发泡海绵管自动卷圆接合机研究
2015-07-25李力颜勇
李 力 颜 勇
(三峡大学 水电机械设备设计与维护湖北重点实验室,湖北 宜昌 443002)
聚醚聚氨酯发泡海绵由于具有保温、隔热、吸音、减震、阻燃、防静电、透气性能好等特性[1],被广泛应用于各种行业.汽车用发泡海绵管是一种以聚醚聚氨酯发泡海绵板为原料,通过卷圆接合成型成为无缝发泡海绵管,随着汽车工业的发展,对发泡海绵产品的需求量日益增加.然而,目前发泡海绵管仍主要依靠手工生产,生产效率低,已不能满足市场的需求,急需研发加工成型机械.同时,由于发泡海绵具有较高的回弹性,在外力作用下产生的变形中约95%形变为弹性形变[2],在外力撤销后将恢复到受力前的状态,目前对板料的加工成型多属于塑性成型的范畴,因此,发泡海绵的成型加工需要开发特别功能的机械.
基于此,设计一种发泡海绵自动卷圆接合机(以下简称卷圆接合机),以实现发泡海绵的自动卷圆成型,解决发泡海绵管成型和产量不足的问题.开发的卷圆接合机主要由卷圆机构、送料组件、接合装置以及控制系统组成,设计中考虑到柔性材料特点,采用了几何约束卷圆的方法来实现卷圆成型,以及以热接合方式加工无缝海绵管.整个加工过程采用自动控制系统一次成型,解决了柔性高回弹材料的成型问题.
1 卷圆接合机方案设计
所设计的卷圆接合机能将规格为l×w×t=300mm×45mm×5mm的小尺寸聚醚聚氨酯发泡海绵板经卷圆、接合成无缝海绵管发泡海绵卷圆.发泡海绵板物理化学性质见表1[3].
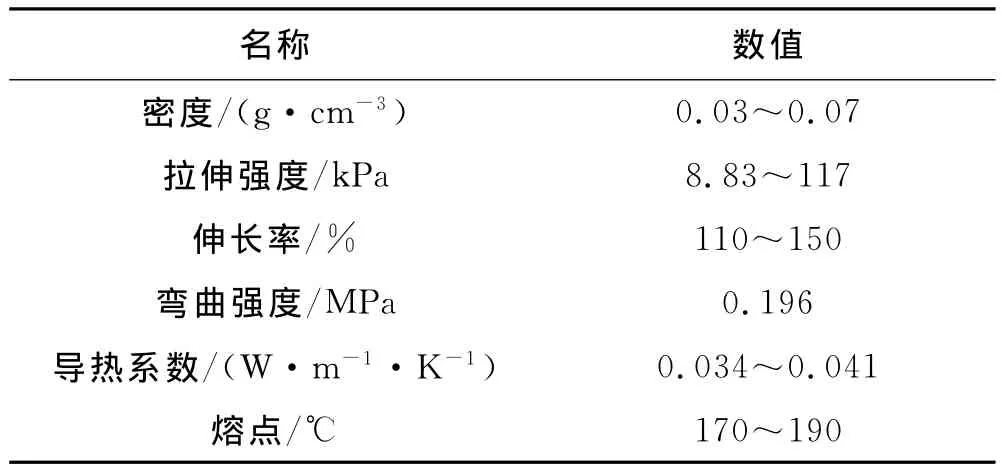
表1 聚醚聚氨酯发泡海绵板的物理化学性质
为实现卷圆接合成型功能,要求所设计机械应满足如下3点要求:1)鉴于发泡海绵的高回弹性,成型约束力须贯穿于整个加工过程;2)在接合阶段,为提高热接合质量,应使焊缝成V型,以使接合面充分加热;3)在接合完成后,应保压一段时间,以使焊缝充分接合,提高接合质量.
图1为卷圆接合机功能树,反映了卷圆接合机的功能元.
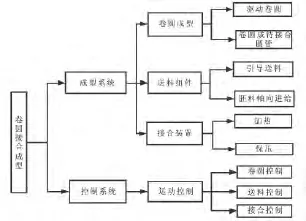
图1 卷圆接合机功能树
结合图1为卷圆接合成型装置总体方案设计提供可行的功能原理选择方案,这些功能原理方案构成卷圆接合成型装置的形态学矩阵见表2.
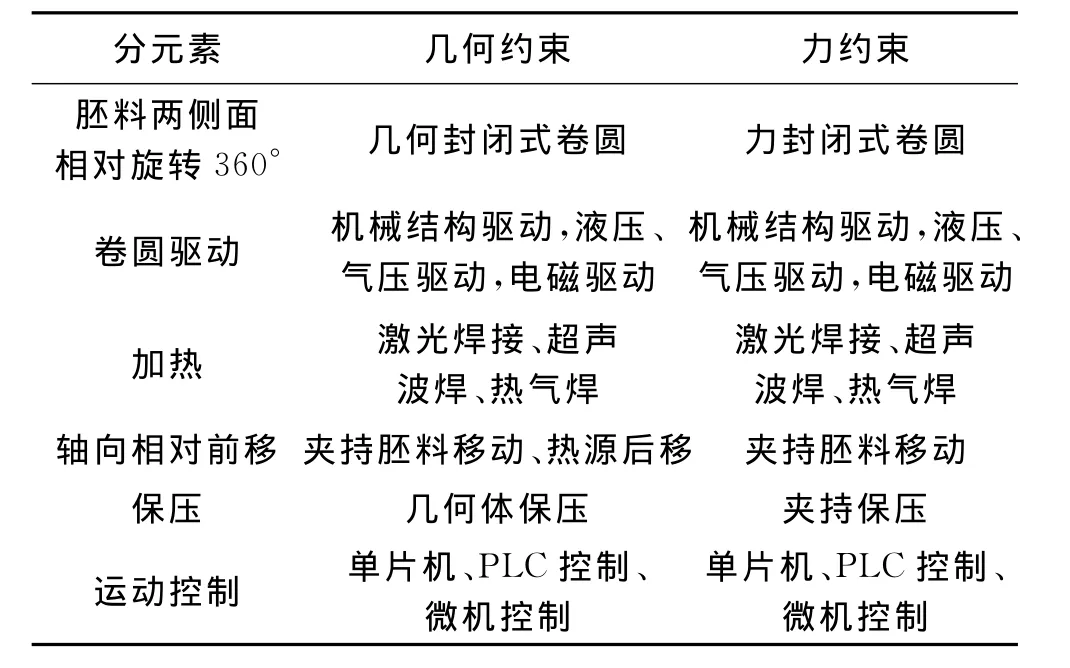
表2 卷圆接合成型机形态学矩阵
1.1 卷圆方案设计
卷圆成型的目的是将发泡海绵卷圆成待接合发泡海绵管,为后续的接合建立接合工位即接合焊缝.发泡海绵经卷圆后所达到的效果是将胚料两侧面相对旋转360°使两侧面贴合形成接合焊缝.发泡海绵属于柔性材料,据有较高的回弹性,故而不能够通过使其产生塑性变形的方式来改变其形状.发泡海绵的这一性能使得在卷圆成形加工过程中约束发泡海绵成型的外力必须始终存在.
卷圆成型时可通过几何约束和力约束两种方式施加外力.图2(a)为几何约束卷圆示意图,它是以一定形状的几何体约束发泡海绵,使发泡海绵卷圆成型.几何体为圆形,其内腔直径为发泡海绵卷圆成型后海绵管外径.图2(b)为力约束卷圆示意图,它是在加工过程中通过夹持体直接对发泡海绵施加夹持力,通过夹持力的作用使发泡海绵卷圆成型.由图2可以看到在卷圆完成后有部分夹持体被无缝发泡海绵管所包覆,那么在加工过程中必然存在夹持体夹紧、松开、退让卸料的动作以实现卷圆接合机的连续加工.这就使得夹持体须做大量的辅助运动,降低了装置单位时间内的加工效率.而几何约束卷圆中只需要完成几何体的封闭与打开动作,其辅助动作少,相应的单位时间内的加工效率高.因而采用几何约束卷圆为卷圆方案.

图2 施加外力的方式
根据平面曲杆理论[4],对于大曲率的弹性弯曲,其应力应变中性层与曲杆截面形心不重合,而是随着变形程度的增加逐渐向内移动,其应力应变中性层曲率半径为
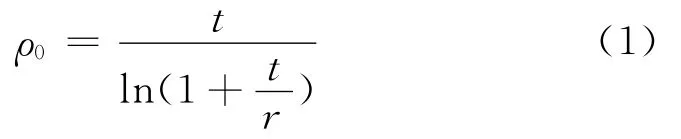
式中,ρ0为板料弹性弯曲应力应变中性层曲率半径;t为板料原始厚度;r为板料内弯曲半径.
同时,由于中性层纤维长度不变则对于胚料宽度w以及发泡海绵板内弯曲半径ρ0有

综上所述,由发泡海绵板料卷圆接合成型所得的无缝发泡海绵管规格为:内直径10mm、外直径20 mm、长度300mm、厚度5mm.
1.2 接合方案比选
把塑料件接合起来的方法有焊接和粘接[5].焊接法包括有热板焊接、激光焊接、超声焊接、以及热气焊等.粘接法可按所用的胶粘剂,分为熔剂、树脂溶液和热熔胶粘接.热接合的方式可分为接触式和非接触式两种.在该装置中选用热接合方式焊接.此外,热板焊接会造成热板粘附材料且成本高、焊接灵活性差;激光焊接虽然有着较高的焊接速度和较高的焊接精度,但设备成本高,焊接灵活性差;超声波焊接能获得高焊接强度但噪音大,设备体积较大、成本高;热气焊的设备结构简单,焊接灵活性好,焊接外观良好,焊接强度强但存在加热不均匀的现象.考虑到所需的发泡海绵管需要有良好的焊接外观以及较高的焊接强度,同时根据经济性原则,选用热气焊为卷圆接合机的接合方式.
2 整机设计
为完成发泡海绵卷圆接合成发泡海绵管,所设计的卷圆接合机需完成的功能动作有卷圆、送料、接合,各功能动作分别通过卷圆机构,送料组件和接合装置来完成.
2.1 卷圆机构设计
卷圆机构结构示意图及机构示意图如图3所示,其中图3(a)为结构示意图,图3(b)为机构示意图.包括有用于将海绵板压入壳体的压杆5,约束海绵板卷圆成形的左压盖4、右压盖6以及圆弧壳体.卷圆机构中压杆、左压盖、右压盖的运动形式为间歇直线往复运动,且运动行程短,因而采用电磁驱动为其驱动方式,以便于实现自动化控制.此外,左压盖、右压盖靠拢后合成完整圆孔,作为热接合的工作位置,同时圆孔也在胚料到达此处时减小压盖对该处胚料的约束,使发泡海绵两端面在所述圆孔处在胚料自身弹力作用下成V型打开,以便于在热接合时对卷圆成型时胚料内层的加热,提高热接合的质量.
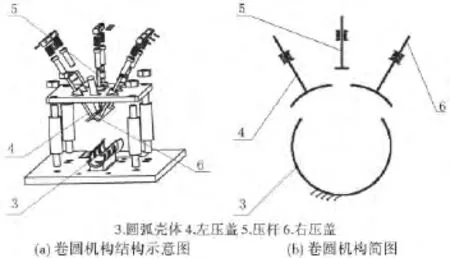
图3 卷圆机构
2.2 送料组件设计
送进组件的作用是引导送料以及驱动待接合发泡海绵管相对于接合装置轴向进给,以完成接合成型,其结构如图4所示.在送进机构中设计有送进轮9,利用送进轮与待接合海绵管间的摩擦力驱动轴向进给.送进机构的工作位置设在卷圆机构中圆弧壳体的侧面.
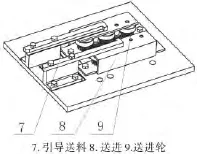
图4 送进组件结构
3 控制系统设计
控制系统旨在控制各执行元件的运动,以实现卷圆、接合功能.控制系统包括硬件电路和软件程序.控制系统的输入端为各机构构件的位置,输出端为卷圆机构中驱动电磁铁的线圈以及送进机构的原动件.所设计的机械机构确定了该装置的成型控制流程图如图4所示.本装置中控制系统使用PLC控制器,以保证控制系统的稳定性和可靠性.根据图5所示的卷圆接合过程采用步进指令编写PLC控制程序.
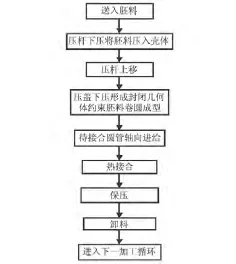
图5 成型控制流程图
4 工作过程与仿真运动
由上述成型系统和控制系统所组成的卷圆接合机的工作过程为:1)接合机初始状态为,封闭几何体处于打开状态,表现为卷圆机构中左压盖、右压盖、压杆在复位弹簧作用下处于最高位置,如图6(a)所示;2)发泡海绵经送料组件送入,此时发泡海绵位于压杆的正下方,如图6(b)所示;3)压杆下压,将发泡海绵压入圆弧壳体.此时,发泡海绵从进料引导装置脱离,并且由于圆弧壳体内腔成曲面,发泡海绵在壳体约束下卷曲,然后压杆回到初始位置,如图6(c)所示;4)左压盖、右压盖下压至与圆弧壳体形成约束几何体,此时发泡海绵两侧面接触,胚料在左压盖、右压盖、壳体所形成的封闭几何体的作用下卷圆成型,如图6(d)所示;5)送进组件启动,热接合装置启动,胚料继续送进,完成接合的胚料进入左压盖、右压盖以及圆弧壳体所构成的位于热接合工作窗口之后的封闭区域,该段区域内继续保持对胚料的挤压,以完成对胚料的保压处理;6)卷圆接合完成后,卷圆机构中左压盖、右压盖回到初始位置,紧接着加工第2个将重复上述过程.
在结构设计完成后,利用三维建模软件对该装置进行运动仿真并对装配体进行干涉检查.在仿真过程中隐藏对仿真影响不大的零部件如螺母、支撑架等.图7为卷圆接合机的三维示意图.
5 结 论
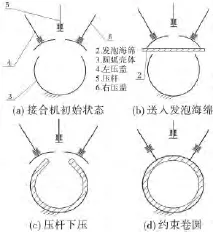
图6 加工过程示意图
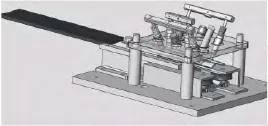
图7 卷圆接合机三维示意图
本文针对汽车工业使用的小尺寸发泡海绵管生产设备缺乏,产量不足等问题,设计了一种发泡海绵自动卷圆与热接合机械,以实现发泡海绵柔性材料的卷圆成型.该卷圆接合机主要由卷圆机构、送料组件、接合装置以及控制系统等组成.设计采用了几何约束卷圆的方法实现发泡海绵原料的卷圆成型,同时采用热气焊方法将卷圆成型的海绵管接合加工成无缝海绵管.整个加工过程采用自动控制一次成型,解决了柔性高回弹材料的成型问题.
通过Solidworks仿真分析,结果表明:所设计的卷圆接合机能够完成发泡海绵卷圆接合成型所需的功能动作,满足发泡海绵的卷圆接合成型.本文所设计的卷圆接合机已获得实用新型专利授权.
[1] 何继敏.聚合物发泡材料及技术[M].北京:化学工业出版社,2007.
[2] 石安福,龚云表.工程塑料手册[M].上海:上海科学技术出版社,2005.
[3] 黄 锐.塑料工业手册:塑料热成型和二次加工[M].北京:化学工业出版社,2005.
[4] 于永泗,齐 民.机械工程材料[M].大连:大连理工大学出版社,2006.
[5] 刘鸿文.材料力学:下册[M].2版.北京:高等教育出版社,1991.
[6] 乔丹·罗泰泽尔.塑料连接技术设计师和工程师手册[M].丁玉梅,杨卫民,陈卫红,等译.北京:化学工业出版社,2006.
