基于IWO算法的注塑成型工艺参数研究
2015-07-28陈亮
陈亮
(泰山职业技术学院信息工程系,山东 泰安 271000)
基于IWO算法的注塑成型工艺参数研究
陈亮
(泰山职业技术学院信息工程系,山东 泰安 271000)
注塑成型是塑制品生产中最常用的生产工艺,而塑制品的收缩比率是影响产品质量的关键因素.本文以聚丙烯(PP)和聚苯乙烯(PS)为原料的塑制品作为研究对象,确定了注塑工艺中影响塑制品收缩比率的相关参数,主要有熔融温度、注射压力、保压压力和保压时间,通过数学模型研究了以上参数对PP和PS的影响,采用入侵杂草优化(IWO)算法对参数进一步优化.优化结果表明,该模型和算法有效地解决上述问题.
IWO算法;优化;注塑成型;回归
1 引言
市场竞争趋于激烈,若在市场中占有一席之地,必须做到品质高、价格低、周期短.在塑制品生产中,注塑成型工艺的效果好、精度高、工艺复杂度适中,广泛应用到塑制品行业.注塑成型过程主要是借助高压将处于高温的聚合物注入到模具的受体中,保持高压等待冷凝.注塑成型工艺可分为四个阶段:塑化,注塑,包装和冷却.过程看似简单,然而机器的型号、参数和工艺条件均影响成型的质量,若参数设置不当可能导致产品表面粗糙、精度降低,造成生产成本增高、延迟交货等问题,现在多采用过程最优模型研究注塑成型参数[1].
目前有部分企业采用CAE技术进行生产,但是CAE技术通常要求较强的专业知识背景,使得CAE技术普及推广有一定难度,难于发挥CAE技术的作用,特别是新产品开发方面阻力更大,对人员的经验要求更高[2].现存文献表明,影响产品的参数为熔化温度,熔化温度,保压压力,保压时间和注射时间,文献采用的方法多以DOE模型为基础,而该模型以假定压力方向已知为前提,然而翘曲的压力通常来自三个不同的方向,即使同一个方向亦存在反对称收缩[3].在本文中,采用回归模型和IWO算法拓展了DOE模型,改善了DOE模型.
2 实验数据
实验采用的数据经过Taguchi方法修正的正交阵列.输入参数包括:注射压力、熔化温度、保压压力和保压时间.输出参数为收缩比率,这是最关键结果.实验材料为聚丙烯(PP)和聚苯乙烯(PS),聚丙烯是熔点指数为4.5克/10分钟的MH-418,聚苯乙烯是熔点指数为7.5克/10分钟的LGH-306.实验结果见表1.
3 建模过程
通过使用回归模型确立输入与注射成型输出变量之间函数关系,使用线性多项式、二次项对数等进行回退淘汰法修正[4],标准设为95%可信区间(P值小于0.05),即可信区间达到95%选择,其它淘汰,结果见表2.
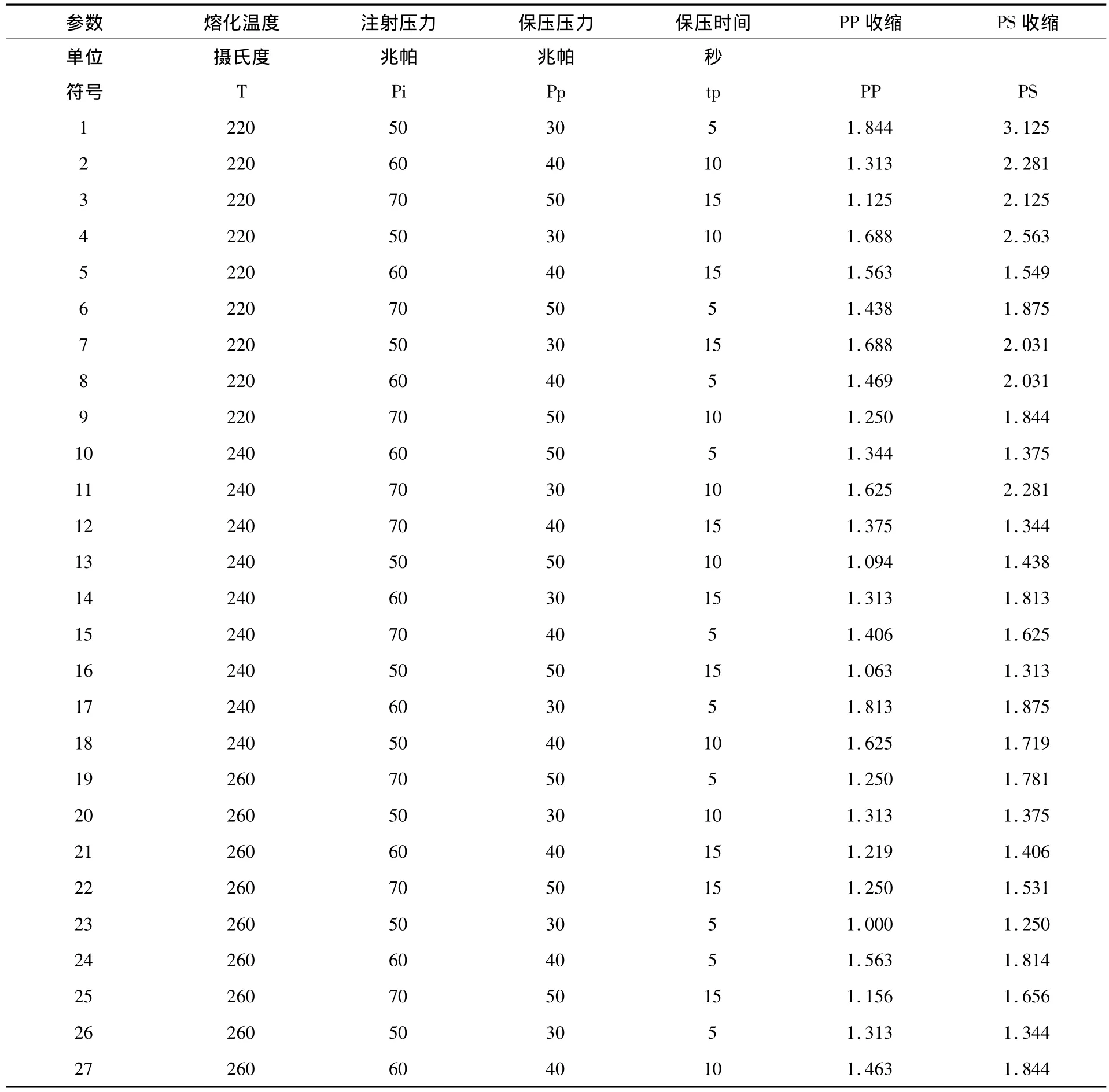
表1 实验结果

表2 聚苯乙烯模型的P值选择结果

表3 R2回归模型测试结果
选择模型的关键是相关系数.解收缩比率的方程得到收缩的相关系数(R2,值),见表3.从表3得知二次项最适合.进一步处理模型的正态概率残差图的有效性,如图1和图2.
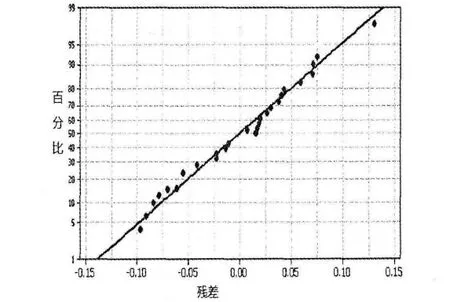
图1 PP收缩结果

图2 PS收缩结果
从图1和图2可知两模型分布正常,各点的偏差在准许范围内,表明模型(见表4)可用,该模型将在IWO算法中用于输入变量的优化.

表4 回归模型
文献表明,方差分析(ANOVA)采用F-检验有助于证明四个输入参数的重要性.假设存在n个值记为yi,则期望值设为,记方差为SSi,其中
其中,DFi(i=1,…,4)反映了负因子的影响程度.

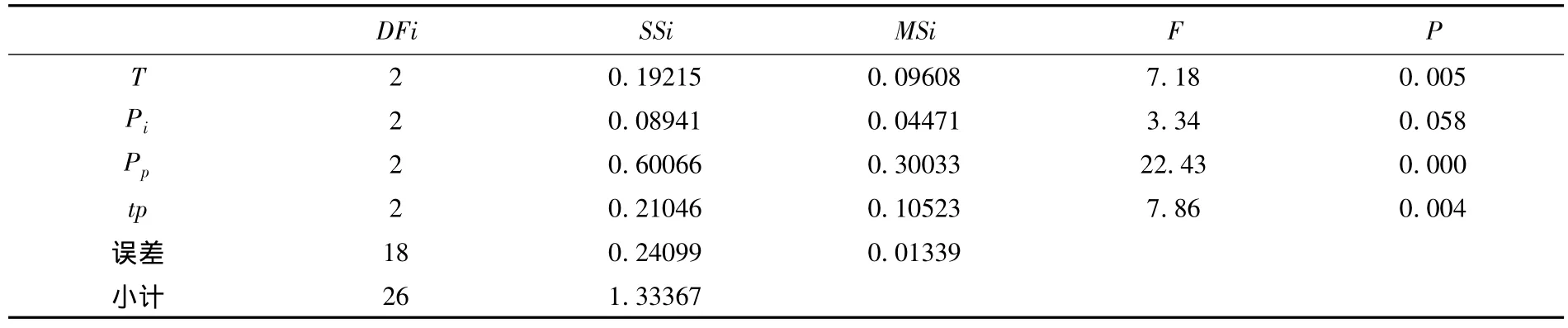
表5 实验材料为PP的ANOVA计算结果

表6 实验材料为PS的ANOVA计算结果
由以上两表可知,注射压力对两种材料的收缩影响最小.若可信区间设为90%,根据表7中F的值可断定注射压力对PS参数输出的重要性可忽略.用ANOVA计算每个输出参数的贡献率,记为

计算机结果见图3.由图3可知,保压压力和熔化温度对收缩的影响最大.
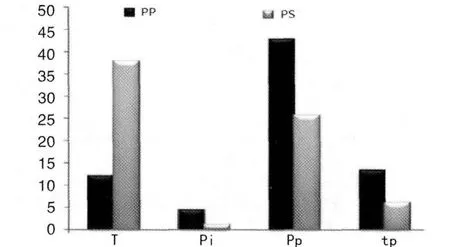
图3 参数贡献率
从而采用表5中的二次项回归模型在3D图中展示出两者间的相互作用.当另外两个参数保持在中等水平时不变时,保压压力和熔化温度是变化的,不固定的.图4表明保压压力和保压时间共同对PP收缩的影响,当保压压力增大而保压时间减少时收缩最小;图5表明保压压力和熔化温度共同对PS收缩的影响,当增加熔化温度而降低保压压力时收缩最小.
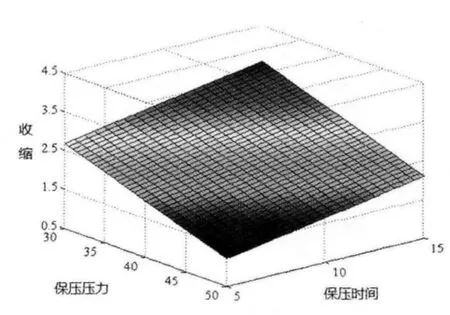
图4 保压压力和保压时间对PP收缩的影响

图5 保压压力和熔化温度对PS收缩的影响
4 优化算法
野草入侵算法(Invasive Weed Optimization,IWO)是一种受野草启发而提出的、基于种群的数值优化计算方法,其执行过程是模拟野草的殖民化过程,作为一种全新的优化计算方法,IWO算法具有易理解、易编程实现的特点,具有较强的鲁棒性、自适应性和随机性[4].
在IWO算法中,一粒种子代表问题的一种解决方案,通过参数设置将回归模型与之对应.随机生成一个参数集合作为IWO算法的初始种子.由于问题的目标是收缩的最小化,因此种子的适应度对应收缩的程度.种子的产生:将回归模型中的两个参数交换位置.在每一步迭代中,判断两种子是否需要交换的依据是其距离的是否低于指定的标准方差,

在公式中σiter是当前迭代的标准差,itermax为最大迭代数,iter是当前的迭代次数,σinitial、σfinal分别是初始和最终的标准差.IWO算法的执行步骤见图6,详细步骤参考相关文献.
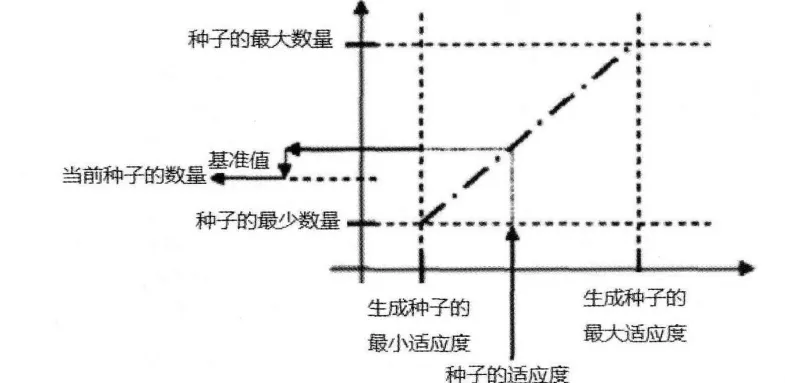
图6 种子的产生过程
本文算法在Matlab7下实现,得到的优化后的参数和预计输出见表7.从表7可知,在当前参数设置下,两种材料的收缩率都低于1%.正如表8所示,优化后两种材料的收缩率分别提高了35.7%和25.6%,PP提高明显,PS亦有部分提高.

表7 优化结果

表8 结果比较
5 总结
翘曲变形是注塑过程中出现的主要缺陷,这主要是因为反对称收缩现象的存在.本文以PP和PS为材料,研究注塑过程中关键步骤,确定了解决问题的数学模型,采用IWO算法优化参数,使用新参数后,PP的收缩率降低了35.7%,PS的收缩率降低了25.7%,可见优化效果明显.
[1]熊爱华.短玻纤增强聚丙烯复合材料气体辅助注塑成型真三维模拟[J].高分子材料科学与工程,2012,28(9):500-506.
[2]罗超.CAE技术在注塑模具上的应用[J].煤矿机械,2011,9(5):411-415.
[3]徐阳.线性自回归模型的自回归分析[J].高等函授学报,2010,2(2):178-179.
[4]陈亮.杂草优化算法在多机电力系统中的应用[J].山东农业大学学报,2013,44(4):634-639.
[5]宋满仓.微流控芯片基片与盖片一体化注塑成型研究[J].材料科学与工艺,2013,1(1):471-475.
Parameter Study in Plastic Injection Molding Process using IWO Algorithm
CHEN Liang
(Department of Information Engineering,Taishan Vocational and Technological College,Tai'an,271000,China)
Dimensional change because of shrinkage is one of themost important problems in production of plastic parts using injection molding.In this study,effect of injection molding parameters on the shrinkage in polypropylene(PP)and polystyrene(PS)is investigated.The relationship between input and output of the process is studied using regression method and Analysis of Variance(ANOVA)technique.The selected input parameters aremelting temperature,injection pressure,packing pressure and packing time.Effectof these parameters on the shrinkage of above mentioned materials is studied using mathematical modeling.Invasive Weed Optimization(IWO)algorithm is applied to the developed mathematicalmodels.The optimization results show that the proposed models and algorithm are effective in solving thementioned problems.
IWO algorithm;optimization;plastic injection molding;regression
TP311
A
1672-2590(2015)03-0023-06
2015-03-23
陈 亮(1970-),男,山东德州人,泰山职业技术学院信息工程系副教授.
