桐子林水电站定子定位筋安装技术
2015-07-28路建斌李中杰高翀恒河海大学水利水电学院江苏南京0098河海大学能源与电气学院江苏南京0098中国水利水电第七工程局有限公司四川成都6008
程 相,郑 源,路建斌,李中杰,高翀恒(.河海大学水利水电学院,江苏 南京 0098;.河海大学能源与电气学院,江苏 南京 0098;.中国水利水电第七工程局有限公司,四川 成都 6008)
桐子林水电站定子定位筋安装技术
程相1,郑源2,路建斌3,李中杰1,高翀恒1
(1.河海大学水利水电学院,江苏 南京 210098;2.河海大学能源与电气学院,江苏 南京 210098;3.中国水利水电第七工程局有限公司,四川 成都 610081)
摘要:定子定位筋的安装质量影响水电站的安全运行,美国大古力Ⅲ厂水轮机定子定位筋固定焊缝曾发生过断裂事故,使部分铁芯在磁拉力作用下发生移动,导致定子转子发生摩擦,因此近年来定子定位筋的质量受到越来越多的重视。这里简单介绍了桐子林水电站定子定位筋现场安装准备以及安装工艺。定位筋安装采用先装焊定位筋,合格后再叠片的方式。由于桐子林水电站所处位置昼夜温差大,施工过程中采取了温度控制措施防止定位筋发生变形。
关键词:水电站;定位筋;测圆架;安装;焊接
1概述
桐子林水电站装设4台水轮发电机组,总装机容量为600MW。发电机定子机座分六瓣制造和运输,在工地组焊成整体,基座基础板12块,为径向销钉浮动式结构。发电机定子直径达到17600mm,高度为1845mm。总共分五层环板,定位筋162根。发电机由东方电气集团东方电机有限公司制造,由中国水利水电第七工程局施工安装。由于该地昼夜温差大,对测量产生较大的误差,对施工带来一定的困难。赵七美[1]以小湾水电站为例对大型水轮发电机定子定位筋安装进行过介绍;罗涛[2]对定位筋安装质量控制做过研究;苗亚旭[3]等对定位筋安装时采用“片-筋-片”安装方法进行了描述。桐子林水电站采用先安装定位筋,再叠片的方式进行施工,这种方式施工程序简单,可在同类型定子定位筋安装过程中进行推广。
2施工流程
定子定位筋现场安装施工工艺流程见图1所示。制定合理的施工安排,可以缩短施工周期,提高工作效率。
3定位筋安装
3.1定位筋安装准备
全面清扫、检查、处理每根定位筋及附件,并用纱布、细平锉等清理,去除定位筋各工作面的毛刺等。用水准仪测量定子机座下环板圆周波浪度,如果全圆波浪度大于5mm,需要对下环板相对较高的部位进行打磨处理。为了满足现场定位筋调整要求,将自制的定子防尘棚安装就位。为了避免温度剧烈变化所产生的测量误差,确保在恒温环境下下进行定位筋的安装,在防尘棚六个位置各架设1台空调进行温度的控制,空调位置见图2所示。在定位筋安装过程中,把温度控制在20℃左右,确保温度变化在3℃以内。

图1定位筋安装工艺流程图
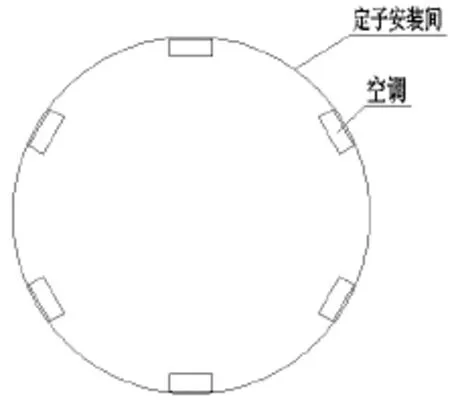
图2空调布置图
利用定位筋矫直平台检查每根定位筋,平直度应不大于0.3mm,如有超出,则利用定位筋矫直平台对其进行矫直处理,直到符合标准。选取18根平直度不大于0.15mm的定位筋作为大等分基准筋备用。复测定子测圆架中心柱垂直度,应满足不大于0.02mm/m。
3.2基准筋安装
装配定位筋安装采用大等分弦距的方法,九根定位筋的位置确定是非常重要的,第一根定位筋在机座分度圆上位置需要确定周向和径向两个方向的位置。基准定位筋不仅是各筋安装分度起点,也是分布半径的校对基准[4]。首先将1号定位筋中心与+Y方向对正,偏差不超过0.5mm。安装定位筋托块,将托块从上至下穿入,并用固定工具固定定位筋。用内径千分尺对1号基准筋进行调整,将第2层环板处定位筋半径调整到7990(-0.05~0.1)mm,然后测圆架对零。用测圆架初步测量1号基准筋的径向扭斜不大于0.05mm,径向及周向垂直度应不大于0.05mm/m,检查定位筋中心和+Y方向的方位偏差应不大于1mm。用内径千分尺测量第2环定位筋半径应满足设计要求,然后将该处位置点焊,电焊完毕后复测定位筋半径应满足要求。在定位筋径向和侧面架设钢琴线。采用吊钢琴线的方法测量定位筋径向和周向垂直度,并根据测量数据对定位筋进行调整[5]。调整过程中,需要彼此兼顾,调整好一环后,即拧紧C型夹、单头顶住等对定位筋进行牢固固定,同时将径向调整钢楔打紧。
1号基准筋搭焊。将1号定位筋托块搭焊在机座环板上,搭焊焊缝为托块两侧焊缝。一环搭焊完成后,应及时复测数据有无变化,如有较大变化,则应调整搭焊顺序及搭焊量,再行复查。如无法通过焊量及焊接顺序修正的,则用砂轮机抹掉焊点,重新调整,直至合格为止。进行下一环搭焊前,应先对其垂直度、周向、径向数据进行复测,直到所有托块搭焊全部完成。1号基准筋应满足如下要求:
①定位筋径向、周向倾斜:≤0.05mm/m;
②用内径千分尺测量定位筋绝对实测半径:7990(0.05~0.10)mm;
选1号基准筋正面中间一点做为测圆架测量基准(2环位置),并做好明显测量标记。后续定位筋的安装,均以此点为基准进行测量控制。
3.3大等分定位筋安装
大等分定位筋的安装首先要把1号基准定位筋作为基准,把整圆等分为9段。即1号、19号、37号……145号定位筋。同基准筋方法,先将其挂上机座临时固定。将定位筋弦距测量工具把合在各定位筋第2、4环板同一高度水平位置上。
用中心柱及内径千分尺测量19号、37号、55号……145号定位筋半径、径向扭斜、以及弦距等,并根据测量数据,采用1号筋调整方法,对其进行调整。测量合格后,将定位筋托块焊接在定子环板上。测量每跨定位筋水平弦距,满足以上要求,检查合格后,拆下测量工具。
大跨度9等分定位筋调整、点焊、验收完成后,再进行18等分定位筋调整,其旋距测量以相邻两根筋为基准进行均分。垂直度、向心度调整方法同9等分调整方法一致,全部调整检查合格后,按上述方法进行点焊固定。
3.4大跨距内定位筋安装与调整
采用专用工具将定位筋的托板固定在定子机座环板上,先将定位筋第2、4层环板托块焊接在环板上,焊缝为两侧焊缝,焊缝长度约4~6mm。利用定位筋调整检查工具,对定位筋在机座其余环板位置的弦距和半径进行调整。
用定位筋弦距双头顶柱将在机座同一环板间定位筋全部水平撑紧,在定位筋等分大跨距内,检查定位筋在机座环板间的弦距,用测圆架测量定位筋在机座这一环板间半径及径向扭斜。全部检查合格后,托块两侧中间位置各搭焊一点,见图3。
3.5定位筋托块焊接
焊接方式采用CO2气体保护焊,焊接顺序为:3 环-2环-4环-1环-5环(大齿压板为第一环),先焊径向两侧,再焊周向[6]。焊缝均为角焊缝,采用多道多次对称焊角,焊角为14mm。
每次焊接后都要检查定位筋半径和弦距,对发生变形的定位筋及时进行焊接顺序调整,确保满焊后符合规范要求。每层焊接时各筋间用双头千斤顶顶牢,整圈闭合。焊接完成后,待焊缝冷却至室温时方可拆除千斤顶。
定位筋焊接完成后,检测定位筋各数据应符合以下要求:
①各环板处的定位筋绝对半径应在7990 (0~+0.30)mm以内,圆度在0.42mm以内;
②用测圆架测量同高度相邻两筋半径差≤0.12mm;
③用测圆架测量定位筋向心度|R1-R2|≤0.10mm;
④对焊缝进行外观检查,对焊缝进行无损探伤检查(PT)。
3.6定子定位筋安装检测标准
表1所示为定子定位筋安装的部分检测项目的国家标准、厂家标准、企业标准。
在施工过程中,施工人员严格按照规范标准进行定位筋的安装,控制施工质量。经检测,多项数据超过国家标准。

图3托块焊接位置
4结语
定子是发电机的重要部件,而定位筋的安装质量又对定子的整体性,安全性起到至关重要的作用。定位筋的安装质量是定子铁芯内圆几何形状的保证,同时定位筋作为铁芯和机座之间的传力元件,其与机座联接的焊接强度也是不可忽视的。桐子林水电站在施工过程中受到大温差的影响,通过制定合理的施工工艺,不断发现问题和解决问题,调整优化施工方案,在计划工期内圆满完成安装任务,使各项数据符合标准。

表1检测标准 单位:mm
参考文献:
[1]赵七美.大型水轮发电机定子定位筋安装技术[J].水电站机电技术,2009,32(5):41-43,49.
[2]罗涛.金安桥水电站定子定位筋安装质量控制[J].水力发电,2011,37(1):83-85.
[3]苗亚旭,陈满星.龙开口水电站定子组装施工工艺[J].水力发电,2013,39(2):81-83.
[4]付元初.水轮发电机定子现场装配[J].水电机电安装技术,1984(03):1-12,35.
[5]全彬,杨焱.水轮发电机定子浮动式双鸽尾筋调整工艺浅析[J].贵州水力发电,2006,20(1):45-47.
[6]张素芬,焦兴平,吐尔逊.水轮发电机定子现场整体装配[J].水电站机电技术,2006,29(5):77-79.
[7]张世明.拉西瓦水电站1号机定子铁芯现场叠装[J].黑龙江科技信息,2008,(11):20-22.
[8]中华人民共和国国家质量监督检验检疫总局,中国国家标准化国立委员会.GB/T8564-2003.水轮发电机组安装技术规范[S].北京:中国标准出版社,2004.
中图分类号:TV734.2
文献标识码:B
文章编号:1672-5387(2015)04-0035-03
DOI:10.13599/j.cnki.11-5130.2015.04.010
收稿日期:2015-01-04
作者简介:程相(1992-),男,硕士研究生,研究方向为水利水电工程及流体机械。
