响应面优化含紫苏油粕高水分挤压蛋白工艺研究
2015-07-25田海娟朱珠张传智王成震吉林工商学院食品工程学院吉林长春3006吉林工商学院粮油食品深加工吉林省高校重点实验室吉林长春3006
田海娟,朱珠,张传智,王成震(.吉林工商学院食品工程学院,吉林长春3006;.吉林工商学院粮油食品深加工吉林省高校重点实验室,吉林长春3006)
响应面优化含紫苏油粕高水分挤压蛋白工艺研究
田海娟1,2,朱珠2,*,张传智2,王成震1
(1.吉林工商学院食品工程学院,吉林长春130062;2.吉林工商学院粮油食品深加工吉林省高校重点实验室,吉林长春130062)
摘要:以紫苏油粕和大豆蛋白为原料,并加入谷朊粉,采用双螺杆挤压技术,通过单因素试验和中心旋转组合试验确定高水分挤压组织化的植物蛋白产品最优工艺。结果表明,紫苏油粕加入量对高水分挤压蛋白质构与感官品质影响较大,含紫苏油粕高水分挤压组织蛋白产品最佳工艺条件:紫苏油粕10%、物料水分含量50%、挤压温度130℃。
关键词:紫苏油粕;高水分;挤压;谷朊粉
紫苏(别名:回回苏、红苏、红紫苏、赤苏、香苏等),为唇形科野芝麻亚科塔花族一年生直立草本植物[1]。紫苏在我国有两千多年的栽培历史,资源丰富;一部分用作药材,其余大部分取籽粒榨油用于工业或做食用油。紫苏籽中含多种营养成分,朱国君[2]报道紫苏籽总蛋白质含量在20%~23%之间,脱脂后紫苏籽饼粕蛋白质含量更高,其中所含18种氨基酸,组成比较全面。紫苏籽粕目前主要用作动物饲料蛋白添加物,其综合利用率较低。本试验研究利用紫苏粕,同时添加谷朊粉和大豆蛋白,采用双螺杆挤压机对组织蛋白进行高水分挤压,利用中心旋转组合试验研究原料配比与挤压工艺对产品品质的影响,为提高紫苏油粕综合利用率和改善挤压产品的口感提供参考。
1 材料与方法
1.1材料
紫苏油粕:粮油食品深加工吉林省高校重点实验室自制;小麦活性谷朊粉:扶风县谷物蛋白厂;HGKA80型大豆分离蛋白粉:哈高科大豆食品有限公司。
1.2设备
SQW-601超微粉碎机:山东三清不锈钢设备有限公司;EV25型双螺杆挤压机:法国克莱斯特罗CLEXTRAL;400多功能真空包装机:中国南通濠河包装机械有限公司;电子称;TA-XT2i型质构仪:美国Brook-field。
1.3方法
1.3.1成分测定
水分测定依据GB/T21305-2007《谷物及谷物制品水分的测定常规法》进行,蛋白质测定依据GB5009.5-2010《食品中蛋白质的测定》方法,脂肪测定按照GB5009.6-2003《食品中脂肪的测定》方法,粗纤维测定依据GB/T5009.10-2003《植物类食品中粗纤维的测定》进行。
1.3.2氮溶解指数
以氮溶解指数表征蛋白质的溶解性。准确称取1.0 g紫苏油粕,加入50 mL蒸馏水,0.1 mol/L NaOH溶液调节pH至8.0,室温下磁力搅拌,搅拌时间为1 h,5 000 r/min室温下离心10 min,离心后收集上清液,用凯氏定氮法对上清液中样品及未处理样品中的含氮量进行测定[3]。氮溶解指数计算公式:氮溶解指数(NSI)/%=上清液含氮量/样品总含氮量×100。
1.3.3工艺流程
紫苏油粕→超微粉碎→挤压原料调配(添加谷朊粉、大豆蛋白粉)→调整水分→挤压→质构检测→品质检测
1.3.4单因素试验设计
经过前期多次试验和比较,试验选取3个主要影响因素作为研究对象,分别为紫苏油粕添加量、物料水分含量、挤压温度,进行单因素试验;混合原料中加入35%的谷朊粉,能显著提高挤压组织化产品的组织化和纤维化程度,因此试验混合原料中谷朊粉量不变,改变紫苏油粕添加量,相应调整大豆蛋白粉的添加量。
挤压温度130℃,紫苏油粕添加量为15%,物料水分含量分别调整为40%、45%、50%、55%、60%进行单因素试验;物料水分含量为50%,挤压温度为130℃,试验设计中紫苏油粕量增加,大豆分离蛋白粉加入量相应减少,分别按5%、10%、15%、20%、25%加入紫苏油粕;样品水分含量为50%,紫苏添加量为15%,挤压温度分别为120、125、130、135、140℃进行单因素试验。
1.3.5挤压产品质构测定
测定时预先将样品切成长度为2 cm的正方形,每个样品测定3次,取其平均值。质构仪操作参数:探头P/35,测试前速度2.0 mm/s,测试速度1.0 mm/s,测试后速度2.0 mm/s,下压程度50%,间隔时间5 s,往复运动两次。
通常用横切力的大小来表征剪切强度的大小,用横切所做的功与纵切所做的功的比值来衡量组织化程度的大小,即组织化度;组织化度=纵切所做的功/横切所做的功[4]。
1.3.6挤压产品感官评价
含紫苏籽粕高水分挤压样品的感官品质用打分法,请实验室具有感官鉴评经验的10名专业研究人员对高水分挤压产品的各项感官指标打分,对样品感官分数进行统计,取其平均值,评分标准见表1。

表1 感官评分表[3]Table 1 Sensory evaluation standard
2 结果与讨论
2.1原料理化特性分析
低温脱脂紫苏油粕粉理化特性见表2。
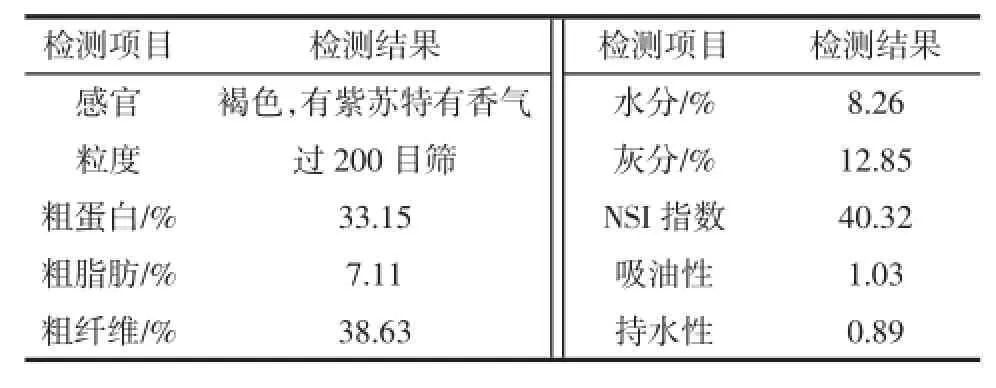
表2 低温脱脂紫苏油粕粉理化特性Table 2 Physi-chemical properties of the low-temperature defatted Perilla meal protein flour
2.2单因素试验结果与分析
2.2.1紫苏油粕添加量对紫苏油粕高水分挤压组织化品质的影响
根据1.3.4中单因素试验设计,试验研究紫苏油粕添加量对高水分挤压组织化样品的影响见图1。
紫苏油粕含量会直接影响到产品的风味,添加过多导致风味不佳,添加过少紫苏油粕的利用率降低。由图1可知,随着紫苏油粕的添加量的增加,挤压产品的感官品质与组织化度变化趋势一致,即先升高后下降,组织化度在紫苏油粕添加量为15%时,达到最高值1.19,当紫苏油粕添加量大于15%,组织化度显著降低,这是由于紫苏油粕中粗纤维含量相对较高,当添加量过多时,在一定的挤压条件下影响产品的组织化度,添加量过多,产品因紫苏油粕的香气过于浓郁而导致感官品质下降。

图1 紫苏油粕添加量对产品感官品质与组织化度的影响Fig.1 The effect of Perilla oil meal amount on product quality and texturized degree
2.2.2物料水分含量对紫苏油粕高水分挤压组织化品质的影响
根据1.3.4中单因素试验设计,研究不同的物料水分含量对含紫苏油粕高水分挤压组织化品质的影响,结果见图2。

图2 物料含水量对产品感官品质与组织化度的影响Fig.2 The influence of material moisture content product quality and texturized degree
水分含量对植物蛋白挤压组织化过程产生显著地影响,水分含量的多少影响到挤压组织化原料中蛋白质与水接触产生交联的程度,进而影响挤压产品的组织化程度和感官品质。由图2可知,产品的感官品质与组织化程度变化一致,物料含水量在40%~55%区间时,组织化度与感官品质随着水分含量的增加而升高,物料含水量为55%,达到一个峰值后,随着物料含水量进一步提高其组织化度与感官品质呈下降趋势。这是由于挤压温度不变的情况下,随着物料含水量的增加,物料在挤压腔体中变稀,所受的压力降低显著,其组织化程度降低,对感官品质影响也较大。
2.2.3挤压温度对含紫苏油粕高水分挤压组织化品质的影响
温度对挤压产品的质构有较显著影响,根据1.3.4中单因素试验设计,研究不同的挤压温度对含紫苏油粕高水分挤压组织化的影响,结果见图3。
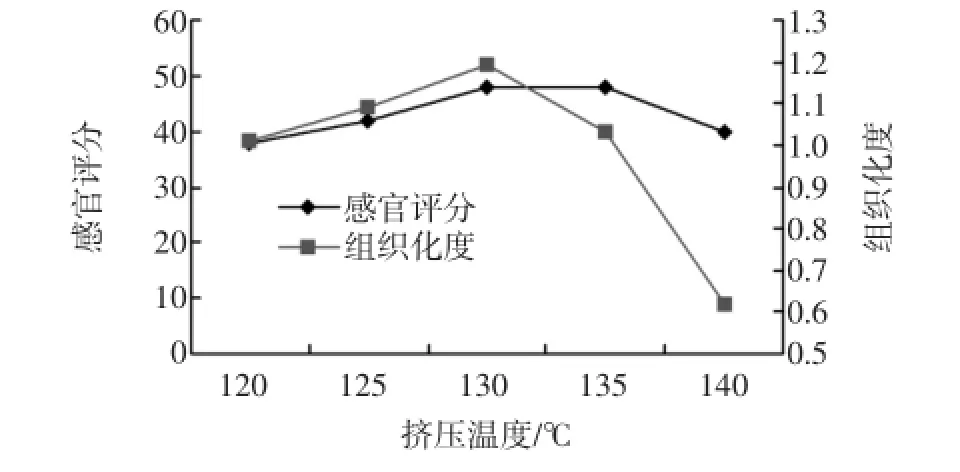
图3 挤压温度对产品感官品质与组织化度的影响Fig.3 The effect of extrusion temperature on product quality and texturized degree
由图3可知,温度在120℃~130℃区间,产品的组织化程度与感官品质提高,当温度超过130℃,原料的组织化程度降低显著,其膨化特征表现更为明显;结合挤压设备的生产实际,挤压温度调节范围在5℃内,调控性不强,因此选择挤压温度为120、130、140℃作为响应面优化试验的3个水平。
2.3中心旋转组合试验设计与结果分析
2.3.1响应面分析
根据以上单因素的结果与分析,试验以紫苏油粕添加量、挤压温度及物料水分含量为自变量(Xi),以感官品质为响应值,通过Design Expert 8.0.7.1软件采用中心旋转组合试验设计,共17组试验。每组试验重复3次,试验设计见表3,结果见表4。

表3 中心旋转组合设计因素与水平表Table 3 Factors and levels in central composite rotary design
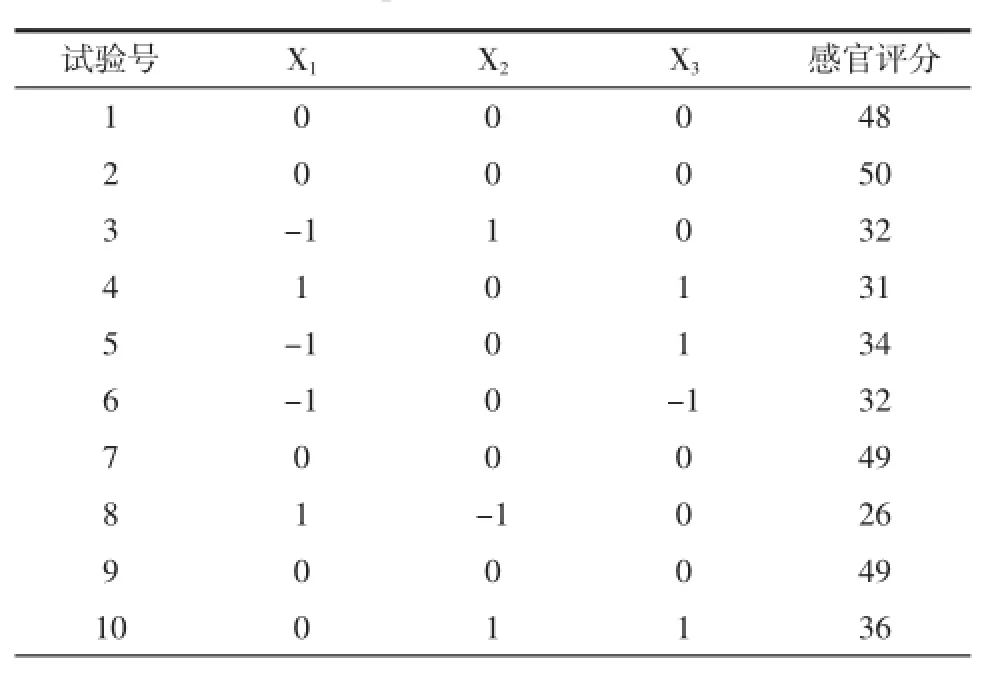
试验号 X1 X2 X3 感官评分1234567891 0 00-11-1 -1 00011-0100 0010000-101 10001 48 50 32 31 34 32 49 26 49 36
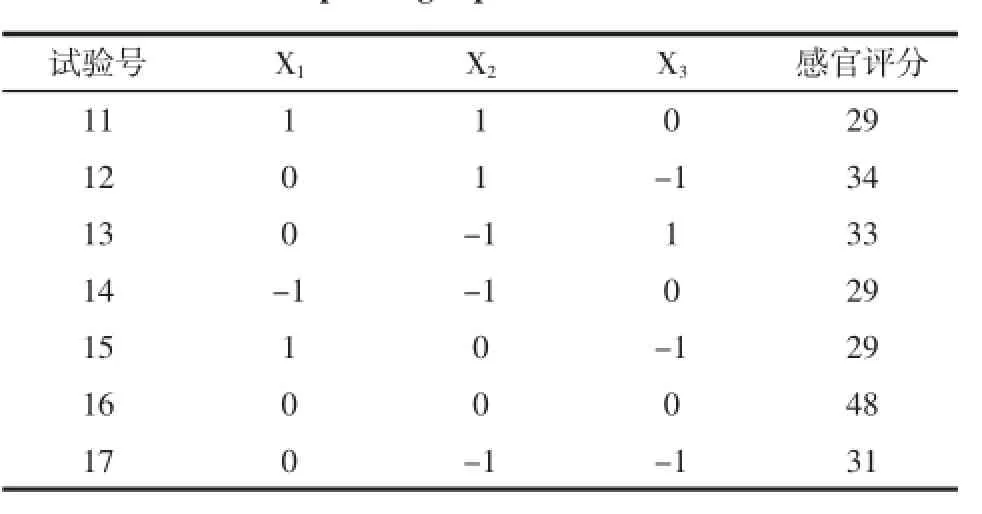
续表4 中心旋转组合试验设计与结果Continue table 4 Central composite rotary design and corresponding experimental results
试验设计各因素交互作用对含紫苏油粕高水分挤压组织化品质影响结果见图4、图5、图6。
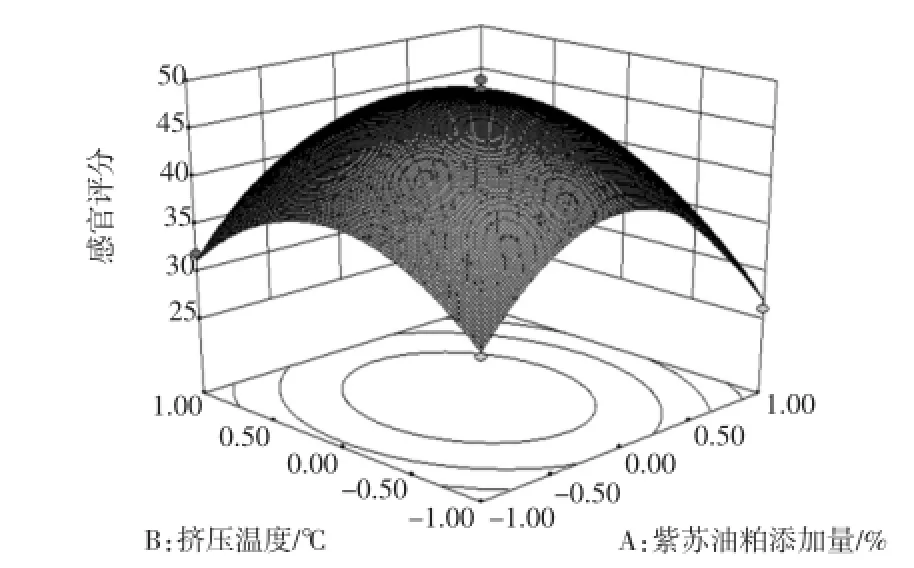
图4 紫苏油粕添加量和挤压温度对挤压产品品质的影响Fig.4 The influence of Perilla oil meal amount and extrusion temperature on extrusion product quality
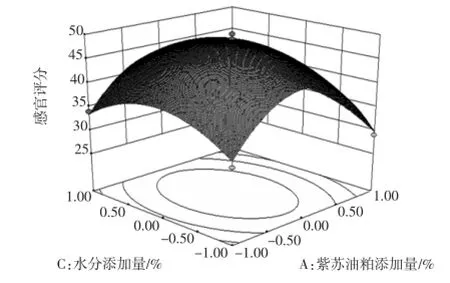
图5 紫苏油粕添加量与物料水分含量对挤压产品品质的影响Fig.5 The influence of Perilla oil meal amount and material moisture content on extrusion product quality
用Design Expert 8.0.7.1统计软件进行回归拟合,得到含紫苏油粕高水分挤压组织化产品的感官评价

2.3.2模拟方差分析
对中心旋转组合试验进行二次多元回归拟合,回归方程模型的方差分析见表5。
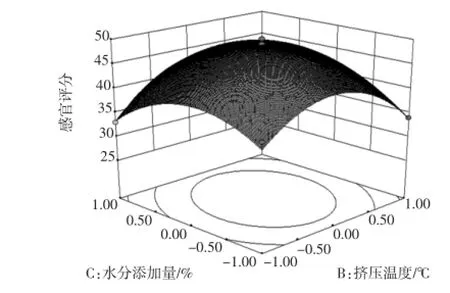
图6 挤压温度与物料水分含量对挤压产品品质的影响Fig.6 The influence of extrusion and temperature material moisture content extrusion product quality
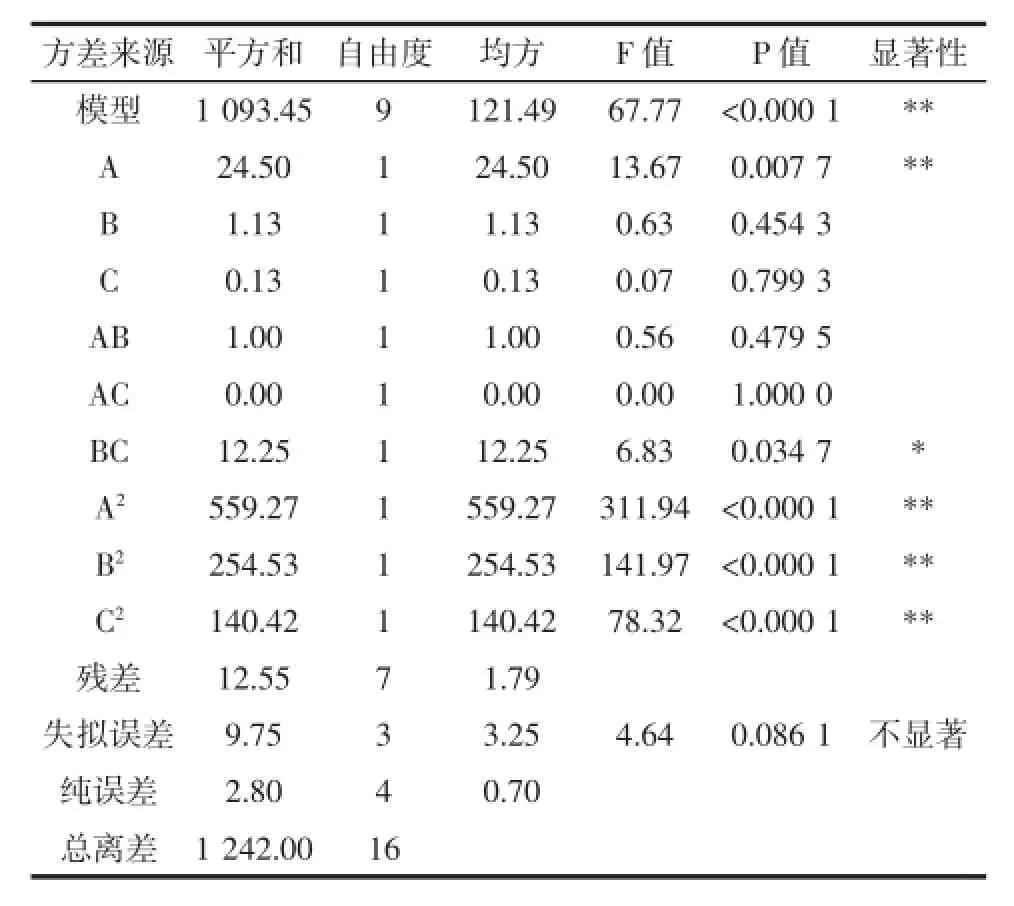
表5 中心旋转组合试验结果方差分析表Table 5 Variance analysis of the established regression model
由表5可知,模型P<0.01,表明该模型具有极显著性,模型失拟项P=0.086 1>0.05,模型失拟项不显著,说明拟合模型较合适。模型项X1、X12、X22、X32都达到极显著水平,其中紫苏油粕添加量对产品的感官品质影响极显著(P<0.01)。相关系数R2=0.988 7>0.85,模型调整确定系数R2adj=0.974 1[5],感官评价实际与预测值之间有较好的拟合度,因此该模型可用于紫苏油粕高水分挤压组织蛋白产品感官评价值的实际情况,对产品的品质的影响顺序:紫苏油粕添加量>挤压温度>物料水分含量。同时,水分含量与挤压温度对产品的感官品质影响显著(P<0.05),其他交互因素的影响不显著。
2.3.3模型验证及最佳工艺条件的确定
由二次多项式回归方程可知,在紫苏油粕添加量
为9.66%、挤压温度130.42℃、物料水分含量为50.39%的条件下,感官评分达到48.9539分。根据挤压生产实际,在紫苏油粕添加量为10%、挤压温度130℃、物料水分含量为50%的条件下进行验证试验,得到感官评分为49.5分,实际值与预测值之间具有较好的拟合度,说明该拟合模型合理,具有一定应用价值。
3 结论
试验通过Design Expert 8.0.7.1设计响应面法优化了含紫苏油粕高水分挤压组织蛋白工艺,得出含紫苏油粕高水分挤压组织蛋白产品工艺的最佳参数:紫苏油粕添加量为10%、挤压温度130℃、物料水分含量为50%。本试验为进一步研究紫苏油粕高水分挤压组织蛋白工艺条件,改善其品质,丰富植物组织化产品提供一定的依据,具有一定的应用价值。
参考文献:
[1]黄丽.紫苏叶抗过敏活性物质的研究[D].广西:广西大学,2005:1
[2]朱国君.紫苏饼粕蛋白质的分离提取及其功能特性研究[D].重庆:西南大学,2008:3
[3]王楠,冯志彪.两种油料蛋白制备及其功能性研究[J].中国油脂, 2012,37(3):18-22
[4]孙志欣.高湿挤压技术生产组织化大豆蛋白工艺研究[D].哈尔滨:东北农业大学,2009:14
[5]徐邦杰.大豆组织蛋白生产技术探讨[J].食品科学,1984,5(4):35-36
DOI:10.3969/j.issn.1005-6521.2015.23.020
收稿日期:2015-08-31
基金项目:吉林省科技厅科技支撑计划重大科技攻关专项科研项目(20130204044NY)
作者简介:田海娟(1980—),女(汉),讲师,硕士,研究方向:农产品加工、食品新资源利用等。
*通信作者:朱珠(1960—),女(汉),教授,研究方向:粮油食品深加工。
Optimization of High Moisture Organized Technology of Perilla Oil Meal Protein Product by Design-Expert Design
TIAN Hai-juan1,2,ZHU zhu2,*,ZHANG Chuan-zhi2,WANG Cheng-zhen1
(1.Branch of Food Engineering,Jilin Business and Technology College,Changchun 130062,Jilin,China;2.Jilin Province Key Laboratory of Grain and Oil Processing,Jilin Business and Technology College,Changchun 130062,Jilin,China)
Abstract:Perilla oil meal and soy protein as a raw material,added wheat gluten,used the high moisture twinscrew extrusion technology,and through the single factor experiment and central composite rotary design to determine the optimal process of Perilla oil meal protein products.The results showed that Perilla oil meal addition was the biggest effected on quality of protein products,followed by extruding temperature and material moisture content.The optimal process parameters were Perilla oil meal addition 10%,moisture content 50%,extrusion temperature 130℃.
Key words:Perilla oil meal;high moisture;extrusion;wheat gluten