔内水溢至转子中心体内,造成转子中心体绝缘降低。在不进行机组A修将转子吊出情况下,创新提出将大轴补气管中段支承法兰割除,重新设计加工配合法兰搭焊在原支承法兰上的方法,解决补气管法兰配合间隙狭小难拆、难装难题,将裂纹法兰重新加工,彻底解决补气管法兰裂纹问题,成功避免2014年对2号机A修。
关键词:水轮机;转子中心体;渗水
0概述
三板溪电厂位于贵州省黔东南州的清水江上游,装机4×250MW,于2006年底全部投产发电。机组水轮机型号为HLA855-LJ-505,机组额定功率256.5MW、额定转速166.67r/min、最大水头156.5m、额定水头128m、最小水头97m,吸出高度-5.92m。机组补气方式采用自然补气,大轴补气管布置于主轴内,补气管由三节构成,其总长为14.9m,直管段为
402×15、材质为306不锈钢,直管法兰均采用1Cr18Ni9Ti钢材,其中,转子中心体以下为补气管第一、二节,中心体以上为补气管第三节。因补气管与尾水相通,当机组负荷较大,尾水水位较高时,补气管内水位将超过转子中心体高程,一旦补气管发生渗水,补气管内水将进入主轴并溢入转子中心体内,造成转子绝缘降低,甚至转子一点、多点接地,导致机组非事故停机或转子损坏等事故的发生。
1转子中心体渗水情况
2014年5月13日,巡视人员发现2号机风洞内空冷器外表面冷凝水较其他机组明显偏多,测量转子绝缘电阻为160kΩ(正常值为500kΩ~650 kΩ,报警值为20kΩ,停机值为5kΩ)。停机检查发现,转子中心体内大轴补气管支承法兰处大量渗水,中心体内部积水约3cm深。
2转子中心渗水原因分析
2.1补气管法兰、焊缝裂纹
为保证补气管整体垂直度及同心度,补气管法兰与直管采用套装焊接、整体车削方式进行加工,此次将大轴补气管整体拆除检查,发现补气管第一节上下法兰、第二节补气管下法兰焊缝均存在较严重的裂纹,部分裂纹接近法兰2/3圈(图1)。其原因可能为法兰焊缝残余应力未完全消除,裂纹主要产生在焊缝热影响区。
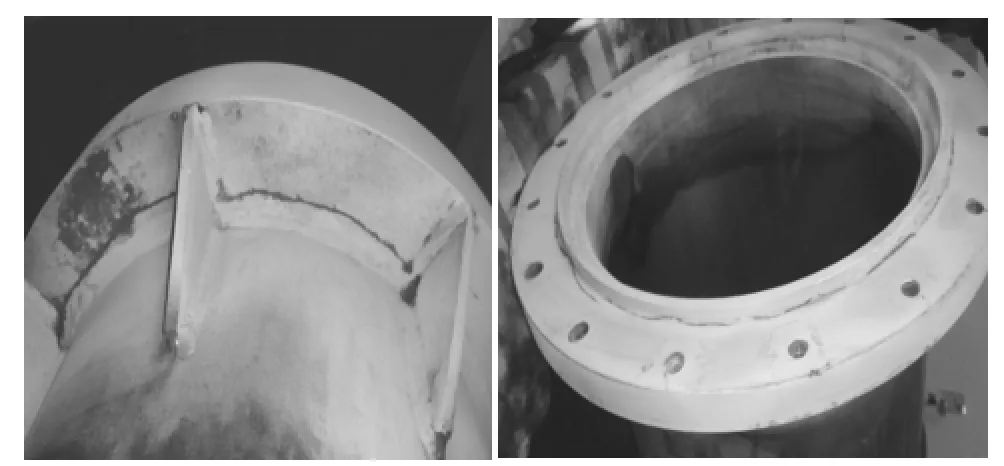
图1
2.2密封条老化失效(详见图2)
3补气管裂纹处理方法
由于转子中心体渗水发生在5月机组大发期间,采取将渗水部位转子中心体与第二节补气管支撑法兰封闭焊接充填专业堵漏材料,对支撑法兰与第二节补气管配合间隙进行封焊等临时措施,保证了机组正常运行。9月,在不进行机组A修将转子吊出情况下,因主轴内仅30cm宽的狭小施工空间、补气管法兰配合间隙仅0.5mm,要对大轴补气管拆装需克服装配精度高、起吊作业难度高、作业工序复杂等难题,为此,专门设计制作大轴补气管攀爬架,创新提出,将大轴补气管中段支承法兰割除,重新设计加工配合法兰搭焊在原支承法兰上的方法,解决补气管法兰配合间隙狭小难拆、难装难题,将裂纹法兰重新加工,彻底解决补气管法兰裂纹问题。其处理主要步骤如下:

图2渗水原因分析图
(1)拆除补气管底部法兰座,并通过泄水锥内转轮把合面顶部吊点将法兰座固定;
(2)制作2根约4m长丁字梯,丁字梯上部、下部均通过挂钩固定,挂钩焊接于大轴内壁,焊接位置应避开水导轴瓦区域;
(3)拆除发电机补气阀及顶罩;
(4)拆除第三节大轴补气管;
(5)用碳弧刨开原第二节补气管上部处焊缝,碳弧起刨点离第二节补气管法兰至少1cm,不得损坏第二节补气管法兰;
(6)将第二节补气管整体起吊,当第一节补气管法兰上升至中心体支撑法兰位置,用抱箍将第一节补气管抱住并搁置在支撑法兰上,将第一、二节补气管进行分离;
(7)将第一、二节补气管从主轴内分别吊出,并对法兰进行探伤检查;
(8)将存在裂纹的第一节补气管上下法兰、第二节补气管下法兰进行割除,并重新加工新法兰;
(9)重新制作第二节补气管上法兰配合环;
(10)将第一、二节补气管连接并回装;
(11)回装补气管底部支撑法兰,并与第一节补气管下法兰连接;
(12)将第二节补气管上法兰配合环焊接于原支撑法兰上部,保证配合间隙约0.5mm;
(13)回装第三节补气管及顶罩。
4转子中心体渗水防治措施
为保证转子中心体内在补气管发生渗水情况也不会对机组转子绝缘造成影响,同时,防止渗水通过转子与主轴连接法兰甩入推力轴承油箱,在转子中心体内构建密封腔,保证转子中心体内补气管发生渗水不被甩至转子上。主要方法如下:
(1)在转子中心体与大轴连接缝处涂抹乐泰596胶,防止渗水通过转子中心体与大轴把合缝甩至推力油箱;
(2)在转子中心体与大轴连接法兰与大轴补气管之间安装铝合金盖板,防止渗水在运行时甩至转子内。盖板由4块构成并设有2个观察窗,盖板外圈通过20个M16×60螺栓与大轴法兰进行连接,并通过密封条进行外圈密封;盖板内圈与大轴补气管通过石墨填料进行密封,填料由16个M8×30螺栓进行压紧;
(3)大轴补气管安装2瓣式吊环与盖板内圈进行连接,防止机组转动时盖板振动。
5结束语
通过此次处理,成功消除2号机大轴补气管裂纹导致转子中心体渗水重大缺陷,有效防止因大轴补气管渗水引发转子绝缘降低造成机组非事故停机事件的发生,成功避免2号机A修,节省维修费用约250万元、设备检测费约100万、备品备件购置费约100万,共计节省投资约450万元,按年设计发电量计算,可增发电量约1.25亿kW·h,增加发电收入4875万元,提高全厂机组等效可用系数5%,同时,也为国内外同类型机组补气管渗水检查处理积累了宝贵经验。
参考文献:
[1]国家能源局.DLT869-2012火力发电厂焊接技术规程[S].北京:中国电力出版社,2012.
[2]国家发展和改革委员会.JB/T4730-2005承压设备无损检测[S].北京:新华出版社,2005.
[3]中华人民共和国国家质量技术监督检验检疫总局.GB/T8564 -2003水轮发电机组安装技术规范[S].北京:中国标准出版社,2003.
中图分类号:TV738
文献标识码:B
文章编号:1672-5387(2015)04-0044-02
DOI:10.13599/j.cnki.11-5130.2015.04.013
收稿日期:2015-01-26
作者简介:陈俊中(1982-),男,工程师,从事水电厂机械维护检修管理工作。
